
- Способы производства железобетонных изделий
- Технология изготовления железобетонных изделий
- Технология производства ЖБИ
- Ассортимент ЖБИ
- Принципиальная схема изготовления ЖБИ
- Технологии изготовления ЖБИ
- Производство железобетонных изделий: промышленные методы и технологии
- Особенности производственного материала
- Разновидности ЖБИ
- Особенности изготовления ЖБИ
- Производственное оборудование
- Актуальные схемы промышленного изготовления ЖБИ
- Армирование бетона
- Вывод
Способы производства железобетонных изделий
На современных предприятиях производства сборного железобетона применяют следующие способы производства: стендовый, поточно-агрегатный, конвейерный, кассетный и непрерывного вибропроката.
При стендовом способе производства крупногабаритные железобетонные изделия изготовляют в неподвижных формах на плоских стендах или матрицах, а технологические механизмы и агрегаты перемещаются от поста к посту и последовательно на каждом посту выполняют соответствующие операции. Этот способ требует больших производственных площадей.
При поточно-агрегатном способе производства формуемые железобетонные изделия перемещают по потоку от одного технологического поста к другому при помощи транспортных средств. На каждом посту установлено стационарное оборудование — агрегаты, выполняющие отдельные технологические операции. Для этого способа требуются наибольшие производственные площади, капитальные затраты и время.
При конвейерном способе производства формуемые на поддонах-тележках железобетонные изделия перемещаются по технологическому потоку с заданным принудительным ритмом. Этот способ характеризуется максимальным расчленением производственного процесса на отдельные операции и применяется только на заводах большой мощности, выпускающих небольшой ассортимент изделий.
Кассетный способ — качественно новая форма стендовой технологии, получившая широкое развитие в производстве железобетонных изделий для крупнопанельного домостроения. Основной особенностью кассетного способа производства является вертикальное формование изделий в стационарных кассетных установках, состоящих из нескольких вертикальных металлических форм — отсеков. В каждый отсек помещают арматурный каркас, после чего его заполняют бетонной смесью. Уплотняют смесь навесными или глубинными вибраторами
Этот способ обеспечивает более высокую производительность труда, требует меньших производственных площадей, расхода пара и электроэнергии.
Способ непрерывного вибропроката. Это полностью механизированный и автоматизированный процесс производства железобетонных изделий, выполняется на установке непрерывного действия — вибропрокатном стане. Вибропрокатный стан представляет собой движущийся конвейер, состоящий из формующей ленты , натяжной и приводной станций, формующей и калибрующей секции, а также секции тепловой обработки. На непрерывно движущуюся формующую ленту, выполненную из объемных или плоских пластин, распылителем наносят смазку, после чего укладывают арматурные каркасы и подается бетонная смесь. Бетоноукладчик равномерно распределяет ее по ширине формующей ленты. Уплотнение происходит за счет вибрации вибробалки, расположенной под формующей лентой.
Складирование железобетонных изделий
При разгрузке у заказчика осматривается каждое крупное изделие (несущие конструктивные элементы и детали): проверяют, нет ли трещин, искривлений и других дефектов. Мелкие (ненесущие) детали осматривают выборочно.
Железобетонные изделия на приобъектных складах укладывают в штабеля так, чтобы их заводскую маркировку можно было легко прочитать со стороны прохода или проезда, а монтажные петли обращены кверху. Особое внимание уделяют укладке железобетонных плит с односторонним армированием. На таких изделиях имеется треугольный значок, вершина которого указывает верх изделия в рабочем положении. Положение железобетонных изделий в штабеле, за исключением колонн, опор, свай и др., а также способы опирания изделий при хранении должны воспроизводить условия их работы в сооружении, не вызывать перенапряжений в бетоне и повреждений изделий.
Стеновые панели и крупнопанельные перегородки хранят в специальных металлических кассетах или пирамидах, которые устанавливают на опорные брусья в вертикальном или наклонном (в пределах 10 — 12 о ) положении.
Лекция 9. СТРОИТЕЛЬНЫЕ РАСТВОРЫ (1 час)
Источник
Технология изготовления железобетонных изделий




![]()
Железобетонные конструкции могут изготавливаться на заводах или полигонах. Заводами называют предприятия, на которых основные технологические процессы выполняют в помещениях (цехах). Полигоны представляют собой предприятия, на которых в зданиях приготавливают только бетонную смесь и заготавливают арматуру, все остальные процессы -формование, твердение и отделку изделий — осуществляют на открытых площадках — стендах или в камерах пропаривания, расположенных на открытом воздухе.
Технологический процесс состоит из ряда последовательно выполняемых операций: приготовления или доставки бетонной смеси с ЦБЗ, изготовления арматуры железобетонных изделий, формование, ускорение твердения изделий.
В зависимости от расчлененности общего технологического процесса формования изделий по отдельным постам различают поточно-агрегатную, конвейерную и стендовую технологию.
При поточно-агрегатном способе производства форму и формуемое изделие передают по потоку от одного технологического поста к другому с помощью кранового оборудования (рис. 7.6.1).
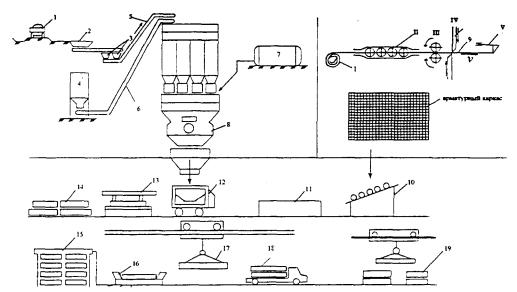
Рис. 7.6.1. Технологическая схема изготовления железобетонных изделий поточно-агрегатным способом:
1 — место разгрузки заполнителей; 2 — приемные бункера; 3 — накопительные бункера; 4 — склад цемента; 5 — транспортная галерея; 6 — пневмоподача цемента; 7 — ёмкости для воды, добавок; 8 — бетоносмесительный цех; 9 — оборудование для производства арматурных каркасов и элементов; 10 — агрегат для термического нагревания арматуры; 11 — пост армирования; 12 — самоходный бетоноукладчик; 13 — агрегат для формирования изделий; 14 — зона выдержки изделий; 15 — камера для тепловлажностной обработки изделий; 16 — пост распалубки изделий; 17 — подъем и транспортирование изделий; 18 — самоходная тележка; 19 — склад готовой продукции. I — вертушка; II — барабан правки; III — подающий ролик; IV — ножи; V — концевой выключатель
Установки — агрегаты состоят из формовочной машины (обычно виброплощадки), машины для распределения бетонной смеси по форме (бетоноукладчики), машины для укладки формы на формовочный пост (формоукладчики). Отформованные изделия в формах перемещают краном в камеры для тепловой обработки. Заключительной стадией производства является выдача изделий из камеры и их распалубка. После приемки ОТК готовые изделия направляют на склад, а освободившиеся формы возвращают на формовочный пост.
При конвейерном способе технологический процесс расчленён на элементарные процессы, которые одновременно выполняют на отдельных рабочих местах. Форма и изделие перемещаются от одного рабочего места к другому, каждое обслуживает закрепленное звено (рис. 7.6.2).
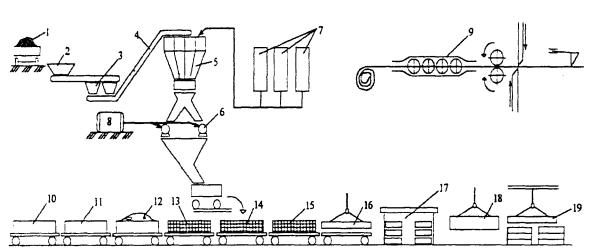
Рис. 7.6.2. Технологическая схема конвейерного способа изготовления железобетонных изделий:
1 — пост разгрузки заполнителей; 2 — приёмный бункер, 3 — наполнительный бункер, 4 — транспортная галерея, 5 — расходный бункер, 6 — смесительное отделение, 7 — силосный склад цемента; 8 — ёмкость для воды; 9 — оборудование для производства арматурных элементов и каркасов; 10 — передаточная тележка; 11 — очистка форм; 12 — смазка форм; 13 — укладка арматуры; 14 — пост формирования изделий; 15 — пост доводки изделий; 16 — пост укладки термоизоляционного слоя; 17 — пропарочная камера; 18 — пост распалубки и контроля; 19 — склад готовой продукции
Основным условием осуществления конвейерного производства является ритмичность выполнения процессов, для чего их продолжительность должна быть одинаковой. Тогда через равные промежутки времени одновременно перемещают изделие с одного рабочего места (поста) на другое. При изменении вида изделий конвейеры требуют переоснастки.
При стендовом способе технологические процессы выполняют в неподвижных формах или оборудованных для этого на рабочих местах стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы к другой. Стендовый способ хотя и приводит к более низкому использованию производственных площадей по сравнению с другими способами, но имеет ряд преимуществ, особенно при изготовлении предварительно-напряженных конструкций. Продолжительность технологического цикла зависит от длительности выдерживания изделий на стенде для приобретения ими необходимой прочности и составляет от 1 до 2 суток (рис. 7.6.3)

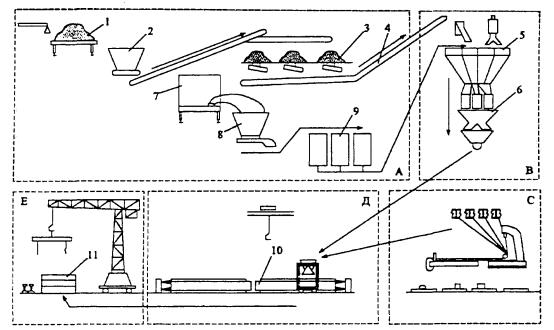
Рис. 7.6.3. Технологическая схема изготовления конструкций на стендах:
А — зона хранения и обработки сырья; В — зона приготовления бетона; С — зона изготовления арматурных элементов; Д — зона формования и обработки изделий; Е — зона хранения и выдачи конструкций; 1 — пост разгрузки заполнителей; 2, 8 — приёмные бункера; 3 — склады заполнителей; 4 — транспортёрная галерея; 5 — расходные бункера; 6 — пост приготовления бетона; 7 — пост разгрузки цемента; 9 — склад цемента; 10 — стенд, 11 — склад готовой продукции
Источник
Технология производства ЖБИ
Производство железобетонных изделий (ЖБИ) в промышленных масштабах осуществляется на заводах или полигонах. Заводы – это предприятия, на которых основные техпроцессы проходят в крытых цехах. На полигонах, в закрытых помещениях, выполняют только часть технологических мероприятий. Большинство операций – формование, сушку, финишные работы – осуществляют либо на открытых площадках, либо в специализированном оборудовании, находящемся на открытом пространстве. Существует три основных способа производства железобетонных изделий: поточно-агрегатный, конвейерный, стендовый, разновидностью которого является кассетный.

Ассортимент ЖБИ
Технология производства ЖБИ выбирается в соответствии с их типами и размерами. В строительстве и архитектуре наиболее востребованы следующие разновидности:
- ФБС – фундаментные блоки сплошные. Применяются для сооружения сборных фундаментов и обустройства подвальных помещений. Крупные габариты блоков значительно сокращают сроки строительства.
- Стеновые панели – одно- и многослойные. Изготавливаются из легких и тяжелых бетонов.
- Плиты перекрытий. Эти изделия используются для устройства межэтажных перекрытий. В процессе эксплуатации они испытывают серьезные нагрузки, поэтому при производстве такой продукции применяют только высокопрочные бетоны и арматурные стержни. Плиты могут изготавливаться с внутренними пустотами.
- Дорожные плиты. Используются при устройстве взлетно-посадочных полос и дорожных полотен.
- Железобетонные сваи. Изделия востребованы при устройстве свайных фундаментов на проблемных грунтах.
- Бетонные опоры и заборы. Такая продукция популярна в частном домостроении, поэтому ее производством массово занимаются представители малого бизнеса.
- Декоративные элементы, применяемые для отделки фасадов и украшения ландшафта.
Помимо вышеперечисленных изделий, на заводах и полигонах изготавливают и другие виды ЖБИ, такие как: кольца для колодцев, бортовые камни, лотки для ливневых систем, осветительные опоры, трубы, клумбы, урны, цветочницы и прочие.
Принципиальная схема изготовления ЖБИ
Основные этапы процесса изготовления железобетонных изделий:
- сборка арматурных плоских или объемных каркасов точечной сваркой или связыванием;
- производство бетонной смеси;
- формование ЖБ продукции;
- термическая и влажностная обработка продукции;
- декоративная отделка поверхности.
В зависимости от типа и назначения ЖБИ, могут осуществляться дополнительные мероприятия, например укладка утеплителя при формовании или сборке элементов.
Технологии изготовления ЖБИ

Для нее характерны:
- разделение техпроцесса на отдельные операции или их группы;
- возможность выполнения работ разного характера на универсальном оборудовании;
- произвольный ритм перемещения полуфабрикатов от поста к посту, межоперационная передача осуществляется подъемно-транспортными средствами.
Благодаря универсальности оборудования, на одной поточной линии могут изготавливаться изделия, различные по габаритам и формам. По этой технологии делают такие ЖБИ, как ФБС, сваи, ригели, опоры ЛЭП и линий освещения, многопустотные панели.

Применяется в основном для изготовления стеновых панелей. Для нее характерны:
- максимальное разделение техпроцесса на операции, реализуемые на отдельных постах;
- перемещение полуфабрикатов в определенном ритме конвейерами, в состав которых входят поддоны-тележки;
- применение автоматизированного оборудования.
Технология позволяет достичь высокой производительности труда, но ассортимент изделий при этом очень ограничен.
Весь процесс изготовления проходит на специальных стендах или в стационарно расположенных формах. Изделия при обработке остаются неподвижными, а техоборудование курсирует от одной формы к другой. В зависимости от типоразмеров изготавливаемых изделий, используют стенды различных видов:
- пакетные – применяются для продукции с небольшими поперечными габаритами и компактным размещением арматурных элементов;
- протяжные – предназначены для производства линейной продукции.
Строительный эксперт с 20 летним стажем.
1998 год — Ижевский государственный технический университет по специальности инженер-строитель «Промышленное и гражданское строительство».
1997 год — Ижевский монтажный техникум по специальности техник-строитель-технолог.
Инженер технического контроля качества выполнения работ строительных работ: геодезия (планировка); земляные; дренажные; гидроизоляционные; монолитные, а также все виды работ с инженерными коммуникациями.
Источник
Производство железобетонных изделий: промышленные методы и технологии
В этой статье мы рассмотрим то, какова технология производства железобетонных изделий в промышленных масштабах, а кроме того определимся с тем, какие методы отливки ЖБИ применяются в индивидуальном строительстве. Но, до того как рассмотреть технологические особенности, расскажем об основных свойствах железобетона.

Производственный цех по изготовлению железобетонных изделий
Особенности производственного материала
Железобетон — это материал, изготовленный с применением цементосодержащих растворов и металлических армирующих конструкций.
Технология изготовления ЖБИ не нова, так как основополагающие методы были запатентованы во второй половине 19 века. Тем не менее, массовое применение железобетонных сооружений и конструкций в строительной индустрии приходится на начало двадцатого века.
Использование данного материала в строительстве неслучайно, так как железобетонные изделия отличают следующие качества:
- устойчивость к механическим нагрузкам;
- устойчивость к негативному воздействию ряда факторов внешней среды;
- эксплуатационная надежность и долговечность;
- приемлемая цена, в сравнении с конструкциями, изготовленными с применением других материалов;
- устойчивость к воздействию критических температур (как низких, так и высоких);
- устойчивость к воздействию химических и биологических факторов;
- высокая степень сопротивляемости динамическим и статическим нагрузкам.
Впрочем, ЖБИ имеют некоторые недостатки. Например, прочность материала на сжатие меньше, чем аналогичные параметры чистого металла. Применительно к большим сооружениям и конструкциям, железобетонные изделия «несут» своей массы на порядок больше, чем полезной нагрузки.
Разновидности ЖБИ

На фото — отгрузка готовых плит перекрытия
На сегодняшний день повсеместно изготавливается и производится широкий перечень различных железобетонных изделий. И это неудивительно, так как ЖБИ применяются не только в строительстве, но и в других сферах.
К примеру, большая часть столбов освещения и опор линий электропередач традиционно изготавливается с применением железобетона. Из этого же производственного материала изготавливаются наиболее совершенные и технологичные на данный момент железнодорожные шпалы.
Впрочем, остановимся на тех модификациях, которые нашли применение в строительстве.
Среди них отметим следующие разновидности:
- фундаментные блоки стеновые (ФБС);
- плиты перекрытий;
- плиты дорожные;
- железобетонные сваи;
- бетонные опоры и заборы;
- декоративные изделия, применяемые при отделке строительных объектов.

На фото — готовая продукция, включая стеновые блоки и бетонные кольца
Расскажем об этих разновидностях подробнее:
- Фундаментные блоки стеновые (ФБС) — это модификация ж/б изделий, нашедшая применение в качестве основного строительного материала при возведении сборных фундаментов и подвалов различных зданий. Такие сооружения существенно сокращают сроки, необходимые для проведения строительных работ, так как блок крупный и позволяет отказаться от долгой и трудоёмкой кладки кирпича.
- Плиты перекрытий — это железобетонные перемычки, устанавливаемые между этажами. Для приготовления таких изделий применяются особо прочные марки железобетона, рассчитанные на большие механические нагрузки в течение всего эксплуатационного ресурса.
Для снижения веса плиты выпускаются полыми, что делает их более лёгкими и менее теплопроводными. Опять же, за счет полостей в плитах, экономится бетон, что благоприятно сказываются на стоимости готового изделия.
- Дорожные плиты — это ЖБИ, используемые при строительстве дорожного полотна, взлётно-посадочных полос аэродромов и прочих поверхностей, к прочности которых предъявляются повышенные требования.
- Железобетонные сваи— это изделия, которые применяются в строительстве, наряду с фундаментными блоками. За счёт повышенной устойчивости бетона к негативному воздействию факторов окружающей среды, такие сваи могут быть установлены на различных типах грунта без ущерба для качества готовых строительных объектов.
- Заборы, опоры и декоративные изделия — это особая разновидность ЖБИ, которая выполняет не столько утилитарную, сколько эстетическую функцию. Из-за высокого потребительского спроса, производство этих ЖБИ в настоящее время освоено различными небольшими и малыми предприятиями.
Особенности изготовления ЖБИ

Готовая конструкция, извлеченная из формы
Инструкция изготовления железобетонных изделий определяется основными свойствами производственных материалов. Цементосодержащие растворы жидкие или полужидкие, а потому главной технологической особенностью производственного процесса является их заливка в специальные формы.
По сути, производственная технология предполагает монтаж своими руками армирующего каркаса в полости формы и последующую заливку раствора. По мере высыхания раствора, готовое изделие набирает требуемую прочность. По окончанию этого процесса готовая продукция извлекается из формы и может быть использована по своему назначению.
Технология изготовления железобетонных и сборных бетонных изделий включает перечень отдельных операций, составляющих производственный процесс. Все операции, реализуемые в ходе изготовления ЖБИ, условно подразделяются на основные, вспомогательные и транспортные.

Выгрузка готовых конструкций из форм
Условно технологический процесс можно разбить на следующие последовательно реализуемые этапы:
- приготовление бетона;
- изготовление арматуры и производство каркаса;
- армирование ЖБИ;
- формование бетонной смеси;
- температурно-влажностная обработка изделия;
- декоративная отделка лицевой поверхности.
Важно: При изготовлении панелей наружных стен бетонные конструкции могут быть подвергнуты дополнительной доработке. В панели могут быть уложены теплоизоляционные материалы, как при формовании, так и на этапе сборки отдельных скорлуп изделий.
Производственное оборудование

На фото — опалубка для изготовления плит перекрытия
Оборудование, используемое при производстве ЖБИ, в соответствии с назначением, подразделяется на технологическое – основное, а также на вспомогательное и транспортное. Оборудование для производства железобетонных изделий, задействованное в едином производственном комплексе, называется технологической линией.
При производстве железобетонных изделий применяются специальные формы, которые могут быть изготовлены из металла, железобетона, пиломатериалов древесного происхождения. Также применяются комбинированные формы, построенные с применением нескольких различных материалов.

На фото — применение вибропресса в ходе уплотнения бетона
Независимо от типа использованных материалов, готовые формы должны отвечать следующим требованиям:
- точность обеспечения установленных типоразмеров и конфигурации изделий по окончанию проведения всех технологических операций;
- рациональная конструкция и как следствие небольшая масса формы в соотношении с массой готового изделия;
- отсутствие трудоемкости и простота сборки и разборки;
- жесткость конструкции при заливке бетонов с различными показателями плотности и удельного веса.
Важно: Эффективность применения производственных форм во многом определяется корректностью выбора смазочных материалов. Правильно подобранный смазочный материал препятствует приставанию раствора к внутренней поверхности опалубки, тем самым способствуя долговечности формы и повышению качества производимых ЖБИ.
Актуальные схемы промышленного изготовления ЖБИ

Термоэлектроформы с готовым изделием
В соответствии с методикой реализации процесса формования можно выделить три основные схемы изготовления ЖБИ:
- Производство в формах неперемещаемого типа предполагает проведение всех технологических операций, начиная с подготовки и оканчивая разборкой опалубки на одном месте. Примером реализации такой схемы является формование ЖБИ в матрицах, в кассетах или на плоских стендах.
- Производство в формах перемещаемого типа предусматривает поэтапную транспортировку опалубки с залитым раствором от одного производственного поста к другому. Такая производственная схема распространяется на поточно агрегатный и конвейерный способ формования.
- Формование непрерывного типа – это сравнительно новая производственная схема, которой свойственна эффективность, высокая производительность и относительно малые энергозатраты. Способ осуществляется с применением вибропрокатного стана.
Армирование бетона

Заполнение бетоном опалубки с заложенной арматурной сеткой
Независимо от того, какое используется оборудование для производства железобетонных изделий, наиболее важным технологическим этапом является армирование смеси. И это неудивительно, так как способ реализации армирования строительных растворов определяет такие параметры готовой конструкции как прочность и себестоимость ЖБИ.
Важно: По статистике цена готового железобетонного изделия на 20-30% зависит от стоимости арматуры. Поэтому подход к разработке особенностей армирования ж/б конструкций важен как в техническом, так и в экономическом плане.

На фото — каркасы для отливки свай
Армирование строительных растворов при производстве ЖБИ бывает двух типов: предварительно напряженное и обыкновенное – ненапряженное.
Рассмотрим подробнее особенности реализации каждого из этих способов, так как от них по большему счету зависят прочностные качества готовых изделий.
- Ненапряженное армирование ЖБИ выполняется как с применением пространственного каркаса, так и посредством плоских сеток, изготовленных из проволоки катанки или стальных стержней с соответствующим диаметром поперечного сечения.
Каркасы, в ходе такого армирования, могут изготавливаться только с применением сварного метода. Ненапряженная арматура подразделяется на основную (рабочую) и вспомогательную (монтажную).
Основная арматура размещается на участках претерпевающих максимальные растягивающие напряжения. Вспомогательная арматура, напротив применяется на тех участках ЖБИ, где растягивающее напряжение отсутствует или наоборот присутствует сжатие.
- Напряженное армирование железобетона предполагает создание предварительного обжатия, как на участке растягивающих напряжений, так и по всему сечению ЖБИ. Например, при изготовлении фундаментных блоков или свай параметры предварительного обжатия составляют до 60 кГ/см². Обжатие выполняется посредством натягивания арматуры в течение определённого времени.
Вывод
Итак, мы рассмотрели основные моменты производственного процесса, а, кроме того, мы перечислили эксплуатационные особенности ЖБИ. Полученные сведения вы сможете учесть как при заказе готовых ЖБИ, так и при применении железобетона в индивидуальном строительстве.
Остались какие-либо вопросы? Исчерпывающие ответы можно получить, посмотрев видео в этой статье.
Источник



