
- Прокатный валок: описание, технология производства и заводы
- Общее описание
- Составные части и характеристики
- Валки для листового проката
- Валки для сортового проката
- Центробежное литье
- Метод ковки
- Титан производства
- Свердловский гигант
- Украинские производители
- Контроль над качеством валков
- Упаковка
- Заключение
- Изготовление валков
Прокатный валок: описание, технология производства и заводы
Металлургия – одна из основных отраслей современного производства. Именно благодаря ей в бюджет государства идут колоссальные финансовые поступления, ведь стальная и чугунная продукция, как правило, идет на экспорт и формирует валютную выручку как самого комбината или завода, так и страны. Существуют различные металлургические предприятия, рабочий цикл которых может быть как полным, так и неполным. Но в любом случае финальным этапом металлургического цикла будет являться прокатка металла с целью получения требуемого для потребителя профиля. Именно в прокатных цехах производят балки, швеллеры, рельсы и прочее. Основными элементами любого прокатного стана являются прокатные валки. Заводы металлургического комплекса без них просто немыслимы, поэтому о валках поговорим подробно в этой статье.
Общее описание
Прокат металла – операция достаточно сложная, энергозатратная и требующая наличия специальных навыков и знаний от персонала. Обжатие материала, которое производит прокатный валок, позволяет достичь определённых размеров обрабатываемого профиля. Важно знать, что валки в процессе своей работы берут на себя внушительное усилие, которое возникает непосредственно в процессе работы всей прокатной линии. Именно поэтому прокатный валок – наиболее изнашивающаяся часть любого прокатного стана.

Составные части и характеристики
Все прокатные валки имеют три основных компонента, в числе которых:
- Бочка валка. Именно она находится в непосредственном контакте с раскалённым и подвергаемым обработке металлом. У бочки есть два главных линейных параметра – длина (L) и диаметр (ØD).
- Шейки (опорные части) – расположены по бокам от бочки и опираются на подшипники валка. Также характеризуются длиной и диаметром.
- Приводной конец.
Для валко-сортового стана главными показателями считаются: номинальный диаметр, диаметр буртов и рабочий диаметр. В тех случаях, когда прокатный валок служит для вращения с помощью шпинделя универсального типа, его приводной конец будет иметь форму лопасти или цилиндра. Вид крестовины приводной конец будет иметь, если предусмотрено вращение валка с помощью трефа (обязательно наличие промежуточной муфты).

Валки для листового проката
Листовые прокатные валки, изготовление которых — достаточно трудоемкий процесс, выполняют прокатку ленты, полос. Бочка у таких валков гладкая, выполнена в цилиндрической форме.
Валки сортопрокатные используются для изготовления фасонного материала, который может иметь как круглое, так и квадратное сечение (двутавровые балки, уголки).
Бочки прокатных валков делают немного выпуклыми, если они предназначены для холодной прокатки тонколистового проката. В остальных случаях для горячей прокатки бочке валка придают вогнутую форму. Это делается потому, что в момент движения металла по валку бочка его будет нагреваться и выпрямляться.
Валки для сортового проката
Бочка таких валков имеет специальные углубления (ручьи), которые повторяют профиль прокатываемого впоследствии металла. Ручьи пары валков при соединении между собой образовывают калибр. Длина бочки сортовых валков находится в зависимости от ширины прокатываемой заготовки и условий калибровки.

Сортовые валки характеризуются номинальным диаметром и длиной бочки. Если же стан имеет много клетей и различные по диаметру валки, то доминирующим будет диаметр валков чистовой клети.
По назначению сортовые валки разделяются следующим образом:
- Для тяжёлых обжимных станов.
- Для крупносортовых и рельсобалочных станов.
- Для среднесортового проката.
- Для мелкосортового проката.
- Для проволочных станов.
- Для штрипосвых станов.
Центробежное литье
Современное производство прокатных валков в качестве одного из основных методов предусматривает способ центробежного литья. Этот метод является весьма дорогостоящим, однако он в полной мере позволяет по максимуму уплотнить структуру металла наружной поверхности, которая и является рабочей у валка. Такой подход позволяет в значительной степени увеличить срок службы изделия.
Для данного способа применяют специальную машину, имеющую горизонтальную ось вращения формы центробежного литья. Сама форма установлена на опорные ролики. Приводные ролики смонтированы таким образом, что в полной мере обеспечивают синхронизацию процесса вращения. Расположенный вверху страховочный ролик имеет зазор относительно обода катания самой формы. Для поглощения вибрации между роликами и ступицей имеются демпфирующие прокладки. Снижение уровня вибрации и колебания формы сводит к нулю вероятность получения брака.
Литье валков центробежным методом осуществляют из высоколегированного чугуна. Во вращающийся вокруг своей вертикальной оси кокиль заливают металл, объем которого находится в пределах 95 % от всего объема рабочего слоя прокатного валка.
Неоспоримыми преимуществами центробежного литья являются:
- Обеспечение высокой плотности валка.
- Повышение износостойкости валка.
- Отсутствие раковин, пустот, неметаллических включений, шлака.

Метод ковки
Это самый дорогостоящий метод производства прокатных валков, который тем не менее дает возможность максимально упрочнить полностью все тело валка. Благодаря этому существенно повышаются надёжность и долговечность.
Сама же ковка выполняется на специальных автоматизированных комплексах, разработанных и изготовленных с использованием передовых технологий. Мощность этих агрегатов может составлять до 150 МН.
Полученные таким способом валки чаще всего применяют на блюмингах и слябингах, а также сортовых станах. Эти стальные валки обладают повышенным коэффициентом трения в момент соприкосновения с прокатываемой заготовкой. Такой нюанс крайне важен для клетей с высокой степенью обжатия.
Сама по себе ковка предусматривает следующие операции:
- Биллетировку слитка.
- Осадку.
- Протяжку.
- Ковку на размер поковки.
Обработка прокатных валков после ковки предусматривает сложную термическую обработку, заключительным этапом которой непременно являются поверхностная закалка и отпуск.
Титан производства
Сегодня Россия входит в число тех стран, которые регулируют мировой рынок стали и сплавов. Поэтому созданию комплектующих и деталей для металлургии в стране уделено самое пристальное внимание. В частности, Магнитогорский завод прокатных валков – один из лидеров по выпуску данной продукции.
В июле 2016 года на этом предприятии были запущены новые высокопроизводительные тигельные индукционные печи. Эти высокотехнологичные агрегаты позволят выпускать сложнолегированные сплавы, снизить количество потребляемых ферросплавов и шихты. При этом снижение потребления электроэнергии составит порядка 10 %. Режим плавления можно будет осуществлять с частотой 250 Гц, а доводку и перемешивание – с частотой 125 Гц. Немаловажно и соблюдение экологических требований: снижение вредных выбросов на этих печах произойдет в 2,6 раза.
В целом уральское предприятие регулярно снабжает рынок прокатных валков своей продукцией и является активно развивающимся предприятием.
Свердловский гигант
Нельзя также обойти вниманием и Кушвинский завод прокатных валков. Его продукцией являются все виды валков, бандажи для них. На предприятии валки прокатных станов производятся с применением таких материалов для рабочего слоя, как:
- Индефинит.
- Индефинит, улучшенный специальными карбидами.
- Высокохромистый чугун.
- Высокохромистая сталь.
- Быстрорежущая сталь.
Шейки и сердцевина листопрокатных валков выпускаются из особо прочного чугуна.
Валки для сортопрокатных станов производятся на основе бейнитных и перлитных легированных чугунов с шаровидной или пластинчатой формой графита.

Украинские производители
В Украине существуют три основных предприятия по производству прокатных валков: Днепропетровский, Лутугинский и Новокраматорский заводы прокатных валков.
Днепровский комбинат имеет широчайшую номенклатуру производства валков, причем не только для металлургии, но и для других отраслей. Очень часто предприятие работает для конкретного заказчика, подключая своих высококвалифицированных специалистов из технического отдела для создания разнообразных чертежей и новых моделей валков.
До начала боевых действий на Донбассе в 2014 году в когорту лучших стабильно входил и Лутугинский завод прокатных валков. Его продукция поставлялась не только на все металлургические предприятия Украины, но и во многие страны ближнего зарубежья и Европы. Однако военный конфликт привёл к тому, что завод был остановлен. Пострадали и основные фонды предприятия. Но все же в 2015 году удалось вновь запустить предприятие, а в наши дни оно начало получать заказы из Российской Федерации.
Контроль над качеством валков
В процессе производства абсолютно каждый прокатный валок в обязательном порядке проходит процедуру технического контроля качества его изготовления. Особое внимание уделяется:
- Химическому составу исходного материала.
- Анализу структуры материала изделия (валка).
- Анализу центричности и геометрических размеров.
- Контролю степени твердости рабочего слоя валка.
- Контролю степени шероховатости рабочей поверхности.
- Анализу структуры металла поверхностного слоя.

Упаковка
Все прокатные валки (заводы, производящие их, имеют соответствующие сертификаты качества) поставляются к потребителю в специальной упаковке. Эта тара зачастую представляет собой деревянные ящики с перегородками, внутри которых укладываются валки и надежно закрепляются стяжными элементами. Упаковочному контейнеру производители уделяют также пристальное внимание, ведь плохое крепление валков и отсутствие надлежащей защиты рабочей и посадочной поверхностей промышленного изделия вполне могут привести к негативным последствиям в вопросе качества валков.
Заключение
Прокатные валки, технология производства которых была детально рассмотрена выше, оказывают существенное влияние на получаемую в итоге с их помощью продукцию. Поэтому ведущие мировые производители проката уделяют особо пристальное внимание этому элементу. Каждый руководитель металлургического предприятия прекрасно понимает, что от технического состояния прокатного стана в целом и прокатных валков в частности будет во многом зависеть итоговая рентабельность всего производства.
Источник
Изготовление валков




![]()
![]()
Значительный процент повреждений рабочих валков (в среднем около 40—50%) и в очень многих случаях преждевременный выход их из строя объясняются недоброкачественностью изготовления валков.
а) Литье валков. В области составления шихты ряд американских и английских фирм имеет тенденцию к применению наименьшего количества компонентов, максимально однородных и по химическому составу (в особенности по содержанию кремния) и по физическим свойствам.
Английские фирмы составляют шихту для валков из 25—30% «переплава», соответствующего по химическому составу изготовляемым валкам с поправкой на угар, 40—50% валковой ломи и 20—35% подшихтовочных материалов (шведский древесноугольный чугун, или чугун «холодного дутья»).
Ряд американских и английских фирм [107] и [108] широко применяет раскисление и дегазификацию расплавленного металла (в ковше), используя в качестве раскислителя ферро-карботитан и ферро-кремнетитан. Первый из них, содержащий около 15—18% Тi имеет высокую точку плавления (1400°) и трудно растворяется в основной массе, второй имеет точку плавления значительно более низкую (1200°) и поэтому дает лучшие результаты. На основе ряда исследований, произведенных в СССР, считают [104], что значительно целесообразнее вводить титан и алюминий в состав чушковых доменных чугунов.
Формовочные материалы должны обладать высокими физическими свойствами в отношении огнестойкости, газонепроницаемости и связывающей способности.
Отливка валков прокатных станов производится в опоках, кокилях, а также в сборных кокилях. В последнем случае шейки и трефы валков предварительно формуются в опоках, формы просушиваются, затем для бочки валка устанавливается кокиль.
Мягкие валки из серого чугуна отливаются в глиняных опоках, стальные—в специальных опоках, имеющих для бочки песчаную форму с холодильниками (фиг. 187, а).
Чугунные валки большой твердости с отбеленной поверхностью бочки отливаются в металлических кокилях без футеровки, тогда как кокили для полутвердых валков обмазываются внутри глиной, что противодействует резкой отбелке чугуна. Шейки и трефы валков отливаются в глиняных формах.
При производстве двухслойных чугунных валков (шведский способ) формовка производится как обычно, но только диаметр литника делается больше на 25—30%, причем для спуска промытого металла на верхней прибыли устанавливается спускной жолоб (фиг. 187, б). Отливка ведется в кокилях обычной формы и размеров. Количество серого чугуна, потребного для промывки, зависит от химического состава белого и серого чугунов, веса и назначения валков. На европейских заводах оно достигает 25% от общего веса валка, на Надеждинском заводе — 40% и даже больше.
Сборные кокили устраиваются с прорезями для свободного выхода газов и для ослабления деформаций, возникающих под влиянием термических ударов, или с гофрированной, волнообразной поверхностью, обеспечивающей меньшую овальность закаленного слоя после обработки поверхности валка на токарных станках.
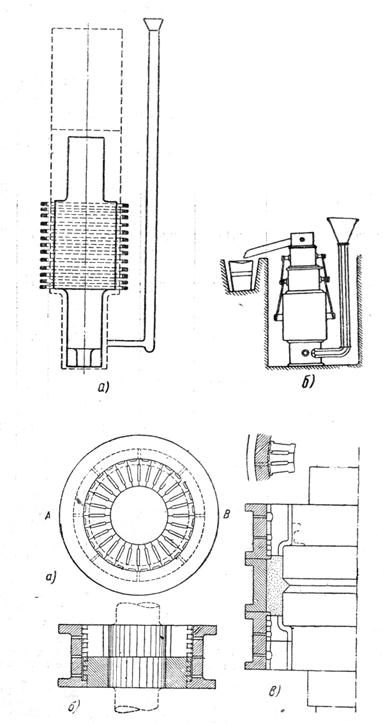
На фиг. 188, а, б, в изображено кольцо сборного кокиля Никольса.
Гладкие и калиброванные закаленные и даже полутвердые валки отливаются теперь с готовыми трефами, формовка которых осуществляется по моделям в песчаных формах в одной опоке с шейками.
Калиброванные валки отливаются с уплотненными ручьями, для чего в отдельные участки формы чугунных кокилей помещаются холодильники.
Литниковые лейки применяются с вертикальной стенкой и квадратным сечением воронки, что способствует спокойной заливке металла (патент Даниэльса) (фиг. 189, а, б).
Некоторые английские фирмы (Акрилл и др.) опоки для полутвердых валков и кокили для закаленных подогревают перед заливкой до температуры 250 — 400° в зависимости от диаметра, химического состава и требуемых механических свойств валков.
Широко распространилась отливка калиброванных (фиг. 190, а) и комбинированных (фиг. 190, б) валков для сортовых и рельсобалочных станов [109] ввиду значительного экономического преимущества их перед гладкими отливками, которые при вырезке калибров значительно ослабляются.
б) Термическая обработка имеет целью уничтожение литейной неоднородности, перевод всей металлической массы в твердый раствор, получение потребной структуры и необходимой твердости, уменьшение внутренних напряжений.

Известная английская фирма «Брайтсайд Чиллед Грейн и Элоу Ролле» для валков со стальной основой применяет двойную или при высококачественных валках даже тройную термическую обработку.
1. Первый нагрев до температуры выше верхней критической точки Асз — 50° со скоростью 15—20°/час и выдержкой при этой температуре (час на каждые 25 мм диаметра) с последующим охлаждением на воздухе (без сквозняков) до температуры 300°.
2. Второй нагрев с 300° до температуры, близкой к нижней критической точке, с выдержкой в течение нескольку часов для облегчения перлитного превращения.
Фиг. 187. Способы отливки валков: а — отливка стальных валков по способу «Юнайтед»; б — отливка чугунных (двухслойных) валков «шведским» способом
Фиг. 188. Устройство кольца сборного кокиля Никольса: а — вид сверху; б— разрез по АВ; в — разрез, показывающий углубление формы для местной закалки
3. Третий нагрев производится до температур критического интервала (в зависимости от желаемой структуры и твердости), но не выше верхней критической точки. За нагревом следует выдержка при этой температуре (час на каждые 25 мм диаметра) с последующим насколько возможно быстрым охлаждением в печи (до 450°). Затем новая выдержка при этой температуре (минимум час на каждые 25 мм диаметра) с последующим медленным охлаждением вместе с печью.
На этом же заводе режим термической обработки валков с чугунной основой заключается в следующем: нагрев (15—20°/час) ниже нижней критической точки Ас  выдержка при температуре 500—450° (час на каждые 25 мм диаметра) и медленное охлаждение вместе с печью.
выдержка при температуре 500—450° (час на каждые 25 мм диаметра) и медленное охлаждение вместе с печью.
Чтобы облегчить уничтожение литейной неоднородности и дендритности структур при термообработке, за границей широко практикуют производство валков с общим содержанием углерода в пределах растворимости его в основной металлической массе. Широко применяют также заливку валков при возможно более высокой температуре, причем для защиты кокилей и форм шеек и трефов, последние покрывают при помощи пульверизатора специальной огнестойкой краской, способствующей активному удалению газов.
Внутренние напряжения, возникающие от усадки и при переходе критического интервала в углеродистых валках ослабляют охлаждением в кокилях до 180—200°; в легированных — при помощи замедленного охлаждения до температуры окружающего воздуха. Высоколегированные и специальные валки нуждаются в неоднократном нагреве, охлаждении, нормализации и выдержке. Охлаждение применяется как быстрое, так и замедленное, в частности охлаждение вместе с печью.
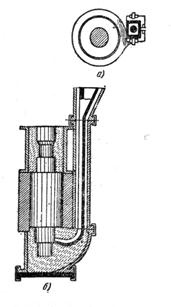
Фиг. 189. Сборный кокиль Даниэльса: а —вид сверху; б — продольный разрез
Фиг. 190. Отливка в кокилях калиброванных (а) и комбинированных (б) валков
Американская фирма «Люис фаундри Ко» применяет для охлаждения цилиндрические кожухи, изготовленные из котельного железа с внутренним диаметром, большим внешнего диаметра кокилей на 150—200 мм. Пространство между кожухом и кокилем засыпается сухим песком или другим каким-либо нетеплопроводным материалом.
Некоторые американские и английские фирмы придают большое значение вопросу естественного и искусственного старения. Прежде чем пустить валки в работу, фирма «Пери и Сын» выдерживает их на стеллажах в течение 3—6 месяцев.
Искусственное старение прокатных валков заключается в нагреве их до температуры ниже нижней критической точки Ас и выдержке при этой температуре с последующим медленным охлаждением.
в) Ковка валков, как и литье, тесно связана с термической их обработкой, отдельные операции которой чередуются со стадиями ковки, оказывая влияние на режим всего процесса в целом при изготовлении стальных кованых валков.
г) Сведения о механической обработке валков подробно излагаются ниже, здесь же приводим только общие указания о шлифовке и полировке, завершающих процесс изготовления валков.
Валки твердостью до 90 единиц по Шору требуют зеркальной отделки, осуществляемой полировкой несколькими (2—6) шлифовальными кругами с постепенно возрастающим номером зерна (24—500). Шлифовку на предшествующих стадиях необходимо вести очень тщательно, так как дефекты шлифовки не могут быть исправлены последующей полировкой на более тонких шлифовальных кругах.
Недостаточное охлаждение и смазка, внезапные остановки при шлифовке валка, большая подача и т. д. могут вызвать местное горение валка, приводящее к трещинам. Трещины могут появиться также от шлифовки валка слишком твердым кругом.
д) Хромирование валков, впервые освоенное в СССР в 1936г. на заводах «Красный гвоздильщик» [110], [111] и НКМЗ [112], в последнее время получает все более широкое применение в технике.
Осуществленные электрическим способом хромовые покрытия придают валкам большую твердость, повышенную стойкость на истирание, пониженный коэффициент трения и высокие антикоррозийные свойства. Стойкость хромированных валков в 2—6 раз выше стойкости нехромированных [110]. Твердость первых выше твердости вторых на 2—4 единицы по Шору.
Процесс хромирования валков можно разбить на три основных этапа: механическая очистка поверхности валка, химическая подготовка, хромирование.
Механическая очистка заключается в шлифовке и полировке бочек валков. Шлифовка производится корундо-шеллаковыми кругами с зернистостью 90—120, полировка — при помощи войлочного круга, покрытого полировочной пастой (венская известь, техническое сало, стеарин и жир) или пастой ГОИ акад. Гребенщикова (прокаленная окись хрома и стеариновая кислота).
Химическая подготовка поверхности валка заключается в обезжиривании в бензине, протирке венской известью, промывке и подогреве в горячей воде (до 50°).
Нормальное проведение процесса хромирования обеспечивается установлением правильного режима, подбора состава электролита, его температуры и плотности тока.
На заводе «Красный гвоздильщик» состав электролита (нормальная ванна) таков: хромового ангидрида—250 г/л, серной кислоты — 2—2,5 г/л; плотность тока 15 А/дм  (в начальный момент 10 А/дм ); температура электролита 45—47°.
(в начальный момент 10 А/дм ); температура электролита 45—47°.
На этом заводе хромированию подвергались валки диаметром 100—220 мм, с твердостью по Шору не ниже 90 единиц. Каждый валок помещался в отдельную ванну и, будучи подвешен крючком (фиг. 191, а) на токоподводящую ванну, служил катодом; анод имел форму цилиндра, разделенного на две части и подвешенного на крючках к токоподводящей шине.
Для лучшего сцепления хрома с основным металлом через 30—40 сек. пребывания валка в ванне подавался обратный ток. Хромирование 1лилось 2 часа, после чего валок вынимали из ванны, промывали в горячей воде и выдерживали в течение суток, прежде чем отправить на стан.
Впоследствии благодаря изменению форм анода схемы подвода тока получили возможность вместо одного хромировать одновременно несколько валков (фиг. 191, б), с расстоянием между ними а=270 мм.
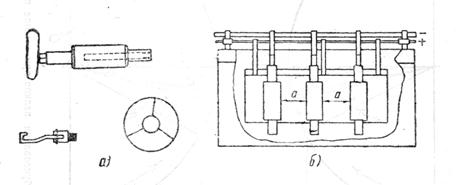
Фиг. 191. Хромирование валков: а — рабочий валок (сверху) и приспособления для хромирования (снизу); б — одновременное хромирование в одной ванне трех валков
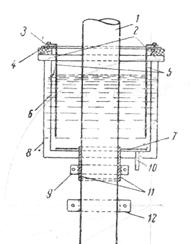
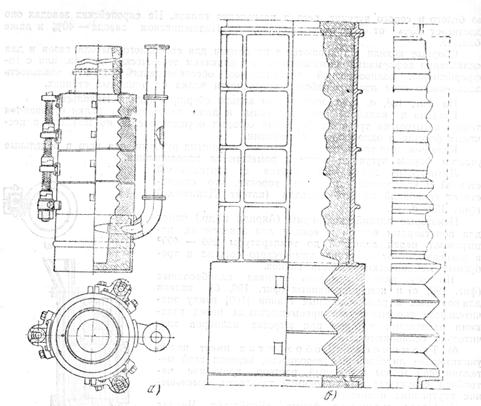
Фиг. 192. Способы хромирования валков и крупных деталей на НКМЗ: 1— ролик; 2 — вентиляционные клапаны; 3 — анодная шина; 4 — деревянное кольцо; 5 — аноды; 6 — электролитная ванна; 7 — целлулоидный экран; 8 — водяная рубашка; 9 — зажимной хомут, 10 — штуцер для спуска электролита; 11 — резина; 12 —подвод тока
Большого внимания заслуживает способ хромирования крупных деталей, примененный на НКМЗ [112] при изготовлении роликов моечной машины тонколистового стана завода «Запорожсталь».
Вследствие больших размеров роликов (диаметр 220 мм, длина 1700 и 2200 мм, соответственно хромируемые поверхности 1,36 и 1,76 м ) и ограниченной мощности источников тока (максимум 1000 А) была применена ванна (фиг. 192), в которой можно было вести хромирование по частям. Ванна представляет собой бак с водяной рубашкой, подогреваемой паровым змеевиком. В дне ванны имеется отверстие, выложенное резиной. Диаметр отверстия соответствует диаметру ролика, подвергающегося хромированию. Дно ванны выложено трехслойным целлулоидом с толщиной каждого слоя в 0,5мм.
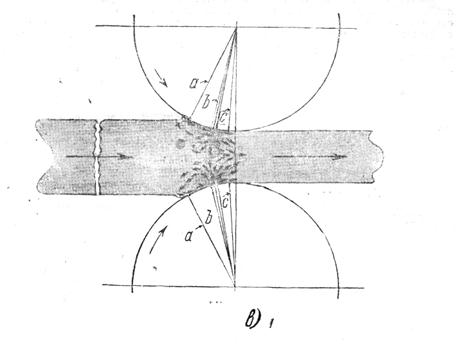
Фиг. 193, в. Схема действия сил между полосой и валками, вызываемых трением при истечении материала
Концы роликов на длине в 360 мм сначала хромировались в обычной хромовой ванне. Для хромирования середины ролики переносили в ванну, изображенную на фиг. 192, где процесс хромирования осуществлялся поясами высотой в 350 мм каждый. При переходе от одного пояса к другому ролик не вынимался из ванны, а продвигался на необходимую высоту сквозь отверстие, обложенное резиной.
Исследования показали [113], что хромированные валки имеют твердость по отношению к нехромированным больше на 2—4 единицы по Шору.
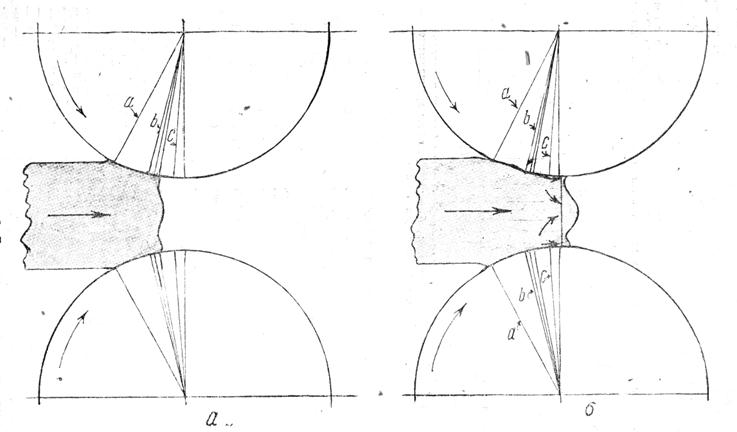
Фиг. 193, а и о. Схемы буксования полосы при ее задаче в валки (а), буксования валков при выходе полосы (б)
Источник



