
Детально о производстве пластиковых труб – материалы и оборудование, технология
В статье пойдет речь о специфике изготовления пластиковых труб, необходимом оборудовании и сырье. Отдельным параграфом будет расписана технология производства.
В настоящий момент в стране наблюдается расширение производства пластиковых труб. Связано это с простотой изготовления и с высоким спросом на данный вид изделий. Пластиковые трубы востребованы при прокладке канализации, систем водо- и газоснабжения, отопления, и монтаже систем «теплого пола».
Это связано с их эксплуатационными свойствами, в частности:
- Надежность, в процессе эксплуатации на трубах не появляется признаков коррозии или гниения;
- Полная безвредность для человека, отсутствие влияния на качество и вкус воды;
- Легкость;
- Не скапливаются известковые отложения;
- Долговечность, срок службы превышает 50 лет.
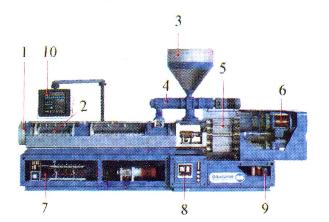
Экструдер для пластиковых труб
В качестве основы для изготовления изделий из пластика можно использовать: полимеры различного давления, полибутилен, полипропилен и аналогичное сырье.
Станок для производства пластиковых труб —экструдер, продавливающий изделие через расплавленный пластик через формирующее отверстие.
Экструдеры подразделяют на три подвида:
- Шнековый. Станок по принципу действия схож с работой мясорубки или соковыжималки. Чаще всего для изготовления пластиковых труб используются именно шнековые экструдеры.
- Бесшнековый. Данный вид экструдера используется при изготовлении труб из смеси материала. В качестве основного рабочего элемента станка выступает диск.
- Комбинированный. В данном станке шнековая часть совмещена с диском.
Необходимое оборудование
Перейдем к перечислению оборудования для производства пластиковых труб. Как уже было сказано ранее, для налаживания процесса необходим экструдер. Но это не все, что потребуется.
- Система перенаправления сырья;
- Смеситель;
- Накопитель для укладки;
- Нарезающая машина;
- Лента-транспортер;
- Охлаждающие и калибровочные ванны;
- Формовщик вакуумный;
- Тянущее устройство.
Обычно для производства закупают гранулированные полимеры. Особенно тщательно нужно следить за их сроком годности и качеством. Особенно хорошо себя показывают полипропилен и полиэтилен. У них самый длительный срок годности, поэтому данные материалы считаются самыми выгодными.
Также высоким спросом для производства труб пользуется сополимер полипропилена. Связано это с низкой ценой за килограмм. А самым бюджетным сырьем является полиэтилен низкого давления.
Важный нюанс: предпочтительнее всего при открытии такого вида бизнеса всегда закупаться с одного завода, ведь когда сменится используемое сырье, будет нужно другое оборудование для производства труб. А такое положение вещей будет связано с разного рода убытками.
Технология производства
Как уже стало понятно, способ изготовления труб из пластика основывается на методе экструзии. Это закрытый цикличный процесс. Подробно изучим его нюансы, в качестве примера выступят полиэтиленовые изделия.
Согласно технологии производства пластиковых труб, сырьем является полиэтилен ПЭ-80 и ПЭ-100, в состав которого входят особые добавки. С их помощью материалу придаются необходимые для последующей эксплуатации свойства.
Само производство пластиковых труб состоит из 9 последовательных этапов. Очень важно следить за качеством процесса на каждом из них.
- В первую очередь в загрузочный бак экструдера, находящийся над материальным цилиндром, подается сырье (гранулированный полиэтилен).
- Из бака гранулы перенаправляются в материальный цилиндр для последующего расплавления.
- Шнек направляет расплавленные гранулы в экструзионную трубную головку, в которой происходит формирование заготовки изделия.
- Кольцевые нагреватели, размещенные на внешней стороне материального цилиндра, начинают его обогрев.
- В экструзионной трубной головке расплавленное сырье обретает форму заготовки.
- Вакуумный калибратор обеспечивает правильность внешнего диаметра изделия, толщина стенки регулируется благодаря изменению скорости вращения механизма тянущего устройства.
- Заготовка постепенно охлаждается, погружаясь в установленные ванны.
- Отрезное устройство нарезает заготовку трубы на части необходимой длины, которая контролируется согласно счетчику метража.
- Исходя из пожеланий заказчика, конечная труба либо облачается в бухте, либо поставляется как отрезки.
Контроль качества
После изготовления труб, их следует направить в ОТК, где будет произведена проверка геометрических размеров изделий.
В частности, замеряются следующие параметры:
- Овальность;
- Диаметр наружной стороны изделий;
- Длину нарезанных частей;
- Толщину труб.
Сотрудники лаборатории, действуя согласно установкам нормативных документов, из полученной партии выберут образцы для проверки. Если исследуемые параметры будут в норме, то к партии прикрепляется документ о соответствии качества. Затем их отправляют заказчику.
Качеству производимой продукции следует уделять особенное внимание. Требуется согласованное и предельно точное функционирование всех элементов технологического процесса. Только так удастся поставлять потребителю высококачественные изделия в соответствии с заказом. Если дела пойдут иначе, то бизнес не будет успешен, а его владелец понесет убытки.
Если резюмировать все вышеописанное, то становится понятно, что процесс изготовления пластиковых труб отличается продуманностью и автоматизацией. Для него не требуется значительных затрат как ресурсов, так и времени. Помимо прочего, при изготовлении практически не выделяется отходов, отсутствует негативное влияние на окружающую среду. А линию производства получится уместить в относительно малом помещении, по площади она займет менее 100 квадратных метров.
Источник
Технология изготовления полимерных труб и соединительных деталей
Изготовление всех термопластичных труб, в том числе металлопластиковых, полипропиленовых и армированных полипропиленовых производится на трубных линиях. Принципиальный вид и отдельные составляющие элементы такой линии показаны на рисунке 1.
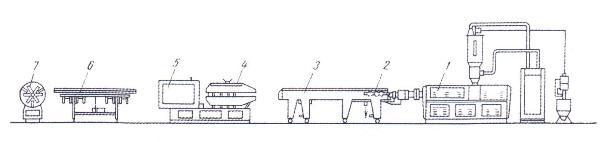
Трубы из термопластов изготавливают на специальных машинах — экструдерах, методом экструзии — непрерывным выдавливанием вязкотекучего полимера через его рабочую, выходную часть — головку, имеющую кольцевую щель, которая непосредственно и образует трубу.
Полностью технологическая схема по изготовлению металлополимерных труб и последовательность операций выглядят таким образом:
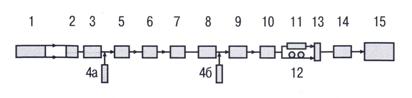
- 1 — приемка сырья — полиэтиленовые гранулы, алюминиевая лента, клеящий состав и др., складирование исходных материалов,
- 2 — дозирование и смешивание компонентов,
- 3 — экструзия полиэтиленового внутреннего слоя трубы(5-й слой на рис. 2),
- 4а — экструзия клеящего состава (4-й слой) на наружную поверхность изготовленной полиэтиленовой трубы,
- 5 — формование плоской алюминиевой ленты в цилиндрическую оболочку (3-й слой), вплотную охватывающую без нахлеста предыдущие выполненные 2 слоя (другие изготовители производят формование оболочки с перекрытием — нахлестом — ленты),
- 6 — продольная (по образующей) сварка встык краев алюминиевой оболочки,
- 7 — контроль качества сварного шва,
- 8 — индукционный нагрев полученного изделия,
- 4б — экструзия клеящего состава (2-й слой) на наружную поверхность алюминиевой оболочки,
- 9 — экструзия полиэтиленового наружного (1-ого) слоя трубы,
- 10 — охлаждение готового изделия и маркировка трубы,
- 11 — резка трубы на мерные отрезки, либо — 12,
- 12 — намотка трубы в бухты,
- 13 — контроль на герметичность,
- 14 — упаковка трубы,
- 15 — складирование готовой продукции.
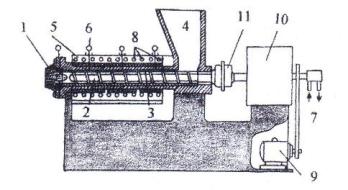
Рабочим органом экструдера, рис. 3, является вращающийся червяк (шнек), обычно с постепенно уменьшающимся к выходу диаметром винтового канала. Исходное сырье в виде гранул захватывается червяком и продвигаясь в зазоре между внутренней стенкой корпуса экструдера и каналом червяка, сжимается (давление достигает 15 — 50 МПа), разогревается, пластицируется и гомогенезируется. Тепло, необходимое для разогрева и пластикации, подводится от электронагревателей, установленных на корпусе экструдера, а также выделяется вследствие интенсивного деформирования полимера и трения его о стенки корпуса и червяка.
Экструзионные головки конструктивно разработаны в многочисленных вариантах приема поступивших в них компонентов и выхода расплава композиционной массы полимера, при которых может быть изготовлена однородная по материалу труба, также труба из двух (трех) материалов, различаемых, например, по цвету или свойствам, технологический процесс, при котором одновременно экструдируются два или более компонентов полимерной массы, называется соэкструзия (со — extrusion) и одна из возможных схем такого процесса представлена на рис. 4. 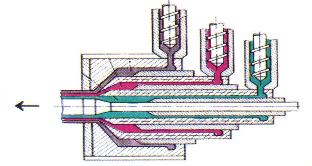
Подача расплава из экструзионной головки может происходить в продольном, либо в поперечном направлении относительно оси производимой трубы. В первом случае материал формируется непосредственно в трубу путем выхода полимерной массы через кольцевую щель. Во втором случае материал выдавливается и наносится на другое, уже готовое изделие, проходящее через головку экструдера. Роль внутренней стенки изготавливаемой трубы при этом варианте выполняет наружная стенка предварительно сделанной трубы.
Калибровочное устройство выполняет роль первоначального охлаждения отформованной трубы. Калибровка — обеспечение точных размеров изделия в пределах допуска — производится по внутреннему или наружному диаметру трубы в зависимости от требований, предъявляемых к изделию.
Поскольку температура полученного изделия на выходе из экструдерной головки достаточно высока, близкая к температуре расплава: у полиэтилена высокой плотности в 170-280 °С, а у пропилена в 204-218 °С, то после экструдера установлено охлаждающее устройство. Оно предназначено для охлаждения готовой трубы и придания ей жесткости и выполнено в виде удлиненной открытой или закрытой водяной проточной ванны, разделенной на несколько самостоятельных отсеков. Труба в ванне находится под уровнем воды поэтому герметизация отсеков, при входе и выходе трубы из ванны достигается установкой резиновых манжет, круглое отверстие в которых чуть меньше диаметра полимерной трубы.
Оттягивание трубы от экструдера и дальнейшее ее перемещение по технологической линии производится тянущим устройством гусеничного типа.
Маркировочное устройство, осуществляет нанесение необходимых данных на наружную поверхность трубы. Если раньше маркировка труб производилась механическим способом — горячей штамповкой с углублением маркировочного штампа в тело трубы на величину 0,1-0,2 мм, то теперь на современном этапе технического прогресса данная операция выполняется компьютером, подающим команды на краско-распылительное устройство (например, в виде струйного принтера), наносящее на наружную поверхность трубы циклически повторяющиеся информационционные сведения.
Отрезное устройство, настроенное на определенную, заданную длину резки, срабатывает автоматически, от конечного выключателя. Так как труба находится в постояннном поступательном движении при ее формовании, то и отрезное устройство при резке также перемещается со скоростью движения трубы.
Герметизация бухты в ходе процесса производства достигается механическим пережимом (сплющиванием) поперечного сечения трубы. По этому пережиму производится резка трубы ножницами. Один конец перерезанного герметичного участка является окончанием нужной длины бухты (определяется по нанесенной маркировке погонных метров), наматываемой на барабан, а другой конец перерезанного участка, также герметичный, служит началом новой бухты, наматываемый на второй — свободный барабан линии.
Процесс получения полипропиленовой трубы экструзией выполняется одностадийно, в отличие от экструзии металлопластиковой трубы здесь отсутствуют операции по нанесению клеящих слоев и созданию алюминиевой оболочки.
Преимущество экструзионного способа производства в том, что он обеспечивает непрерывность и стабильность процесса, точность размеров и высокое качество изделия, высокую производительность, легкость регулирования и автоматизацию процесса.
Ввиду эластичности полимера и малой толщины стенок, изготавливаемые трубы гибки и это позволило, выпуская их неограниченной длиной, производить намотку труб в бухты, а не нарезать отрезками по 4 — 6 м.
Процесс получения армированных полипропиленовых труб, способом экструзии пополняется включением в трубную линию дополнительного технологического оборудования.
Технологический режим экструзии труб и, соответственно, качество трубы зависят от многих факторов: химического состава исходного сырья с набором добавок, технической совершенности составных элементов технологического оборудования, последних достижений технологии переработки пластмасс на уровне ноу-хау («know-how», в дословном переводе с английского — «знаю как»).
Рассматривая технологию изготовления термопластичных труб, необходимо остановиться на самом материале труб. Он представляет собой композицию, в состав которой кроме основного материала: полиэтилен или полипропилен, входят различные добавки: наполнители, пластификаторы, стабилизаторы, мягчители (смазывающие вещества), пигменты и красители, антистарители, отверждающие добавки. Каждый из этих компонентов придает полимерной массе определенные свойства, а в совокупности, получается композиционная технологическая марка, изделия из которой имеют задаваемые технические характеристики. При наличии рыночной конкуренции полученная марка разработчиком-технологом по набору компонентов не раскрывается, это ноу-хау фирмы.
В случае применения пластмасс для хозяйственно-пищевых целей, компоненты сырьевой марки не должны оказывать вредного воздействия на живой организм и поэтому они проходят тесты на соответствие их гигиеническим требованиям.
Сырьевая марка полимера изготовляется и поставляется в виде гранул — шароподобных, цилиндрических, чечевицеобразных, либо других округлых «зернышек» малого размера, максимальным диаметральным размером порядка 3 мм или в виде суспензионных порошков.
Покажем назначение добавок отдельно.
Наполнители — нейтральные к полимеру вещества органического или нейтрального происхождения, добавляемые для экономии самого полимера и в то же время придания ему ценных эксплуатационных свойств: механической прочности, термостойкости и т.д. В качестве наполнителей применяют хлопчатобумажную и асбестовую ткань, стеклоткань, синтетическое волокно и стекловолокно; в виде порошков: двуокись титана, окислы железа и кремния, карбонат кальция, асбест, графит, сажу, тальк, слюду, каолин, древесную муку и др. Наполнение может достигать 60%, а количество исходного полимера составлять 40%. При введении в состав полимерной композиции газообразователей получают газонаполненные, вспененные пластмассы — пенопласты.
Пластификаторы — вещества, снижающие температуру перехода полимера в текучее пластическое состояние и при нагреве уменьшающие вязкость полимера, тем самым увеличивая подвижность макромолекул и облегчая переработку полимера в изделия. Увеличение количества пластификатора понижает прочность полимера на растяжение и сжатие, но при этом резко повышается прочность на удар и способность к растяжению. В качестве пластификаторов применяют жидкие маслообразные вещества: фталаты, алкил- и арилфосфаты и др. При введении большого количества пластификатора до 30 — 50% полимер называют пластифицированным.
Стабилизаторы — вещества, которые замедляют старение полимеров, делают их менее чувствительными к воздействию солнечных лучей (светостабилизаторы), кислорода, тепла, позволяют продлить срок эксплуатации.
Мягчители (смазывающие вешества) предназначены для уменьшения трения как между полимерной композицией и металлическими оформляющими поверхностями перерабатывающего оборудования, так и снижения внутреннего трения в самой массе полимера. Вводят в композицию для облегчения проталкивания расплава полимера через формующую насадку. Примеры смазок: парафин, воск, жирные кислоты, спирт, стеарин, соли стеариновой кислоты.
Красители и пигменты придают полимеру требуемую расцветку изделия, которая, касаясь труб, различает изделия различных фирм-производителей, имеющих только ей одной присущий, зарегистрированный фирменный цвет изделий, и в то же время дает возможность оценить назначение трубы — холодное, горячее водоснабжение, отопление и доступность визуального контроля правильности применения трубы для данной санитарно—технической системы. Примеры красителей: двуокись титана, окиси железа, алюминиевая пудра (придает изделию перламутровый металлический блеск), пигменты — алый, оранжевый, голубой, зеленый, коричневый и др.
Антиоксиданты (антистарители) — продлевают долговечность трубы. Отверждающие вещества способствуют переходу полимера в неплавкое, отвержденное состояние. Сущность отверждения заключается в сшивке молекулярных цепей. В качестве отвердителей применяют полиамины.
Главным условием обеспечения надежности металлопластиковых труб и полипропиленовых труб их авторами, а также лицензионными государственными службами, было поставлено требование о регламентированной проверке качества производимых труб. С целью безусловного выполнения данного требования на заводе-производителе требовалось обязательное наличие тестовой заводской лаборатории.
В ее обязанности входят следующие периодические испытания пробных образцов непосредственно с технологического процесса, проводимые в определенные Методикой проверки или Инструкцией сроки:
- взвешивание на электронных весах стандартного образца трубы для определения его массы и соответствия ее эталону
- определение микрометром толщины стенок трубы
- разрыв кольцевого образца трубы с целью определения качества сварного шва алюминиевой оболочки
- определение разрушающего давления образца трубы
- испытание серии образцов труб на долговечность путем моделирования ускоренного режима эксплуатации образцов, помещенных в горячую ванну и находящихся под рабочим гидростатическим давлением
Исходным материалом для производства соединительных деталей служат: латунь для МП труб и полипропилен для ПП и ПП армированных труб.
Латунные соединительные детали изготавливают на высокопроизводительных автоматах горячей штамповки с последующей механообработкой.
Полипропиленовые соединительные детали, включая также и комбинированные с закладными латунными вкладышами, производят на термопластавтоматах литьем под давлением.
Источник



