
Технология производства ПЭТ бутылки
Одно из основных преимуществ ПЭТ-тары — это та простота, с которой производитель напитков может смонтировать линию по изготовлению ПЭТ-тары прямо на своем предприятии, а такой путь существенно удешевляет тару и, соответственно, весьма привлекателен для производителей пива и напитков. С полностью автоматизированной линии по выпуску бутылок последние поступают непосредственно на линию розлива. Таким образом, не требуется дополнительных затрат и площадей для складирования и транспортировки, а производитель получает возможность самостоятельно определять параметры тары (стандартный объем обычно — от 0,5 до 3 л) и разрабатывать ее дизайн. Поскольку ПЭТ-бутылки очень легки и не бьются, им не требуются ящики. Их вполне достаточно упаковать в полиэтиленовую пленку с картонным поддоном или даже без него. Этот фактор ведет к дальнейшей экономии на упаковочных материалах, очистке тары (ящиков), транспортировке и т.д. Размеры ПЭТ-бутылок постоянно увеличиваются. Бутылки, предназначенные для воды и растительного масла, в наши дни зачастую достигают емкости 10 или даже 20 л.

Преформы
ПЭТ-бутылки производятся с помощью процесса, известного как формовка внутренним надуванием (injection stretch blow moulding, ISBM). Процесс этот стал объектом многочисленных корректировок и улучшений и, таким образом, в настоящее время он прекрасно изучен, понятен и хорошо контролируем.
ISBM — это двуступенчатый процесс, включающий изготовление «матрицы», то есть преформы, с виду напоминающей тонкую стеклянную пробирку (фаза 1). Затем преформа размягчается путем нагревания и с помощью внутреннего наддува воздуха из нее изготовляется полноразмерная бутылка (фаза 2). Горлышку бутылки окончательный вид придается еще на стадии изготовления преформы. Собственно, в дальнейшем выдувается только тулово бутылки. Особенность всех ПЭТ-бутылок — кольцо на горлышке. Оно находится на горлышке преформы, располагаясь несколько ниже резьбы. Оно позволяет механически захватывать и перемещать преформу к месту окончательного выдува, а также облегчает транспортировку готовой бутылки.
Преформы изготавливаются с помощью многоячеечного оборудования, способного за один цикл выдува изготавливать до 144 преформ. На рынке представлены разновидности преформ с различным размером горлышка. Наибольшей популярностью у производителей напитков пользуются бутылки с размером горлышка 28 мм., впрочем, выпускаются и образцы с большим размером горлышка или с горлышком, предназначенным для укупорки кронен-пробкой. Вес материала преформы определяется в основном конечной емкостью готовой бутылки, которая будет изготовлена из данной преформы, а также толщиной стенок бутылки. Уже в течение нескольких лет производятся цветные преформы, в основном коричневые, зеленые и голубые. Производители красителей и добавок в наши дни предлагают весьма широкий спектр цветов, причем красители специально разработаны для ПЭТ.

Однофазный процесс
Для изготовления ПЭТ-тары имеется два типа оборудования, а именно однофазное и двухфазное. В однофазном процессе преформа изготавливается из гранул полиэтилентерефталата в той же машине, в которой в дальнейшем из нее выдувается готовая бутылка. Собственно говоря, в таком случае обе фазы изготовления бутылки совмещаются в одном оборудовании, так что преформы зачастую поступают на конечный выдув еще теплыми
Двухфазный процесс
В двухфазном процессе преформа изготавливается на одной машине и лишь затем транспортируется для выдува бутылки на другую, отвечающую за вторую ступень процесса, или помещается на склад, где и хранится, пока не будет востребована. Это иногда имеет смысл, поскольку преформа занимает места примерно в 12 раз меньше, чем готовая бутылка, а кроме того, необходимо учитывать, что одна и та же преформа может быть использована для производства разных бутылок. Поскольку вторая стадия двухфазного процесса значительно короче первой, то в таком варианте возможно добиться очень высокой производительности оборудования, выпускающего конечную продукцию, если только соответствующих преформ будет в достатке. Обычно одна машина производит 1200-1400 бутылок в час.
Производительность оборудования зависит от числа выдувных ячеек в той или иной машине, а также от времени рабочего цикла, которое в свою очередь определяется толщиной стенок преформы и временем ее остывания.
Производитель напитков, решивший остановиться на двухфазном процессе изготовления ПЭТ-бутылок, может и производить преформы самостоятельно, и покупать их на стороне. Второй вариант придает производителю большую гибкость на начальной стадии производства, а также избавляет его от необходимости контолировать качество сырья, следить за тем, достаточно ли оно сухое и, соответственно, пригодно ли для применения. Покупка преформ также позволяет варьировать их типы, вес и т.п. без дополнительных затрат времени и средств на замену недешевых ячеек для выдува. Смена продукции облегчается — фактор, который с учетом значительных объемов производства становится весьма существенных для многих производителей напитков.

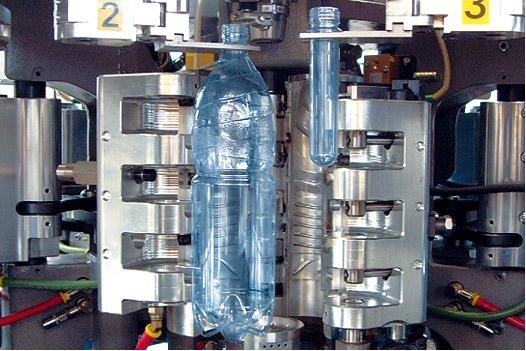
Выдув ПЭТ-бутылки
Внутренний дизайн и производительность оборудования значительно варьируют в зависимости от производителя, однако основные принципы его работы остаются неизменными. Выбор того или иного оборудования диктуется необходимым и объемами продукции, компоновкой оборудования на уже существующем предприятии и, разумеется, ценой.
Самый простой вариант — это загружаемые вручную машины, в которых нагреватель преформ и блок выдува фактически представляют собой отдельные части. Такого рода оборудование предназначено для производителей напитков с очень небольшими объемами выпуска продукции, поскольку довольно дешевы, но обладают достаточной производительностью, которая, как правило, составляет у машин такого типа 1000-1200 бутылок в час у агрегата с двумя ячейками для выдува 1-литровых бутылок. Особенности производства могут потребовать и оборудования, представляющего собой автоматизированную линию. В таком случае с одного ее конца формы автоматически загружаются в машину, а с другого — выходят готовые бутылки, которые опять-таки автоматически подаются непосредственно на линию розлива. Обычно в агрегатах с такой конфигурацией нагреватель преформ выполняется в форме скобы, вертикальной или горизонтальной, что делается в целях экономии пространства. Ротационные машины состоят из постоянно движущегося колеса, проводящего преформы через секцию нагрева, откуда они, после соответствующего уравнивания температуры, поступают на выдув. Здесь преформы загружаются в свободные ячейки, когда те проходят мимо транспортировщика, проходят стадию выдува, а бутылки переправляются дальше, когда карусель повернется на 360 градусов. Теперь ячейка готова принять новую преформу.
В другой статье мы рассмотрим основные стадии изготовления ПЭТ-бутылки.
Источник
Способ изготовления пластиковых бутылок
ТЕМА ПЭТ-БУТЫЛОК В ПОСЛЕДНИЕ НЕСКОЛЬКО ЛЕТ АКТИВНО ОБСУЖДАЕТСЯ, ПРИЧИНОЙ ТОМУ «ВОЙНЫ ЛОББИСТОВ», ОДНИ БОРЮТСЯ ЗА ЗАПРЕТ, ДРУГИЕ – ИМ ПРОТИВОСТОЯТ. ОДНАКО ЭТО НЕ ТЕМА НАШЕЙ ИСТОРИИ. МЫ ПОПЫТАЛИСЬ РАЗОБРАТЬСЯ С ТОЧКИ ЗРЕНИЯ ПОТРЕБИТЕЛЯ, УВИДЕТЬ СВОИМИ ГЛАЗАМИ, В ЧЕМ ЖЕ ОСОБЕННОСТИ ЭТОГО ВИДА УПАКОВКИ, ЧЕМ ОНА – ЛУЧШЕ ИЛИ ХУЖЕ ДРУГИХ. РЕШИЛИ НАЧАТЬ СОБСТВЕННО С КАМНЯ ПРЕТКНОВЕНИЯ – ИСПОЛЬЗОВАНИЯ ПЭТ-ТАРЫ ДЛЯ НУЖД ПРОИЗВОДИТЕЛЕЙ ПИВА.
Из ПЭТФ-гранулята отливают преформы — заготовки для будущих бутылок. Внешне они напоминают тонкие стеклянные пробирки без крышек (крышечки с ободками надеваются только после наполнения бутылок напитком), но привычная нам горловина с нарезкой под них на преформах уже имеется.
Для газировки, минералки и пива; для растительного масла; для напитков и воды; для соков и молока – для каждого вида жидкости выработано свое горлышко. Зачем так много? Дело в свойствах наливаемой в бутылку жидкости.
Если, например, налить пиво в молочную бутылку, то, вскрывая ее, вы обязательно обольетесь. Просто в молоке – нет углекислого газа, а в пиве есть. Поэтому на горловине пивных бутылок присутствуют специальные канавки, которые позволяют лишнему СО2 выйти за время отвинчивания крышки. Также в молочную бутылку из-за большой площади горловины легко проникает кислород, что для пива смертельно — оно скиснет.
Над формой горлышек для бутылок инженеры «бьются» не меньше, чем над разработкой новых моделей смартфонов. И неспроста. Если горлышко будет, скажем, меньше по высоте, это поможет не только сэкономить материал при производстве бутылок, но главное — сократить количество будущих ПЭТ-отходов. Например, на «Балтике» с недавних пор стали делать бутылки с горлышком высотой 17 мм, вместо прежних 21 или 22,8 мм. В результате количество ПЭТФа, необходимое для изготовления одной бутылки, снизилось на 1,35 г, а вес каждого колпачка на 0,3 г.
Поскольку ПЭТ-гранулы активно поглощают водяные пары из воздуха, перед литьем преформ их хорошенько просушивают в специальных сушилках. Если гранулят осушен плохо, то заготовки для бутылок получаются мутные или желтоватые, в них могут образоваться полости и пузыри. Впоследствии бутылка под давлением может деформироваться.
После сушки гранулят вновь расплавляют и засыпают краситель, собственно также, как и при производстве стеклянных бутылок, когда в расплавленную стекломассу добавляют, например, соединения кобальта для синего цвета или хрома для зеленого.
Красят ПЭТ-бутылки (как собственно и стеклянные) вовсе не для красоты, ведь килограмм высококачественного красителя для гарнулята может стоить столько же, сколько тонна самого гранулята. Без красителя любые бутылки пропускают ультрафиолетовые (УФ) лучи, которые плохо сказываются на потребительских свойствах напитка. Цвет красителя обычно значения не имеет, но исторически сложилось так, что классический цвет пивных ПЭТ-бутылок – коричневый или зеленый. В бутылки желтого, красного и других цветов разливают лимонад и прочие напитки.
Льют преформы в специальных литьевых машинах – термопластавтоматах. Расплавленную смесь гранулята под давлением впрыскивают в охлажденную форму. При этом на выходе температура готовой преформы не должна превышать 50-55°С, иначе во время хранения ее легко можно деформировать.
Объем будущей бутылки напрямую зависит от веса преформы. Из одних преформ получаются бутылки, объемом исключительно 0,5 л, из других — 1,5 л.
Кроме УФ-лучей ПЭТ-бутылки пропускают внутрь еще и кислород, а наружу — углекислый газ. Поэтому для улучшения свойств ПЭТ-тары используют не только ее окрашивание. На «Балтике» для этого применяют барьерные добавки. При этом добавки, как и сам ПЭТ, не токсичны и не вступают во взаимодействие с продуктом. Поэтому они повсеместно разрешены к использованию в пищевой промышленности.
В расплав гранулята перед литьем преформ вводят специальную смесь с добавлением нейлона и еще одного полимера — амосорба. Конечно, преформа из-за этого становится мутноватой (потому что «в природе» свойства нейлона и ПЭТФа не совместимы), но для цветной бутылки это не страшно. Зато пиво в такой таре сохраняется в четыре раза лучше, поскольку нейлон удерживает СО2 и не дает проникать УФ-лучам, а амосорб поглощает кислород.
Иногда для этих целей используют еще технологию производства многослойных бутылок, которые похожи на слоеные пироги из-за того, что между наружным и внутренним слоями ПЭТа находятся еще 1-3 слоя барьерных материалов.
Одно из главных преимуществ ПЭТ–бутылок — легкость производства. Поэтому свои линии выдува есть у многих производителей напитков, в том числе и у «Балтики». Машина по изготовлению, наливу и закупориванию ПЭТ-бутылок на «Балтике» может за смену производить до 400 тыс. бутылок. Но поскольку производство полностью автоматизировано, обслуживает его буквально пара специалистов. Один человек контролирует процесс выдува-розлива, один – наклеивание этикеток, еще один или два собирают бутылки в упаковки и палетируют.
Бутылки выдувают непосредственно перед тем, как наполнить их напитком. Все производство представляет собой единый цикл – засыпали в выдувную машину преформы, на выходе получили готовый продукт с крышкой и этикеткой.
И хотя выдуть здесь можно бутылку любой формы, полет дизайнерской мысли прерывается самым банальным образом. На «Балтике» поясняют, что при всем желании не смогут сделать бутылку с треугольным дном, поскольку ее невозможно будет транспортировать, или квадратную, так как из-за своих углов она может застрять на ленте транспортера.
Бракованные преформы на «Балтике» даже не попадают в печь для нагрева, поскольку перед этим они проходят электронный инспектор, который измеряет их и убирает нестандартные заготовки.
Далее контроль качества осуществляет выдувная машина. Она следит за движениями штока: если при выдуве очередной бутылки он не опустился до дна, такая бутылка автоматически бракуется.
Бракуются бутылки и из-за сбоев во время розлива и укупоривания. В этом случае все, что находилось на выдуве и в печи нагрева считается также браком и автоматически сбрасывается, поскольку процесс нагрева-раздува должен быть непрерывным.
Наконец, контроль качества ПЭТ-тары происходит на этапе подготовки ее к наполнению, для предотвращения вспенивания напитка, содержащего углекислый газ, в бутылку для выравнивания давления подается CO2 – его излишки, образующиеся в процессе брожения, используются в других производственных операциях, например, при розливе в ПЭТ-тару. Дырявая бутылка просто не сможет его удержать и будет сброшена с конвейера.
Объем пива в таре на «Балтике» контролируют с помощью потокомеров, умножающих скорость пивного потока на площадь сечения трубки, из которой напиток попадает в бутылку. Но главная «интересность» заключается даже не в этом, а в ухищрениях, на которые здесь идут, чтобы убрать из бутылки с пивом его главный окислитель — воздух.
Для начала ее продувают углекислым газом, который, как мы уже сказали, получают здесь же, на заводе, в процессе брожения пивного сусла. Дальше в бутылку практически до самого дна опускают наливную трубку и нагнетают давление. При давлении в 3,5 атмосферы подают пиво. Проходя по такой длинной трубке и заполняя бутылку, пиво вытесняет наверх смесь воздуха и СО2. При этом площадь их соприкосновения остается минимальной.
Чтобы окончательно убрать воздух даже из горлышка бутылки, пиво вспенивают. Сбоку с расстояния 25 мм в него под высоким давлением впрыскивают капельку воды. Выдавливая пеной воздух из горлышка бутылки.
Как только пиво вспенилось, на бутылку тут же надевают крышку с ободком. Автомат закручивает ее с помощью специального держателя, похожего на цветок с лепестками, зажавшими крышку. Крышка на ПЭТ-таре представляет собой пломбу: однажды закрученная, обратно без усилия и отрыва ободка она не открутится. На горле бутылки присутствует бортик с выступами, а на ободке — зазубрены, как зубы у хищных рыб, которые, цепляясь за выступы горловины, не дают открутить пробку обратно. На закупоренные бутылки наклеивают этикетки и палетируют.
Ни одна страна мира не запрещает использование ПЭТ-бутылок в пищевой промышленности по соображениям безопасности. Более того, Европейский союз считает ПЭТ перспективной отраслью производства, в том числе в пивоваренном секторе.
Безопасность ПЭТ-упаковки подтверждают результаты научных исследований. Одно из последних проводили специалисты из Института технологий и упаковки Фраунгофера, который входит в общество Фраунгофера, объединяющее 17 тысяч немецких ученых. Образцы ПЭТ-тары анализировали на возможное содержание различных вредных веществ: фталаты (дибутилфталат, изобутилфталат и еще 11 фталатов), бисфенол, метанол, формальдегид. Согласно официальному заключению: «Ни одно из исследованных веществ не было обнаружено в образцах ПЭТ и ПЭТ-бутылок, исследованные образцы соответствуют всем требованиям безопасности Статьи 3 Рамочного положения (EC) № 1935/2004 при контакте со всеми типами пищевых продуктов, при любых условиях контакта и при любом уровне наполнения». Все исследования проводились по аттестованным ЕС методикам с точностью измерения до 1 нанограмма на грамм вещества.
Безопасность ПЭТ-тары подтвердили и исследования Международной независимой организации Campden BRI (Великобритания), Университета Брешиа (Италия, 1994 г.), Международного института биологических наук (США, 2000 г.), Федерального института оценки риска (Германия, 2009 г.).
С 2002 года ПЭТ признан безопасным для использования в качестве пищевой упаковки на территории ЕС, а с 2003-го одобрен Управлением по контролю качества пищевых продуктов и лекарственных препаратов в США.
В 2011 году российский Аналитический центр МГУ им. М.В. Ломоносова провел собственное исследование, результаты которого также подтвердили безопасность использования ПЭТ для упаковки пива.
Если представить, что все выпускаемые сейчас полулитровые ПЭТ-бутылки заменили бы на бутылки из стекла, то только дополнительные выбросы СО2 в атмосферу составили бы порядка 40 000 000 тонн, а дополнительные расходы воды — 3,7 млрд литров.
На заводе «Балтики» в Туле посчитали, что если заменить всю производимую им ПЭТ-тару на алюминиевые банки, то ежегодные выбросы углекислого газа увеличились бы на 13%, а при замене не стекло – на 74%.
Что касается потребления энергии, то на производство ПЭТа требуется менее 1 МВт/час, на производство стекла – 1,2 МВт/час, бумаги и картона для упаковки – 2 МВт/час, алюминия для банок – 20 МВт/час.
При этом сжигание ее абсолютно нецелесообразно, хотя при этом и не выделяются диоксины (так как ПЭТ не содержит хлора). Просто на сжигание уходит много энергии и ценного полимера. А ПЭТ-упаковка может быть переработана на 100%. Также полностью подлежит переработке лишь алюминиевая банка. Стеклянная бутылка – только на 80%, а бумажная и картонная тара – на 50%. Российские перерабатывающие предприятия сегодня способны перерабатывать до 160 тыс. тонн или до 30% всех использованных ПЭТ-бутылок. За последние десять лет количество этих предприятий увеличилось с одного до тридцати.
ПЭТ-бутылки утилизируются также, как и другой пластик. Их собирают и переплавляют. Из вторичного ПЭТ делают флекс или пеллеты. Из флекса производят щетину для щеток уборочных машин и автомобильных моек, упаковочную ленту, пленку, черепицу, тротуарную плитку. А из пеллет — наполнитель для спальных мешков и геосетки для дорог.
Пяти двухлитровых бутылок достаточно для производства волокна для большой спортивной майки, двадцати — для утеплителя зимней куртки, если добавить к ним еще пять — можно сделать отличный свитер, тридцати пяти хватит на утеплитель спального мешка, а из шестидесяти получится 1 кв. метр коврового покрытия. При этом переработка пластиковых бутылок экономит 50-60% энергии, которая бы понадобилась для производства продукта из новых материалов.
Существует и химическая переработка ПЭТа, основанная на его разложении на исходные составляющие. Исследования показали, что разлагать ПЭТ на терефталевую кислоту и этиленгликоль способны также бактерии Ideonella sakaiensis 201-F6.
Использованные ПЭТ-бутылки можно пустить и на производство тех же бутылок. Но сегодня в России есть только два завода, которые этим занимаются. Один расположен в Солнечногорске, второй – на Урале. Здесь старые бутылки собирают, сортируют по цветам, моют, дробят и перерабатывают, расплавляя и получая тот же ПЭТФ-гранулят, только окрашенный.
Нередко пустые ПЭТ-бутылки пригождаются в хозяйстве. Из них делают скворечники, воронки, горшочки для рассады, используют в качестве пугала в огороде или как водонепроницаемые колпаки для верхушек столбов. В некоторых африканских странах из них делают сандалии, а в Индонезии — стабилизаторы, придающие рыбацким лодкам большую устойчивость.
Теперь мы видим, как всевозможные ПЭТ-страшилки легко капитулируют перед фактами. Поскольку они лишь очередной способ борьбы за внимание потребителей. Ведь все мы люди, и стоит нас как следует, пусть и бездоказательно, напугать, как мы начинаем опасаться всего вокруг, особо не вникая в суть вопроса. При этом даже СМИ в последнее время оставили свои нападки на ПЭТ, видимо, чувствуя несостоятельность аргументации лоббистов его запрета. Но полностью закрыть спор по поводу ПЭТа , нам кажется, под силу только ученым, с которыми «Санкт-Петербург.ру» планирует встретиться в ближайшее время. Правда, это уже тема для следующего материала.
Источник



