
- Отводы крутоизогнутые, технология
- Назначение и производство отводов крутоизогнутых
- Оборудование для изготовления отводов
- Отводы крутоизгонутые. Технология производства.
- Производство крутоизогнутых отводов
- Как делаются отводы
- Изготовление крутоизогнутых отводов
- Изготовление гнутых отводов
- Изготовление сегментных отводов
- Изготовление отводов из нержавеющей стали
Отводы крутоизогнутые, технология
Назначение и производство отводов крутоизогнутых
Оборудование для изготовления отводов
ООО «Кантар» предлагает широкий спектр оборудования для изготовления отводов до диаметра 1020.В состав оборудования входит весь необходимый комплекс: пресс протяжки, пресс правки (калибровки) отводов, оборудование для торцовки отводов.
Фотогалерея отводов, изготовленных на оборудовании ООО «Кантар» для производства отдов находится в соответсвующем разделе.


ООО «Кантар» изготавливает оводы с прямыми участками (калачи).

Принимаем Ваши заявки как на отводы (в том числе с нестандартными размерами), так и не комплекс оборудования для изготовления отводов!
Отводы крутоизгонутые. Технология производства.
Отводы крутоизогнутые, наряду с отводами гнутыми с нагревом ТВЧ и холодного гнутья (холодной деформации), являются одной из важнейших деталей, необходимых для монтажа трубопроводов. Это переходные части, позволяющие соединить трубы и изменить их направление.
Соединение трубопроводов производится встык под углом 90°. Отводы должны отвечать высоким стандартам качества и выдерживать условное давление веществ, проходящих по трубам, до 2,5 МПа. Их эксплуатация возможна в температурном диапазоне от минус 40° до +450°С. Температура пара и горячей воды внутри трубы может достигать +400°С.
Технология производства отводов крутоизогнутых состоит из нескольких этапов. Сначала производится резка патрубков, т.е. заготовок труб определенного размера. Затем заготовки протягиваются на специальных гидравличесих прессах (оборудовании для производства отводов) по рогообразному сердечнику, который создает необходимую форму. Третий этап создания отвода – это так называемая калибровка (правка) в вертикальных гидравлических прессах (используется пресс правки отводов) В ходе нее корректируются геометрические размеры, что в первую очередь касается диаметра. В завершении отводы обрабатываются на торцовочных станках.
Модель внешнего вида отвода 
Этапы технологического процесса производства отводов
Источник
Производство крутоизогнутых отводов
Вне зависимости от будущего места эксплуатации, крутоизогнутые отводы выпускаются по единой технологии – методом горячей протяжки. Эта технология закрепляется как самая оптимальная для производства крутоизогнутых отводов в ГОСТ 17375-2001. Коротко напомним, что по ГОСТ 17375-01 выпускают крутоизогнутые отводы, которые считаются деталями общепромышленного назначения (то есть уместными в трубопроводах всех сфер промышленности и ЖКХ в нормальных условиях). Согласно стандарту, отводы бесшовные цельнотянутыеизготавливают из низколегированной или углеродистой стали (сталь 20, сталь термостойкая 09Г2С, сталь хладо-коррозестойкая сталь 13ХФА и другие). Для безопасного и правильного оформления поворота трубопроводов крутоизогнутые отводы изгибаются под стандартными углами в 30, 45, 60, 90 и 180 градусов. Способны выдерживать рабочее давление до 16 МПа и эксплуатационную температуру от -70 до +450 градусов Цельсия. Все это позволяет использовать крутоизогнутые бесшовные отводы при прокладке практически любых трубопроводов, переносящих неагрессивные среды (для агрессивных сред оптимально использовать нержавеющие отводы). Самыми популярными по углу сгиба принято считать отводы 90 градусов, которые в нашем каталоге можно найти в различных исполнениях. Внешний и внутренний диаметры стальных отводов, как и толщина стенки, совпадают с соответствующими диаметрами соединяемых труб.
Как же при изгибе получается единая толщина стенки (ведь нам известно, что при сгибе внешняя стенка, как правило, растягивается и становится тоньше)? Все дело в особой технологии горячей протяжки, которая (при соблюдении всех тонкостей) позволяет получить самые качественные стальные отводы. Тонкостенные отводы необходимы для монтажа водопроводов в коммунальных сетях, отводы с толстыми стенками и отводы большого диаметра применяются в системах с высоким давлением. Современные технологии производства отводов позволяют выпускать изделия, которые гарантируют безопасность и удобство применения и монтажа трубопроводов.
Никакого секрета здесь нет – производство качественных отводов стоит на двух китах: 100% поэтапный контроль и современные технологии. О контроле производства продукции «Ecke*отводные системы» стоит сказать отдельно – каждый этап алгоритма производства проверяется отделом технического контроля (которые насчитывает 11 человек, заботящихся о качестве изделий). Только после удовлетворительной оценки этими специалистами стальные крутоизогнутые отводы могут поступить в продажу. Все начинается с входного контроля трубы и кончается запаковкой стальных отводов в поддоны.
Итак, все же вернемся к процессу производства стальных цельнотянутых отводов. Исходя из названия, можно понять, что отводы вытягивают (тем самым и придают форму) отсюда другое название – цельнотянутые бесшовные отводы. Бесшовными отводы получаются за счет применения бесшовных труб, к тому же, отсутствие сварных соединений гарантирует дополнительную прочность стального отвода.
Вытягивать металл возможно только при высокой температуре, от этого протяжка и называется горячей. На гидравлическом прессе патрубок (разрезанная на заготовки бесшовная труба, «полуфабрикат» стального отвода) протягивается по рогообразному сердечнику. О сердечнике (действительно похожем на гигантский рог) стоит рассказать отдельно — его вытачивают вручную, с помощью специальных калибровочных колец вымеряя идеальные пропорции. Благодаря такой скрупулезной точности и кропотливой работе крутоизогнутые отводы и сохраняют единую толщину стенки и качественную внешнюю и внутреннюю поверхность. Еще горячим, отвод, получивший изгиб на нужное количество градусов, попадает под вертикальный пресс, где происходит его калибровка. После калибровки стальной отвод приобретает свои габаритные размеры (согласно ГОСТ 17375-2001). После этого крутоизогнутый отвод остывает, измеряется, и переходит в руки к специалисту, который на торцовочном станке обрабатывает края стального отвода. Эта манипуляция нужна не только для хорошего внешнего вида изделий.
Торцовка краев изделия помогает при последующей сварке отводов с трубами, улучшая качество сварного шва. Стоит упомянуть, что продукция «Ecke*отводные системы» одна из немногих, которая подвергается этой, безусловно, полезной операции. Когда речь заходит об уникальных для современного производства трубопроводной арматуры операциях, необходимо отметить термообработку, которой подвергают патрубки (до попадания под гидравлический пресс). Суть этой операции в помещении заготовок в особую печь, где они «прокаливаются», тем самым достигаются особые механические свойства крутоизогнутых отводов. Термообработка отводов и торцевание краев это то, чем может похвастаться только крутоизогнутые отводы «Ecke*отводные системы». После торцевания цельнотянутые стальные отводы поступают в отдел технического контроля, где тщательно измеряются, осматриваются, сортируются. Малейшее подозрение на брак и крутоизогнутый отвод в продажу не поступает. Мелкие дефекты (в пределах допустимых ГОСТ 17375-2001) могут дорабатываться, но если недостаток угрожает качеству у крутоизогнутого отвода одна дорога – в брак.
Изделия, удовлетворительно оцененные ОТК, маркируются штампами и отправляются на лазерную маркировку. Она заслуживает отдельного описания. На каждый стальной отвод 90 грнаносится маркировка лазерным лучом (просто напросто вырезается) на особом аппарате, глубокая маркировка не тускнеет и не стирается, поэтому марку изделия можно будет различить всегда. После маркировки отводы можно считать полностью готовыми и отправлять в продажу. Стоит отметить, что, даже не смотря на всестороннюю заботу о качестве и применение уникальных технологий, стальные отводы не возрастают в цене по сравнению с аналогами. Цены на стальные отводы вы можете узнать в наших прайсах или подробно ознакомиться в каталоге. Помните, что при производстве отводов мы используем исключительно экологически безопасные и энергосберегающие технологии производства отводов (поэтому цены на отводы не кусаются). Партии нашей продукции проходят контроль геометрических размеров, гидроиспытания, а также лабораторные испытания механических свойств, после чего сертифицируются по ГОСТ 17375-2001. Не важно, используйте вы отводы 90 градусов или отводы 45 градусов, термостойкие отводы не подведут вас, применяемая нами сталь не склонна к растрескиванию, поэтому при условии грамотного монтажа можно навсегда забыть, что такое прорыв трубы.
«Ecke*отводные системы» не сваливает свою продукцию в мешки, а заботливо укладывает стальные бесшовные отводы на поддоны.Симметрично уложенные стальные отводы оборачиваются полиэтиленовой плотной пленкой, которая защищает бесшовные отводы от порчи. Поддоны удобно грузить и складировать, экономя место на складе. Купить такие упакованные отводы с доставкой до вашего объекта вы можете в нашем каталоге.
Источник
Как делаются отводы
Содержание
Отвод – это фитинг, предназначенный для изменения направления потока веществ в трубопроводе. Деталь позволяет соединять трубы, обходя препятствия, и создавать компенсационный изгиб.
Изгиб трубопровода является областью повышенного давления. Изменение потока создает условия для выпадения осадочных отложений, уменьшая пропускную способность. По этой причине изделия проверяют на соответствие заявленным параметрам. Арматуру, не прошедшую технический контроль, списывают в брак.
Классификация по технологии производства:
- Холодногнутые;
- Горячегнутые;
- Штампосварные;
- Сварные секционные.
Гнутые производятся таким образом, что деформации подвергается лишь средняя часть трубы. Холодный способ гнутья предполагает сгиб без предварительного нагревания при температуре 20°С. Технология позволяет получить изгиб до 27°, поэтому для достижения необходимого угла заготовку сгибают в нескольких местах. Применение индукционного нагрева осуществляется для всей трубки или ее части при температуре 1000-1100°С в зависимости от марки стали.
Детали штампосварного типа высекают из стальных листов. Затем в листогибе формируют две половины и сваривают между собой. Так как метод достаточно трудоемкий, его используют только для производства вставок большого диаметра. При необходимости проводится дополнительная термообработка.
При любом способе на поверхности недопустимы трещины, сколы и другие изъяны. Каждое изделие в обязательном порядке проходит ультразвуковой контроль, иногда дополнительно проводят радиографическое исследование.
Изготовление крутоизогнутых отводов
Крутоизогнутым считают изделие, радиус изгиба которого равен 1,5 величины условного прохода DN. Стандартизированные параметры регулируют выпуск наименований 30°, 45°, 60°, 90° и 180°. Действующие регламенты:
- 3D – ГОСТ 17375-01;
- 2D – ГОСТ 30753-01;
- ОСТ 34.10.699.97;
- ГОСТ 17380-2001;
- ГОСТ 22793-83;
- ТУ 102-488-95;
- Типовые сертификаты ТС-582 5903-13.
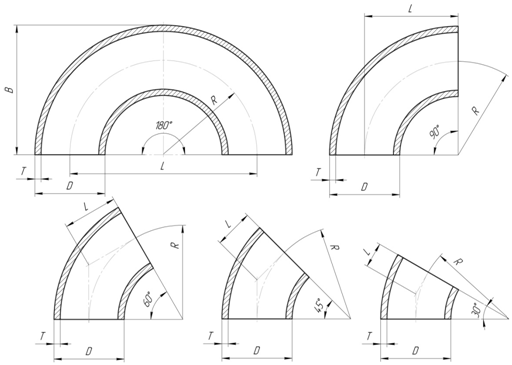 |
Чертежи крутоизогнутых отводов
Изготовление отводов 90 градусов проводится методом горячей протяжки. Колена диаметром от 720 мм до 1220 мм получают штампованием. Оборудование для производства стальных отводов различается методами обработки металла.
Выпуск горячегнутых фитингов начинается с нарезки трубы. Подбирают меньший диаметр, чем у планируемой детали. Заготовка помещается в нагретую камеру и протягивается через рогообразный сердечник заданной формы. Затем проводится правка на гидравлических прессах с точной корректировкой геометрических параметров. На заключительном этапе на торцовочном станке обрабатываются срезы. Технология позволяет получить бесшовную вставку с нормативным давлением 16 МПа.
Для штамповки листы стали обрабатывают на фрикционных прессах, создают скос кромки на 15-35°, обрабатывают торцы и сваривают половинки автоматическим способом. Сейчас все чаще используют заготовки, которым требуется один шов. Предельное давление до 10 Мпа.
Марки стали для изготовления отводов выбирают углеродистые или низколегированные. Изделия применяются в разных режимах эксплуатации, где состав сплава придает прочность в условиях низких или высоких температур. Например, производство отводов 09г2с позволяет прокладывать трубопроводы, выдерживающие температуру внешней среды до -70°С.
Изготовление гнутых отводов
Отводы холодного и горячего гнутья отличаются от крутоизогнутых аналогов геометрией. При большом радиусе дуги в зоне деформации металл перераспределяется равномерно, это помогает выдерживать высокие давления и предотвращать засорение осадками. Изготовление отводов холодного гнутья производится без нагрева, при этом изгиб должен быть кратен 3°. При однократной гибке трубы достигается результат не более 27°, поэтому производят несколько сгибов с шагом не менее 1° дуги.
Для выпуска применяют установки типа ГТ. Один участок закрепляется, а другой смещается домкратом. Для равномерного искривления полость заполняют сыпучим материалам, а по краям ставят заглушки. При горячем способе заготовка разогревается в месте деформации газом или индукционным методом.
Изготовление сегментных отводов
Производственный цикл начинается с нарезки стального листа и снятия с каждой заготовки фаски под сварку. Затем сегменты проходят вальцовку и свариваются. Также проводится зачистка, обработка и покрытие.
 |
Фотография сегментных отводов
- ОСТ 36-21-77;
- ОСТ 34.10.752-97;
- ТС-583 по серии 5.903-13.
Кроме радиографического и ультразвукового исследования используют капиллярные пробы.
Изготовление отводов из нержавеющей стали
Основной проблемой износа трубопроводов является коррозия от воды и агрессивных веществ. Вставки из нержавеющей стали применяются в промышленных и бытовых системах.
По типу производства различают:
Для стандартизации используется ГОСТ 17375-2001. Специальные сплавы стали, например, AISI 304 и AISI 304L обладают свойствами жаростойкости, устойчивости к кислотам, дают прочные сварные соединения.
Источник



