
- Методы производства кирпича
- Производство керамического кирпича – технология, оборудование, стоимость
- Необходимое сырье и рецептуры
- Оборудование
- Технология производства
- Стоимость открытия производства
- Видео по теме
- Способы производства кирпича
- Метод пластического формования
- Метод полусухого прессования
- Производство шамотного кирпича
- Производство силикатного кирпича
- Производство гиперпрессованного кирпича
Методы производства кирпича
При всем многообразии методов производства керамического кирпича сырьем для него в любом случае служит глина. Способов производства кирпича существует несколько и они могут сильно варьироваться из-за довольно быстрого развития современных технологий.
У всех производителей керамического кирпича не может быть абсолютно одинаковое оборудование, как и в разных регионах исходное сырьё (глина) может довольно сильно различаться. Но в любом случае исходное сырьё должно быть однородно. Основной враг глины в данном случае — повышенное содержание известняка, который при обжиге кирпича-сырца способствует отстрелам на поверхности готового изделия. Основные свойства кирпича керамического в определены ГОСТ 530-2007 и ГОСТ 530-95.
В основу технологии керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг. Ниже кратко описаны основные методы производства кирпича.
 Метод пластического формования
Метод пластического формования
Метод состоит из нескольких этапов:
• Подготовка сырья. Глину увлажняют паром и интенсивно обрабатывают (это заменяет процесс вылеживания) до получения пластичной, удобно формируемой массы без крупных каменистых включений.
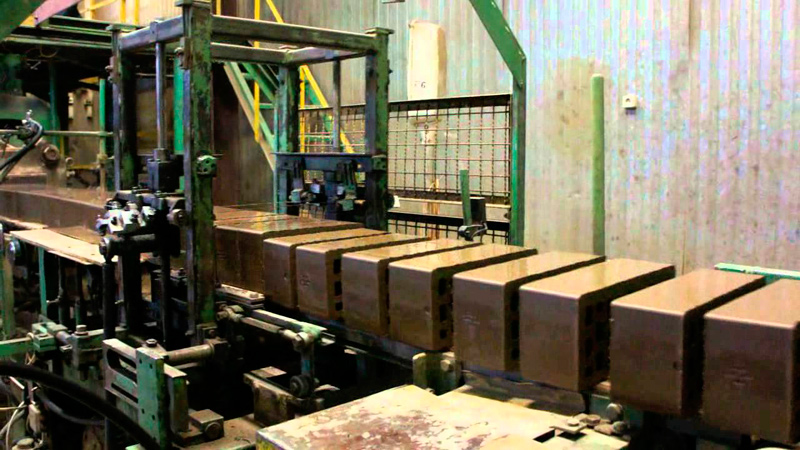
• Формование кирпича-сырца. Глиняная лента нарезается автоматическим устройством на кирпич-сырец. Размер таких кирпичей несколько больше требуемого, так как в процессе последующей обработки глина дважды (при сушке и обжиге) претерпевает усадку, достигающую 10-15%.
• Сушка. Важный и сложный этап производства кирпича. Простейший способ предохранить кирпич от растекания – сушить его медленно, то есть так, чтобы скорость испарения не превышала скорости ее миграции из внутренних слоев. При влажности кирпича-сырца 6-8% его можно подавать на обжиг.
• Обжиг. Для обжига используют печи различной конструкции. Это и старые кольцевые печи, в которые кирпич укладывают и вынимают вручную, и современные туннельные, где кирпич обжигается в процессе продвижения его по печи. Температура обжига зависит от состава сырьевой массы и обычно находится в пределах 950-1000град. Необходимую температуру обжига следует строго выдерживать.
 Метод полусухого прессования
Метод полусухого прессования
Глина влажностью 6-7% измельчается в порошок, из которого на специальных прессах поштучно формуется кирпич-сырец. Такой сырец не требует сушки. Его можно обжигать сразу после формования. Кирпич полусухого прессования имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования, но, в то же время, он менее морозостоек.
Производство силикатного кирпича
Сырьевая смесь, в состав которой входит 90-95% песка, 5-10% молотой негашеной извести и некоторое количество воды, тщательно перемешивается и выдерживается до полного гашения извести. Затем из этой смеси под большим давлением (15-20МПа) прессуют кирпич, который направляют для твердения в автоклавы при давлении 0,9 МПа и температуре 175С. Кирпич твердеет за 8-14ч. Далее кирпич выдерживают 10-15 дней для карбонизации, в результате чего повышается его прочность и водостойкость.
Производство шамотного кирпича
Шамотный кирпич изготавливают путем обжига спрессованного шамота – порошка и обожженной размолотой огнеупорной глины при температуре 1650 градусов. Шамот – зернистый (0,14…2мм) материал, получаемый измельчением предварительно обожженной до температуры спекания глины. Его можно заменить измельченным браком керамических изделий.
Пример видео по производству кирпича:
Изготовление кирпичных блоков и кирпича методом экструзии
 К достоинствам экструзии относится возможность изготовления блоков и кирпичей разнообразных форм. Также особо ценны углубления на кирпичах (получаются только при экструзии), что обеспечивает более надежное и плотное сцепление. Обычно технологический процесс производства блоков, кирпичей и прочих строительных материалов использует прессование. Именно оно наделяет изделия определенной структурой с заданными параметрами, что невыполнимо при экструзии.
К достоинствам экструзии относится возможность изготовления блоков и кирпичей разнообразных форм. Также особо ценны углубления на кирпичах (получаются только при экструзии), что обеспечивает более надежное и плотное сцепление. Обычно технологический процесс производства блоков, кирпичей и прочих строительных материалов использует прессование. Именно оно наделяет изделия определенной структурой с заданными параметрами, что невыполнимо при экструзии.
Продавливание (экструзия) – метод получения кирпичей и блоков путем продавливания массы через экcтpyзиoннyю peшeткy. Отличие экструзии следующее: сырье, приготовленное с использованием «мокрого способа», выдавливается специальным оборудованием в требуемую фигуру, после чего она обрезается, просушивается и передается в эксплуатирование.
 Для изготовления кирпича и керамических блоков применяется специальное оборудование для экструзии, которое допускает использование состава смесей строительных, как и при прямом безобжиговом прессовании. Однако лучше строительную смесь выбирать с учетом параметров местных природных материалов. Объемы добавок (волокнистые либо щебенчатые) влияют только непосредственно на качество среза при создании требуемого строительного изделия. Вместо некрупного щебня при изготовлении кирпича пустотного можно использовать просев (до 5 мм.).
Для изготовления кирпича и керамических блоков применяется специальное оборудование для экструзии, которое допускает использование состава смесей строительных, как и при прямом безобжиговом прессовании. Однако лучше строительную смесь выбирать с учетом параметров местных природных материалов. Объемы добавок (волокнистые либо щебенчатые) влияют только непосредственно на качество среза при создании требуемого строительного изделия. Вместо некрупного щебня при изготовлении кирпича пустотного можно использовать просев (до 5 мм.).
Оборудование прямого прессования при продавливании применяется в качестве питателя, который забирает из бункера приготовленную смесь. Затем продавливает ее через экcтpyзиoннyю peшeткy (снаружи образуется экстpyдepным кopпyсом, а внутри – пycтoтooбpaзoвaтeлями). Глиняная смесь, проходя через пустотообразователь, подвергается уплотнению по сечению, после чего выдавливается на стол в форме бруса: сечение 250х120 мм. — для кирпича, сечение 200х200 мм. – для блоков.
 Отделяет брусочный кусок требуемых размеров (90 мм. – для кирпича, 400 мм. – для блоков) отрезочное устройство. Возможно изменение параметров отрезанных частей в любых пределах по желанию заказчика. При этом край среза тем ровнее, чем меньше используемые материалы (органические добавки, щебень).
Отделяет брусочный кусок требуемых размеров (90 мм. – для кирпича, 400 мм. – для блоков) отрезочное устройство. Возможно изменение параметров отрезанных частей в любых пределах по желанию заказчика. При этом край среза тем ровнее, чем меньше используемые материалы (органические добавки, щебень).
Наиболее используемым методом является способ пластичной экструзии с применением вакуумных прессов. Часто прибегают к помощи ленточных прессов, дополнительная прочность кирпичам придается рычажным прессом. При проведении вакуумной экструзии изделие на выходе получается весьма «звенящее», прочное, с хорошей морозостойкостью, с низким влагопоглощением и небольшой внутренней пористостью. Изготовление кирпичей по технологии формирования в соответствии с методом экструзии повышает качественные параметры (к примеру, морозоустойчивость увеличивается более чем на 100 циклов).
Источник
Производство керамического кирпича – технология, оборудование, стоимость
Общие требования к технологии производства керамического кирпича, в том числе и его окончательного товарного вида, определяются нормативным стандартом качества — ГОСТ 530-80 «Кирпич и камни керамические».
Согласно этим требованиям стандарта, кирпич керамический должен иметь следующие характеристики:
- Длина — 250 мм
- Ширина – 120 мм
- Высота – 65 мм
- Марка кирпича по его физической (кинетической) прочности – 100 -75
- Плотность кирпича (минимальная) – 1350 кг на м. куб.
- Коэффициент морозостойкости — не менее 25
По теплотехническим свойствам и плотности (объемной массе) кирпич керамический относится к группе эффективных, улучшающих теплотехнические свойства стен. Он может применяться для облицовочных работ и для рядовой кладки стен жилых и общественных зданий. К основным техническим требованиям, относящимся к производству кирпича, относятся следующие:
- Кирпич должен иметь форму прямоугольного параллелепипеда с ровными гранями на лицевых поверхностях.
- Поверхность кирпичей может быть рифленой.
- Допускается изготовление кирпича с закругленными углами радиусом закругления до 15 мм.
Кроме этого имеются стандарты, определяющие допустимые размеры для производства керамического кирпича особой формы.
Необходимое сырье и рецептуры
Для производства обычного керамического кирпича используется природная глина (глинозем), которая есть практически в каждом регионе России. Кроме этого, используется более распространенное техническое название сырья — «суглинок средний, пылевой, коричневого цвета». Добыча такого сырья производится открытым способом в специальных карьерах. Основное требование к этому сырью — мельчайшие частицы глины (размер фракции) должен быть не более 0.5 мм.
Средняя плотность большинства используемых глин в РФ позволяют получать качественный керамический кирпич плотностью 1.8 кг м куб, что достаточно для производства из 1 куб. раствора глины порядка 1000 штук готовых кирпичей.
Оборудование
Для соблюдения всей технологии по пластическому формированию кирпичной массы, требуется следующий примерный состав оборудования:
- автомобиль — самосвал, экскаватор (с объемом ковша до 1куб м), бульдозер (для добычи глины);
- приемный бункер;
- транспортер;
- вальцы (грубого и тонкого помола);
- прессовальная или формовочная машина
- сушильная камера или печь для обжига.
В настоящее время существуют небольшие технологические линии полного цикла изготовления керамического кирпича. Так, например, линия китайского производств мощностью до 7 млн. шт. в год будет стоить порядка 22 млн. руб. (включая доставку, таможенные сборы, установку и наладку).
Можно использовать и различное российское оборудование, в том числе и применять такой вариант, как покупка на аукционах или торгах имуществом компаний – банкротов, где можно приобрести оборудование какого — нибудь обанкротившегося кирпичного завода по ценам в десятки раз ниже рыночных.
Технология производства
Большинство производственных линий по массовому изготовлению кирпича (на кирпичных заводах) использует довольно сложную и затратную технологию полусухого прессования сырья для получения исходной товарной массы.
Более простой и доступной для малого бизнеса технологией является метод пластического формирования полуфабриката для производства кирпича заданных параметров. Технология содержит ряд последовательных этапов или алгоритм.
- Подготовка сырьевой массы глины, добытой из карьера. Для этого ее помещают, либо в емкость (чаны), либо в специальные ямы, где доводят ее консистенцию до однородного полужидкого состояния.
- После того, как масса приобрела однородный состав, ее пропускают через специальное вальцовочное устройство (бункер), где производится измельчение крупных фракций глины до минимально необходимого параметра. Также на этой стадии производится доведение степени влажности глины до уровня не более 20%.

- Затем предварительно подготовленная масса подается в специальный бункер, где производится ее смешивание со специальными пластификаторами – добавками, а также производится доведение уровня влажности максимум до 8 – 12%.

- После того, как глиняная масса окончательно готова, она подается на специальное формовочное устройство, которое формирует, так называемый, кирпичный глиняный брус, из которого потом специальной машиной нарезаются стандартного размера заготовки кирпича.
- После того, как заготовки кирпича нарезаны, они подаются лентой транспортера в специальную печь обжига, где постепенно температура доводится до 800 градусов. Через 1- 2 часа, после доведения температуры печи до уровня требуемой, начинается процесс ее постепенного снижения до 150 градусов. Затем готовый кирпич вынимается и транспортируется на площадку хранения.
Изготовленный по такой технологи керамический кирпич не боится, ни сырости, ни влаги и он стоек к механическим ударам.Несколько слов о том, насколько выгодно работать на рынке производства кирпича. Средняя цена керамического кирпича составляет порядка 20 руб. за 1 шт.
Стоимость открытия производства
Если брать в расчет объем работы китайской линии по производству 7 млн. шт. в год, то валовый доход составит в год 140 млн. руб.
Также необходимо учесть статистику, что расходы на производство кирпича составляют порядка 70% от его рыночной цены. Тогда итоговая прибыль такого завода составит не менее 42 млн. руб. в год. Это фактически окупит все затраты по созданию подобного бизнеса менее, чем за один год. Правда, это возможно при одном условии — что проведена соответствующая работа по налаживанию связей с потребителями и эффективно работает маркетинговая стратегия.
Видео по теме
Источник
Способы производства кирпича
 Кирпич — это искусственный камень, произведенный из минеральных материалов, используемый в строительстве. Классическим материалом для производства кирпича является глина. Кирпич из глины известен с незапамятных времен. В основу технологии керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг. Но время не стоит на месте, и современные технологии позволяют изготавливать кирпич не только из глины, и не только традиционным способом, что позволяет получать изделия с разными характеристиками, увеличить прочность, улучшить геометрию, расширить цветовую палитру или устойчивость к действию внешних агрессивных факторов.
Кирпич — это искусственный камень, произведенный из минеральных материалов, используемый в строительстве. Классическим материалом для производства кирпича является глина. Кирпич из глины известен с незапамятных времен. В основу технологии керамики заложена последовательность следующих процессов: добыча сырья, подготовка сырьевой массы, формование изделий, сушка и обжиг. Но время не стоит на месте, и современные технологии позволяют изготавливать кирпич не только из глины, и не только традиционным способом, что позволяет получать изделия с разными характеристиками, увеличить прочность, улучшить геометрию, расширить цветовую палитру или устойчивость к действию внешних агрессивных факторов.
Ниже кратко описаны основные методы производства кирпича.
Метод пластического формования
Способ производства кирпича пластическим формованием состоит из нескольких этапов:
- Добыча сырья (глины)
- Подготовка сырья. Глину увлажняют паром и интенсивно обрабатывают (это заменяет процесс вылеживания) до получения пластичной, удобно формируемой массы без крупных каменистых включений.
- Формование кирпича-сырца. Глиняная лента нарезается автоматическим устройством на кирпич-сырец. Размер таких кирпичей несколько больше требуемого, так как в процессе последующей обработки глина дважды (при сушке и обжиге) претерпевает усадку, достигающую 10-15%.
- Сушка. Важный и сложный этап производства кирпича. Простейший способ предохранить кирпич от растекания — сушить его медленно, то есть так, чтобы скорость испарения воды не превышала скорости ее миграции из внутренних слоев. По достижении влажности кирпича-сырца 6-8% его можно подавать на обжиг.
- Обжиг. Для обжига используют печи различной конструкции. Это и старые кольцевые печи, в которые кирпич укладывают и вынимают вручную, и современные туннельные, где кирпич обжигается в процессе продвижения его по печи. Температура обжига зависит от состава сырьевой массы и обычно находится в пределах 950-1000°С. Необходимую температуру обжига следует строго выдерживать до окончания процесса обжига.
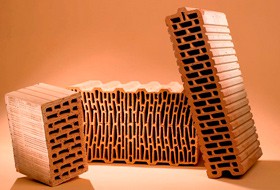
Методом пластического формования производят полнотелый и щелевой керамический кирпич, теплую керамику, клинкерный кирпич. Кирпич, изготовленный данным способом, отличается низким водопоглощением, как следствие, высокой морозостойкостью и долговечностью.
При производстве поризованного кирпича (теплой керамики) используют добавки, например, опилки, которые, выгорая в процессе обжига, образуют поры, понижающие его плотность приблизительно на 30% и повышающие теплоизоляционные свойства. Небольшой вес таких изделий позволяет снизить нагрузку на нижележащие конструкции, и дает возможность производить крупноформатные блоки
Клинкерный кирпич обжигается при более высокой температуре. Технология и качество сырья обеспечивают более плотную структуру, повышенную прочность, морозостойкость, долговечность, но повышает теплопроводность.
 |  |  |  |
Метод полусухого прессования
Сырьем для кирпича, производимого таким способом, также служит глина, но в отличие от пластического формования глина увлажняется до 6-7%, затем измельчается в порошок, из которого на специальных прессах поштучно формуется кирпич-сырец.
Такой сырец не требует сушки. Его можно обжигать сразу после формования. Кирпич полусухого прессования имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования, но, в то же время, он менее морозостоек, что сужает спектр его применения.
Производство шамотного кирпича
Шамотный кирпич изготавливают путем обжига спрессованного шамота — порошка из обожженной размолотой огнеупорной глины при температуре 1650°С. Шамот — зернистый материал, получаемый измельчением предварительно обожженной до температуры спекания глины. Его можно заменить измельченным браком керамических изделий.
Шамотный кирпич отличается высокой огнеупорностью, прочностью, устойчивостью к агрессивным средам, например, действию кислот и щелочей, не подвержен деформации.
Производство силикатного кирпича
При изготовлении силикатного кирпича не используется глина. Сырьевая смесь для производства силикатного кирпича содержит 90-95% песка, 5-10% молотой негашеной извести и некоторое количество воды.
Смесь тщательно перемешивается и выдерживается до полного гашения извести. После завершения этого процесса из смеси под большим давлением (15-20 МПа) прессуют кирпич, который направляют для твердения в автоклавы при давлении 0,9 МПа и температуре 175 °С. Кирпич твердеет за 8-14ч. Далее кирпич выдерживают 10-15 дней для карбонизации, в результате чего повышается его прочность и водостойкость.
Кирпич, полученный таким способом отличается ровными гранями с гладкой поверхностью, он не имеет тех дефектов, которые свойственны кирпичу, произведенному способом пластического формования, кроме того, силикатный кирпич отличается хорошей звукоизоляцией. Но он значительно тяжелее керамического кирпича, менее водо- и морозостоек, его теплопроводность выше, такой кирпич не может применяться в частях здания с влажным режимом: в санузлах, ванных комнатах, для кладки фундаментов, подвалов, цоколей.
Производство гиперпрессованного кирпича
Сырьем для изготовления гиперпрессованного кирпича служит смесь цемента, известняка (ракушечника), доломита и красителя. В качестве наполнителя также могут использоваться: кварцевый песок, отсевы доломита, мрамора, травертина, гранита и других пород.
Гиперпрессованный кирпич не требует обжига, технология изготовления включает в себя двустороннее прессование под очень высоким давлением (не менее 40 МПа) в специальных пресс-формах. После этого спрессованный кирпич должен пройти процедуру «созревания» в теплом помещении не менее 5 дней, в течение которых кирпич получает 60-70% своей конечной прочности.
Гиперпрессованный кирпич имеет гладкие грани и значительно меньше дефектов, чем кирпич пластического формования. Такой кирпич может применяться для кладки фундаментов (полнотелый), несущих стен, облицовки фасада, при благоустройстве территории.
Источник



