
Способ гибки трубы зависит




§ 29. Гибка труб
Трубы изгибают по дуге различного радиуса или другой кривой под различными углами и в различных плоскостях. Гнутые трубы широко применяют для изготовления бензиновых, масляных, воздушных трубопроводов в автомобилях, тракторах, самолетах, металлорежущих станках и других машинах.
Трубы гнут ручным и механизированным способами; в горячем и холодном состоянии; с наполнителями и без наполнителей. Способ гибки зависит от диаметра трубы, величины угла загиба и материала труб.
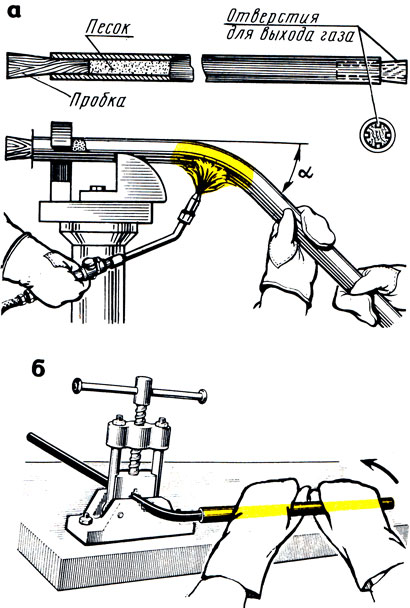
Рис. 102. Гибка трубы в горячем состоянии: а — по шаблону, б-в трубном прижиме
Гибка труб в горячем состоянии применяется при диаметре более 100 мм. При горячей гибке с наполнителем трубу отжигают, размечают, а затем один конец закрывают деревянной или металлической пробкой. Для предупреждения смятия, выпучивания и появления трещин при гибке трубу наполняют мелким сухим, просеянным через сито с ячейками около 2 мм песком, так как наличие крупных камешков может привести к продавливанию стенки трубы, а слишком мелкий песок для гибки труб непригоден, так как при высокой температуре спекается и пригорает к стенкам трубы.
Для механизации наполнения (набивки) труб песком применяют молотковые или вибрационные установки. Если установок нет, трубу наполняют песком через воронку, а уплотняют обстукиванием трубы молотком; удары молотка наносят снизу вверх при одновременном ее повертывании до тех пор, пока при ударе по трубе не будет слышаться глухой звук.
После заполнения песком второй конец трубы забивают деревянной пробкой, у которой должны быть отверстия или канавки для выхода газов, образующихся при нагреве (рис. 102,а).
Диаметры пробок (заглушек) зависят от величины внутреннего диаметра трубы. Для труб малых диаметров заглушки делают из глины, резины или твердых пород дерева в виде конусной пробки длиной, равной 1,5 — 2 диаметрам трубы, с конусностью 1:10. Для труб больших диаметров заглушки изготовляют из металла.
Желательно, чтобы забиваемые в концы труб пробки несколько выступали из них, что облегчает удаление пробок.
Для каждой трубы в зависимости от ее диаметра и материала должен быть установлен минимально допустимый радиус изгиба. Радиус закругления при гибке труб берется не меньше трех диаметров трубы, а длина нагреваемой части зависит от угла изгиба и диаметра трубы. Если трубу изгибают под углом 90°, то нагревают участок, равный шести диаметрам трубы; если гнут под углом 60°, то нагревают участок, равный четырем диаметрам трубы; если под углом 45° — трем диамертам и т. д.
Длина нагреваемого участка трубы определяется по формуле (в мм)

где L — длина нагреваемого участка, мм; а — угол изгиба трубы, град; d — наружный диаметр трубы, мм; 15 — постоянный коэффициент (90:6 = 15; 60:4 = 15; 45:3 = 15).
Участок изгиба на трубе размечают мелом. Выполняется эта операция по заранее заготовленным шаблонам. В процессе гибки трубу проверяют по месту или по изготовленному из проволоки шаблону.
При гибке труб в горячем состоянии работают в рукавицах.
Трубы нагревают паяльными лампами в горнах или пламенем газовых горелок до вишнево-красного цвета на длине, равной шести диаметрам. Топливом в горнах может быть древесный уголь и дрова. Лучшим топливом является древесный уголь, который не содержит вредных примесей и дает более равномерный нагрев.
В случае перегрева трубу до гибки охлаждают до вишнево-красного цвета. Трубы рекомендуется гнуть с одного нагрева, так как повторный нагрев ухудшает качество металла.
При нагреве обращают особое внимание на прогрев песка. Нельзя допускать излишнего перегрева отдельных участков; в случае перегрева трубу охлаждают водой. От достаточно нагретой части трубы отскакивает окалина.
По окончании гибки выколачивают или выжигают пробки и высыпают песок. Плохое, неплотное заполнение трубы, недостаточный или неравномерный прогрев перед гибкой приводит к образованию складок или разрыву. Изгиб проверяют шаблоном.
При гибке в трубном прижиме в горячем состоянии стальную трубу вставляют в трубный прижим, между угловой выемкой основания и сухарем с уступами, и вращением рукоятки зажимают. При гибке сварных труб шов располагают снаружи, а не внутри изгиба, иначе труба может разойтись по шву. На конец изгибаемой трубы надевают отрезок трубы большего диаметра так, чтобы конец немного не доходил до места изгиба, затем обхватывают трубу двумя руками, с большим усилием отводят ее в направлении изгиба (рис. 102,6).
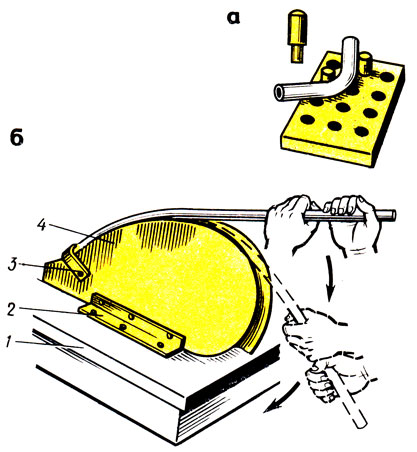
Рис. 103. Гибка трубы в холодно м состоянии: а — на штырях, б — в неподвижной оправке
Гибка труб в холодном состоянии выполняется при помощи различных приспособлений. Простейшим приспособлением для гибки труб диаметром 10 — 15 мм в свободном состоянии является плита с отверстиями, в которой в соответствующих местах устанавливаются штыри (рис. 103,а), служащие упорами при гибке.
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны гнут в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 103,6). Гибочная оправка 4 крепится к верстаку 7 с двух сторон скобками 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобо-образному углублению гибочной оправки.
Трубы диаметром до 20 мм изгибают в приспособлении (рис. 104). Приспособление крепится к верстаку при помощи ступицы и плиты 7. На одной оси ступицы и плиты находится неподвижный ролик-шаблон 6 с хомутиком 7. Подвижный ролик 2 закреплен в скобе 4 с рукояткой 3. Трубу 5 для изгиба вставляют между роликами так, чтобы конец ее вошел в хомутик 7. Затем рукояткой 3 повертывают скобу 4 с подвижным роликом 2 вокруг неподвижного ролика-шаблона 6 до тех пор, пока труба не изогнется на требуемый угол.
Гибка медных и латунных труб. Подлежащие гибке в холодном состоянии медные или латунные трубы заполняют расплавленной канифолью, или расплавленным стеарином (парафином), или свинцом. Порядок гибки аналогичен описанному ранее. Канифоль после гибки выплавляют начиная с концов трубы, так как нагрев середины трубы, наполненной канифолью, разрывает трубу.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600 -700°С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок.
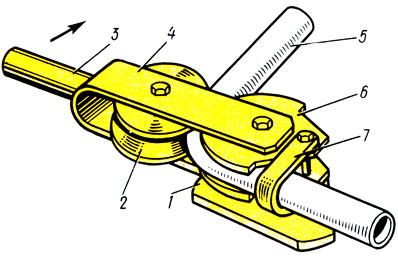
Рис. 104. Гибка трубы в холодном состоянии в приспособлении: 1 — плита, 2 — подвижный ролик, 3 — рукоятка, 4 — скоба, 5 — труба,
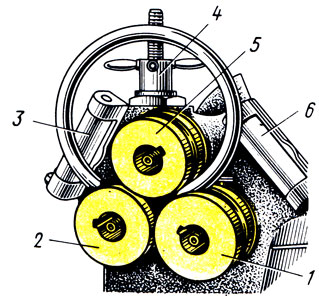
Рис. 105. Гибка трубы в кольцо: 1,2 — нижние ролики, 3,6 — прижими, 4 — рукоятка, 5 — верхний ролик
Латунные трубы, подлежащие гибке в холодном состоянии, предварительно отжигают при 600 — 700°С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб.
Дюралюминиевые трубы перед гибкой отжигают при 350 -400°С и охлаждают на воздухе.
Механизация гибки труб. При массовом изготовлении деталей из труб небольших диаметров применяют ручные трубогибочные приспособления и рычажные трубогибы, а для гибки труб больших диаметров (до 350 мм) — специальные трубогибочные станки и прессы.
Гибку труб в кольцо производят на трехроликовом гибочном станке. На рис. 105 показан момент гибки в кольцо трубы диаметром до 25 мм без наполнителя.
Перед гибкой налаживают станок — регулируют положение верхнего ролика 5 относительно двух нижних роликов 7 и 2 вращением рукоятки 4. При вращении рукоятки по часовой стрелке верхний ролик опускается вниз, и наоборот, при вращении против часовой стрелки — идет вверх.
Широко используются новые способы гибки труб — гибка с растяжением заготовки и гибка с нагревом токами высокой частоты. Первый способ заключается в том, что заготовку подвергают совместному действию растягивающих (превышающих предел текучести металла) и изгибающих усилий. Этот процесс осуществляется на гибочно-растяжных машинах с поворотным столом. Гнутые этим способом детали имеют высокую прочность и меньшую массу. Такой способ применяют при изготовлении труб для самолетов, автомашин, морских судов и др.
При гибке труб с нагревом токами высокой частоты нагрев, гибка и охлаждение происходят непрерывно и последовательно в специальной высококачественной установке типа трубогибочных станков. Установка допускает гибку труб диаметром от 95 до 300 мм. Она состоит из двух частей: механической и электрической; механическая часть представляет собой станок для гибки труб, а электрическая состоит из электрооборудования и высокочастотной установки. Указанный способ имеет ряд преимуществ: обеспечивается меньшая овальность в месте изгиба трубы, высокая производительность (в 4 -5 раз выше других способов), процесс механизирован.
Правильно изогнутыми считаются трубы, не имеющие вмятин, выпучин и складок.
При гибке труб необходимо соблюдать следующие условия:
тщательно следить за равномерностью вытягивания внешней стенки и посадки внутренней стенки трубы; учитывать, что внешняя стенка трубы легче вытягивается, чем происходит посадка внутренней стенки трубы;
трубу гнут плавно, без рывков; появившиеся складки правят молотком. Для предупреждения складок трубу сначала гнут несколько больше, чем следует по шаблону, а затем отгибают в соответствии с шаблоном;
во избежание разрыва нельзя гнуть трубу и выправлять складки, если труба охладилась до светло-вишневого цвета (800°С). Поэтому трубы больших диаметров гнут с многократным нагревом;
после проверки трубы шаблоном удаляют пробки, высыпают песок и обрезают концы по шаблону, затем очищают и промывают трубу внутри.
Развальцовка (вальцевание) труб заключается в расширении (раскатывании) концов 4 труб изнутри специальным инструментом (вальцовкой). Для этого инструмент (рис. 106) зажимают в слесарных тисках. Трубу вставляют в соответствующее по диаметру отверстие 3 (каленая втулка), а затем ударами молотка по оправке 7 развальцовывают конец 4 трубы до необходимых размеров. Концы труб диаметром больше 18 мм развальцовывают при помощи специальной вальцовки (рис. 107), которая состоит из стального стержня 5, на одном конце стержня имеется конус 7, а на другом — квадратная головка 6. Стержень 5 помещен в корпус 3, внутри которого размещены ролики 2, имеющие небольшую конусность.
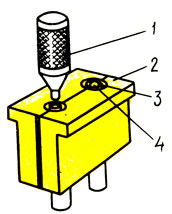
Рис. 106. Развальцовывание трубы в слесарных тисках: 1 — оправка, 2 — инструмент (вальцовка), 3 — каленая втулка, 4 — конец трубы
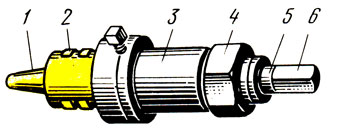
Рис. 107. Специальная вальцовка: 1 — конус, 2 — ролики, 3 — корпус, 4 — гайка, 5 — стержень, 6 — головка
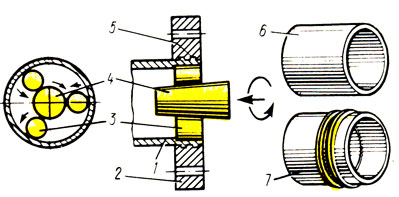
Рис. 108. Схема развальцовывания: 1 — конец трубы, 2 — фланец, 3,4 — ролики, 5 — канавки, 6 — труба до вальцевания, 7 — труба после вальцевания
Процесс развальцовывания состоит в том, что на конец трубы 7 (рис. 108) надевают фланец 2 с выточенными в его отверстии канавками 5, затем в трубу вставляют вальцовку с роликами и вращают. При вращении вальцовка роликами 3, 4 раскатывает трубу, вдавливая металл трубы в канавки 5 фланца до тех пор, пока они не заполнятся до отказа. Если вращение вальцовки становится свободным, подтягивают гайку 4 (см. рис. 107), углубляя тем самым конус в трубу.
Наиболее производительным является вальцевание на специальных вальцовочных машинах и различных механизмах.
Виды и причины брака при гибке. При гибке металла брак чаще всего проявляется в косых загибах и механических повреждениях обработанной поверхности как результат неправильной разметки или закрепления деталей в тисках выше или ниже разметочной линии, а также неправильного нанесения ударов.
Безопасность труда при гибке. В целях обеспечения безопасности заготовки укрепляют в тисках или других приспособлениях прочно, работают только на исправном оборудовании.
Перед началом работы на гибочных станках знакомятся с инструкцией; работу выполняют осторожно, чтобы не повредить пальцы рук. Работают в рукавицах и застегнутых халатах.
Источник
Методы гибки труб
Череповецкий завод занимается производством качественных конструкций из металла на протяжении 55 лет. В процессе изготовления мы используем технологию гибки труб.
Без труб, согнутых под углом, не обходится ни один строительный проект. Изделия используются в нефтяной и химической промышленности. Гибка труб не нарушает их целостность, а также обеспечивает надежность и привлекательный внешний вид деталей.
Преимущества гибки труб перед сваркой или резьбовым соединением:
- снижение материалоемкости;
- снижение трудоемкости при создании конструкции;
- отсутствие негативного воздействия на металл;
- улучшенные показатели гидроаэродинамики;
- лучший внешний вид конструкции;
- улучшенная герметизация.
Технология гибки труб бывает разная. Выбор метода зависит от множества факторов:
- материала изготовления;
- профиля;
- толщины изделия;
- радиуса сгиба;
- показателей прочности и долговечности;
- диаметра профиля и т.д.
Особенности процесса гибки труб
В процессе гибки на трубу действуют две силы: радиальные и тангенциальные. Первые способствуют деформации сечения, а вторые – формируют складки. Идеальным результатом считается отсутствие гофр на стенках и сечение трубы, оставшееся без изменений. Процесс гибки сокращает количество швов от сварочных работ при прокладке трубопровода.
Основные технологии гибки труб
Технология гибки труб бывает механическая и ручная. Существует также горячая и холодная гибка труб. Выбор оптимального метода зависит от вида материала, его габаритов и угла изгиба.
Горячая гибка труб
Горячий метод позволяет согнуть даже самые жесткие трубы. Гибка происходит как вручную, так и с применением оборудования. Технология довольно трудоемкая, она предполагает предварительную подготовку изделия (нагрев) и использование наполнителей. В качестве второго используют очищенный речной песок без органических объектов, мелких частиц и содержания влаги.
Гибка горячих труб происходит под воздействием в +900 градусов. Пережоги и дополнительные нагревы могут ухудшить качественные характеристики изделия. Размер части, которая нагревается, зависит от радиуса и размера сечения. В конце процесса убирается песок и заглушки, а затем промывается внутренняя поверхность трубы.
Ручная гибка горячим методом осуществляется с помощью наматывания на калибр и деформации на опорах.
Механическая горячая гибка труб практикуется на вальцевых трубогибах. Изделие нагребают перед подачей в оборудование.
Холодная гибка труб
Холодная гибка труб часто применяется для цветных металлов диаметром до 4 см. Вручную процедура выполняется с помощью наматывания изделия на шаблон и деформации на опорах.
Перед наматыванием на шаблон трубу наполняют песком или солью. Затем берут калибр и гнут трубу, наматывая ее вокруг оборудования. Данный способ подходит для изделий из латуни, дюраля или другого пластичного материала.
Деформация на опорах выполняется следующим образом: изделие устанавливается на две опоры, затем наносят удары в центральную точку. Под действием ударов труба начинает сгибаться.
Механическая холодная гибка труб предполагает обязательное применение дорна – стабилизатора. Его размещают в рабочем участке изделия, чтобы не допустить деформации его стенок. Дорн может быть двух видов. Жесткий изготавливают из твердого металла с одним закругленным концом, а гибкий – имеет несколько гнущихся сегментов на конце. Дорн позволяет сохранять формы стенок и извлекается после завершения процесса гибки.
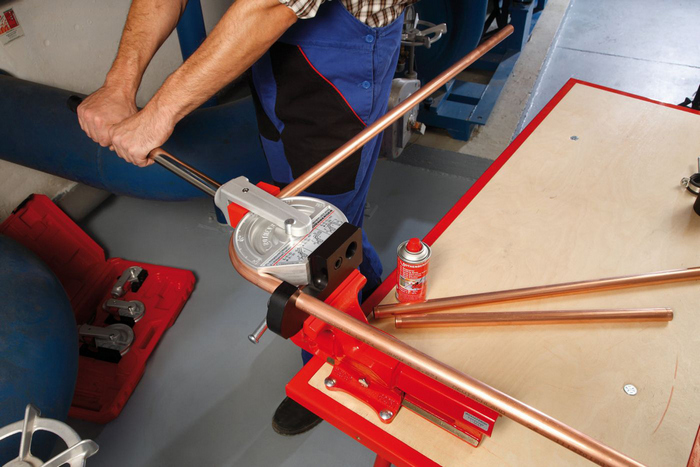
Переносные трубогибы
Если металлоконструкции нужно согнуть на месте производства, используют технологии, которые подразумевают применение трубогибов. Они бывают:
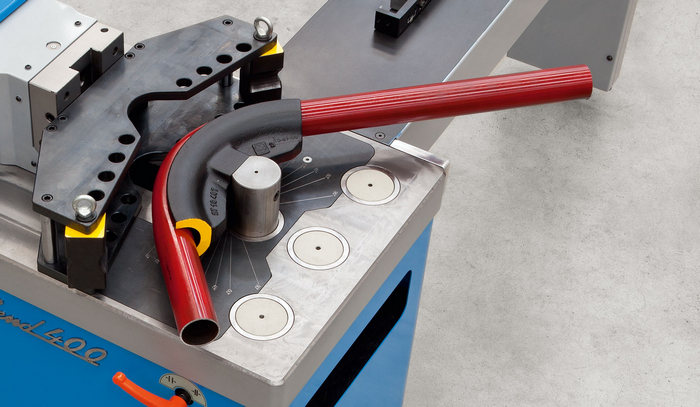
- Рычажные. Гибка труб выполняется благодаря силе человека. Мастер работает при помощи длинной рукоятки и может согнуть изделие до 180 градусов.
- Арбалетные. Оборудование размещается на двух опорах, которые вращаются вокруг собственной оси. Арбалетные трубогибы применяются для изделий из нержавеющей стали диаметром до 10 см под углом в 90 градусов.
- Электрические. Оборудование позволяет осуществлять гибку труб на сегментах разного радиуса.
Достоинства электрического трубогиба:
- возможность выставлять угол до 180 градусов;
- универсальное применение;
- компактность;
- легкий вес;
- автоматическая работа;
- плавная смена режимов работы;
- простая эксплуатация.
Оборудование будет работать даже без электричества, благодаря встроенному аккумулятору.
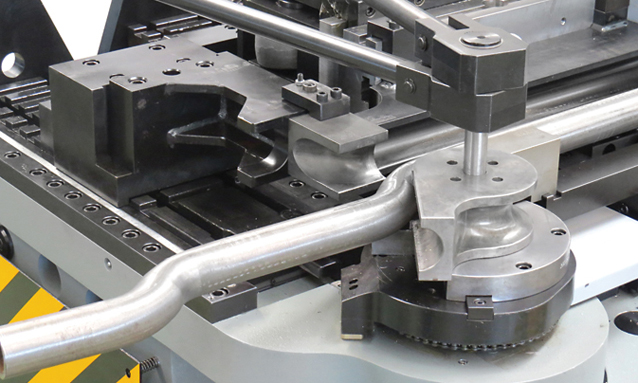
Станочная гибка труб
Станочная гибка труб – наиболее используемая технология. Она осуществляется при помощи трехроликового вальцевого трубогиба. Оборудование работает по методу холодного деформирования трубы. Трубогиб работает с абсолютно любым видом металла, подходит для изделий круглого сечения или профилей. Оборудование полностью универсально.
Применение станочной гибки труб позволяет предотвратить деформацию изделий и получить качественный результат. Технология позволяет обрабатывать трубы более 5 метров, что удобно в процессе строительства. Угол работы составляет не более 360 градусов.
Принцип станочной гибки труб: один конец захватывается и фиксируется, а затем закручивается на колодку под необходимым углом.
Способы гибки труб большого диаметра
Трубы большого диаметра (до 30 сантиметров) нагревают, сгибают с использованием электрического тока, а затем охлаждают. Технология гибки состоит из механической и электрической частей. Вторая включает в себя установку с высокой частотой. Трубы нагреваются и в таком виде деформируют. Чтобы подобрать оптимальный угол сгиба, применяют отклоняющийся ролик.
Второй способ – гибка на гибочно-растяжных машинках. Приборы растягивают и сгибают металл. В результате получаются изделия с круто согнутыми углами. Такой метод позволяет согнуть трубу до 180 градусов.
Технология гибки труб большого диаметра выполняется на специальном оборудовании. На изделие воздействуют усилия, которые в результате позволяют получить изогнутые трубы под крутым углом с недеформированной стенкой. Такие изделия подходят для автомобильной, авиационной и судостроительной сферы.
Особенности гибки труб из цветных металлов
Главное отличие цветных металлов в их пластичности. Неправильное выполнение инструкции по гибке труб из данного материала может привести к деформации и разрыву заготовки.

1. Гибка медных и латунных труб.
Для латунных и медных труб используют метод холодного и горячего деформирования. В обоих случаях в полость изделия помещают наполнитель – расплавленную канифоль (для холодного способа) и песок (для горячего).
Для начала необходимо обжечь заготовки, а затем остудить их. Температура воздействия – от +600 до +700 градусов. Охлаждают материалы разными способами: медь окунают в воду, а латунь – оставляют проветриться на открытом воздухе.
По завершению процесса наполнитель выплавляют. Чтобы не деформировать трубу, извлечение начинают с краев. Изделия из цветных металлов лучше поддаются процессу сгибания, однако проблемы остаются теми же: внутренняя стенка утолщается, а наружная – истончается. Несоблюдение инструкции сгиба может привести к изменению формы трубы.
2. Гибка алюминиевых труб.
С трубами из алюминия работают теми же методами: с использованием роликов, прокаткой, откатыванием, давлением.
Первый вариант подходит для тонких заготовок, с диаметром не более 10 см. Он позволяет получить изгиб без достаточной градусной точности. Оптимальный радиус сгиба – 5-6 диаметров.
Второй способ подходит для труб с большим сечением. Он используется для создания декоративных элементов интерьера. Для этого применяют трехроликовое гибочное оборудование.
Метод откатки позволяет получить лишь небольшой изгиб.
В способе давления используют прессы со штампами. Изделие приобретает нужный угол под воздействием давления извне.
Работать с алюминиевыми трубами просто: они прочные и пружинистые. Изделия обжигают при температуре от +350 до +400 градусов, а затем осуждают на открытом воздухе.
Вы можете заказать гибку труб в Череповецком заводе металлоконструкций. Мы занимаемся производством и обработкой изделий в собственных цехах. В нашей команде работают настоящие профессионалы с большим опытом работы.
Преимущества нашей компании:
- кратчайшие сроки выполнения работ;
- гарантия от 12 до 24 месяцев;
- контроль за выполнением работы в онлайн-режиме;
- доступная стоимость;
- доставка в любую точку России;
- удобные способы оплаты (наличными или картой).
Для консультации звоните по телефону 8 800 222 04 45.
Источник



