- Способы фиксации резьбовых соединений
- Способы фиксации резьбовых соединений
- Фиксация с помощью деформации:
- Фиксация путем использования элементов, предотвращающих самоотвинчивание
- Фиксация путем использования элементов, предотвращающих самоослабление резьбовых соединений
- Продукция Loctite, предназначенная для эффективной фиксации резьбы
- Создание требуемого усилия сжатия
- О подборе болта
- Об усталостной прочности
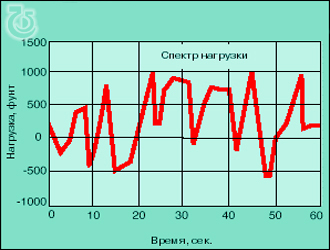
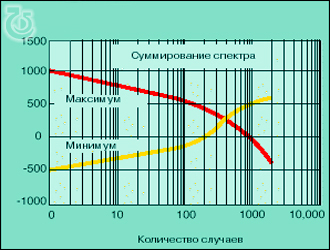
- Использование метода спектрального анализа при расчете безопасной нагрузки
Способы фиксации резьбовых соединений
Способы фиксации резьбовых соединений
Существующие способы фиксации резьбовых соединений условно можно разбить на три отдельные группы:
Фиксация с помощью деформации:
В данном случае усиление упругости соединения будет компенсироваться благодаря проседанию после сборки. Таким образом, усилие предварительного напряжения сохранится и затруднит ослабление резьбового соединения. Однако данный метод не предотвратит самоотвинчивание соединения в случае, когда между напряженными деталями присутствуют относительные колебания. Тарельчатые пружины с высокой жесткостью и конические пружинные шайбы могут послужить примерами способа деформации. Эффекты фиксации резьбовых соединений, получаемые с помощью использования иных элементов, таких, например, как пружинные шайбы, шайбы веерного типа, эластичные и зубчатые шайбы, не является адекватными. Шайбы подобного типа не рекомендуется использовать при фиксации болтов, относящихся к классу 8.8 и выше (американским эквивалентом является марка 5).
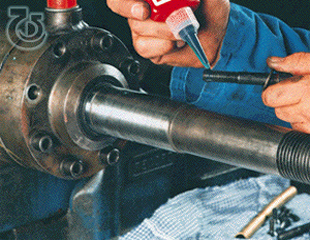
Рис. 25: На картер двигателя установлен болт с резьбовым фиксатором Loctite.
Фиксация путем использования элементов, предотвращающих самоотвинчивание
Использование крепежных элементов, предотвращающих самоотвинчивание, позволяет несколько убавить усилие затяжки. Например: проволочные фиксаторы, корончатые гайки, болты, оснащенные металлическими и пластмассовыми резьбовыми вставками. Используя данные элементы можно избежать изменения фиксированного положения, однако они малоэффективны для сохранения первоначально созданного усилия затяжки. Для этого следует использовать элементы, предотвращающие самоослабление.
Фиксация путем использования элементов, предотвращающих самоослабление резьбовых соединений
К таким элементам относятся:
- гайки и болты, имеющие стопорящие зубчики
- болты, имеющие рифленые фланцы
- специальные клеи
Продукция Loctite, предназначенная для эффективной фиксации резьбы
Предотвращающие самоотвинчивание устройства в вопросах фиксации резьбы должны отвечать самым высочайшим стандартам. Корпорацией Loctite были разработаны жидкие однокомпонентные клеи, способные полностью заполнять микроскопические зазоры, существующие в резьбовых соединениях между граничащими плоскостями. Контактируя с металлом при отсутствии воздуха, данные клеи полимеризуются, превращаясь в твердую, прочную, термореактивную пластмассу.
С помощью резьбового фиксатора создается соединение граничащих между собой резьбовых поверхностей, которое сцепляет их шероховатости, предотвращая любые перемещения резьбовых деталей. В результате, проблема разрешается там же, где и возникает — в резьбе. Именно по этой причине разработанные корпорацией Loctite резьбовые фиксаторы считаются наиболее эффективными средствами, предотвращающими самоотвинчивание в крепежных соединениях.
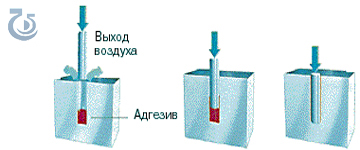
Рис. 26: Во время установки резьбовой части, на которую нанесен продукт, в глухое отверстие, находящийся в нём сжимаемый воздух не позволит продукту распределиться по всей резьбовой части, выдавив клей наружу, что приведет к значительному снижению прочности фиксации резьбового соединения.
Чтобы избежать подобных негативных последствий, продукт следует нанести и на дно отверстия, которое послужит для него своеобразным резервуаром.
Чтобы снизить расход продукта, на дно отверстия, перед его нанесением, можно поместить резиновую пробку.
Необходимо, чтобы фиксатор покрывал резьбу по всей длине и чтобы полимеризации клея ни что не препятствовало (некоторые очистители или масла могут затруднить и даже полностью остановить процесс анаэробной реакции). Нанесение на резьбовую часть жидких анаэробных фиксаторов осуществляется посредством специальных дозирующих устройств или вручную. Оптимальное количество используемого продукта будет зависеть от таких параметров, как: размер резьбы, вязкость фиксатора и конфигурация деталей. При больших размерах деталей клей следует наносить на обе поверхности. Для фиксации глухих резьбовых отверстий на дно отверстия клей следует наносить в количестве, достаточном для того, чтобы вытесненный резьбовой фиксатор после сборки заполнил резьбовое соединение по всей длине (рис. 26).
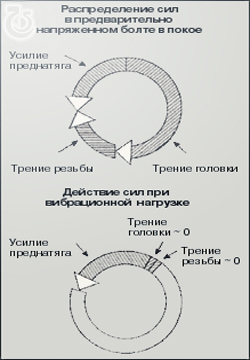
Рис. 27: Силы, воздействующие на резьбовые соединения.
В жидком состоянии некоторые из анаэробных фиксаторов Loctite на резьбовой коэффициент трения при монтаже воздействуют положительно, подобно смазке. Такое свойство позволяет использовать данные продукты в работе автоматических поточных линий, без замены установленного на них сборочного оборудования. Но при этом необходимо, чтобы были определены момент затяжки и предварительное напряжение.
Создание требуемого усилия сжатия
Покупатель, приобретающий болт или гайку, не редко желает выяснить, какое усилие сжатия можно получить при использовании приобретенных деталей и в течение какого периода времени оно сможет сохраняться на первоначальном уровне. Впоследствии также может возникнуть потребность ослабить или разобрать данное соединение. Болты и гайки эту функцию выполняют очень хорошо, но чтобы получить желаемый результат на протяжении долгого времени их следует использовать грамотно.
Затягивая винт или болт, мы прилагаем усилие к головке. Вращательное усилие, направленное по часовой стрелке, уменьшает интервал между гайкой и болтом. При возникновении сопротивления (к примеру, стягивание фланца) болт продолжит вращение до момента образования баланса между реактивным моментом сопротивления соединения и крутящим моментом, приложенным к головке. Первый образуют три составляющих: трение между сопрягаемой поверхностью и головкой болта, напряжение болта и трение в резьбе. Каким образом распределяется вращающий момент между тремя вышеперечисленными факторами показано на рисунках 27 и 28.
В виде формулы соотношения равновесия можно отобразить следующим образом: T = KdF,
T = значение момента затяжки
D = значение диаметра болта
F = значение усилия сжатия
K = значение эмпирической постоянной, учитывающей все силы трения, а также переменный диаметр в резьбе и под головкой болта, где воздействуют силы трения (коэффициентом трения она не является, хотя и имеет с ним связь).
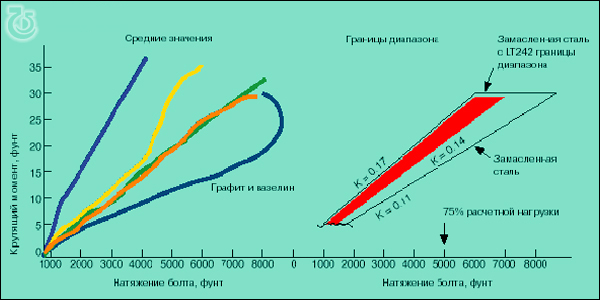
Определить значения K можно экспериментально (рис. 29).
Величина коэффициента трения и, соответственно, постоянной K может значительно колебаться вследствие очень большой силы сжатия, создаваемой поверхностями, которые бывают шероховатые, гладкие, оксидированные, химически обработанными и/или смазанные. У замасленной стали значение K постоянное и варьируется в пределах 0.11 — 0.17 или порядка 20% от момента затяжки. Суммарной силой трения поглощается 80-90 % момента затяжки (рис. 28). Соответственно, для определения оптимальных значений момента затяжки, необходимых для того, чтобы обеспечить определенные осевые нагрузки на болт, следует произвести специальные испытания с использованием устройств для измерения величины крутящего момента. В технических данных смазок и других материалов, используемых для обработки резьб, часто указываются значения постоянной K, которые размещаются на кривой «вращающий момент – натяжение», представленной на рисунке 30. Указанные значения были получены опытным путем на болтах 3/8 x 16 (ориентировочно соответствует резьбе M10) c завернутой гайкой. Торец и резьба гайки смазывались. При несмазанных опорных поверхностях (как гайки, так и головки болта) значение постоянной K может увеличиться почти вдвое. При работе с резьбовыми фиксаторами Loctite можно точно рассчитать момент натяжение и затяжки болта, благодаря чему они идеальны для использования в поточном производстве. На значение постоянной K влияют следующие факторы: материал фланцев и крепежа, скорость сборки, качество болта, шероховатость поверхностей и резьбовой зазор, выбранный продукт Loctite.
| Соотношение моментов в болте (предварительно затянутом) | ||
| Доля от усилия преднатяга (в процентах) | ||
| UNC (для грубой резьбы) | UNF (для точной резьбы) | |
| Резьбовое трение | 39 процентов | 42 процента |
| Упругость болта | 15 процентов | 10 процентов |
| Усилие преднатяга | 100 процентов | 100 процентов |
| Общее трение головки | 46 процентов | 48 процентов |
| Усилие отворачивания | 70 процентов | 80 процентов |
Рис. 28: Соотношение моментов в болте (предварительно затянутом).
| Относительные* величины коэффициента К, отражающие смазывающие свойства фиксаторов резьбы на разных материалах. | ||
| Материал | Масло | Фиксатор резьбы |
| Для стали | 0,15 | 0,14 |
| Для фосфатирования | 0,13 | 0,11 |
| Для кадмия | 0,14 | 0,13 |
| Для нерж. стали 404 | 0,22 | 0,17 |
| Для цинка | 0,18 | 0,16 |
| Для латуни | 0,16 | 0,09 |
| Для кремнистой бронзы | 0,18 | 0,24 |
| Для алюминия 6262.Ta | 0,17 | 0,29 |