
- Зарисовать способы фиксации поршневых пальцев
- Поршневой палец: описание,виды,применение,установка,фото,видео.
- Применение поршневого пальца
- Почему поршневой палец трудно облегчить?
- Зачем нужно отверстие в центре поршневого пальца?
- По способу осевой фиксации пальцы делятся на две группы:
- Фиксированный
- Плавающий
- Подбор поршневого пальца
- Материал для изготовления поршневых пальцев
- Установка поршневого пальца
- Установка плавающего поршневого пальца
Зарисовать способы фиксации поршневых пальцев
Поршни судовых двигателей имеют пальцы 2 (рис. 1) плавающего типа, так называют пальцы, которые не закрепляются в бобышках и после нагревания поршня при работе двигателя могут свободно вращаться. Их вставляют в бобышки 8 у чугунных поршней с небольшим зазором, а у алюминиевых – с незначительным натягом. Такие «плавающие» пальцы изнашиваются равномерно.
Рис. 6. Фиксация пальца заглушками 
Фиксированные пальцы изнашиваются с одной стороны. При слишком большом зазоре в бобышках пальцы стучат и разбивают их.
Поршневые пальцы изготавливают из углеродистых или легированных, цементируемых и азотируемых сталей, а также из высокоуглеродистых сталей, подвергаемых закалке токами высокой частоты (ТВч). Поверхность пальца цементируют, азотируют и закаливают. В целях уменьшения массы пальцы делают полыми.
От смещения в осевом направлении пальцы фиксируются пружинными кольцами 10 (рис. 1), которые заводятся в канавки, прорезанные в бобышках. Встречается фиксация пальцев алюминиевыми заглушками 1 (рис. 2), вставляемыми в расточку пальца 3 или в расточку бобышек. Если в сопряжении пальца 3 (рис. 6, а) с бобышками 1 по каналам “а” проводится масло из верхней головки шатуна, то заглушка 2 крепится к поршню, чем предотвращается поступление его к стенке втулки цилиндра. У двухтактных двигателей заглушки 1 (рис. 6, б), стягиваемые шпилькой 2, не только фиксируют палец 3, но и предотвращают утечку продувочного воздуха.
Задание5. Общее устройство шатунов.
Зарисовать конструкцию шатуна тронкового дизеля , составить спецификацию основных его элементов, указать разновидности, комплектация (оснащение) шатуна.
 Основными элементами шатуна (рис. 7) являются верхняя (поршневая) головка 6, стержень 5, нижняя (кривошипная) головка 4. Верхняя головка шатунов дизелей выполняется заодно со стержнем неразъемной. Нижняя головка 4 делается разъемной (или отъемной) с крышкой, крепящейся болтами 3. Шатуны изготавливают из стали штамповкой или свободной ковкой. При выполнении шатуна свободной ковкой стержень 5 его делают круглого сечения. У штампованных шатунов стержень 7 обычно двутаврового сечения. Стержень шатуна используется для подвода масла из кривошипного подшипника в поршневой.
Основными элементами шатуна (рис. 7) являются верхняя (поршневая) головка 6, стержень 5, нижняя (кривошипная) головка 4. Верхняя головка шатунов дизелей выполняется заодно со стержнем неразъемной. Нижняя головка 4 делается разъемной (или отъемной) с крышкой, крепящейся болтами 3. Шатуны изготавливают из стали штамповкой или свободной ковкой. При выполнении шатуна свободной ковкой стержень 5 его делают круглого сечения. У штампованных шатунов стержень 7 обычно двутаврового сечения. Стержень шатуна используется для подвода масла из кривошипного подшипника в поршневой.
Для этого по оси стержня 5 сверлят каналы “а” и ”б”. В двутавровых шатунах для данной цели используют трубку 8, прикрепляемую к стержню скобами 9, или утолщение 10 стержня, в котором сверлят канал “в”.
Верхняя головка
Втулка 1 (рис. 8, а), запрессованная в верхнюю головку шатуна, образует головной подшипник для пальца, соединяющего шатун с поршнем. Его изготавливают из оловянисто-фосфористой бронзы или стали с заплавкой изнутри свинцовистой бронзой. Втулка становится болтом. На ее поверхности протачивается кольцевая или полукольцевая канавка “б” и сверлятся отверстия “в” для подвода масла из осевого канала “а” стерня шатуна в холодильники 2 подшипника верхней головки шатуна. Двигатель с охлаждаемыми поршнями имеет в головках шатунов отверстия “в” (рис. 2, б) для выхода масла. При этом канавка “б” делается кольцевой и соединяет отверстие с осевым каналом “а”.
Рис. 7. ШатунПредусмотрен ряд отверстий “г” в головке и во втулке для подвода масла к поршневому пальцу. Подшипник верхней головки шатуна у высокооборотных двигателей может смазываться разбрызгиванием, то есть частичками масла, находящимися в картерном пространстве. В данном случае (рис.8, в) головка шатуна и втулка 1 имеет ряд отверстий “а” в верхней части, через которые частицы масла оседают на пальце поршня,смазывая его. В одно из отверстий вставлена латунная трубка 2, стопорящая втулку 1.
 Рис. 8. Верхние головки шатунов
Рис. 8. Верхние головки шатунов
 5.2 Нижняя головка
5.2 Нижняя головка
Рис 9 Нижняя головка щатуна
У среднеоборотных двигателей первых выпусков отъемная кривошипная головка. Стержень шатуна (рис. 9, а) заканчивается пяткой 10, к которой болтами 5 крепятся верхняя 7 и нижняя 2 половинки головки. Для центровки со стержнем шатуна верхняя половинка кривошипной головки снабжена выступом 13.
Отъемная головка шатуна позволяет регулировать высоту  камеры и степень сжатия путем изменения толщины прокладки 8 род пяткой 10 шатуна. На двигателях постройки последних лет прокладки 8 не ставят, так как они уменьшают общую жесткость головки.
камеры и степень сжатия путем изменения толщины прокладки 8 род пяткой 10 шатуна. На двигателях постройки последних лет прокладки 8 не ставят, так как они уменьшают общую жесткость головки.
Ремонт шатуна с отъемной головкой проще, чем у шатуна с неотъемной головкой, хотя общая масса его больше. Для шатунной шейки кривошипа коленчатого вала в нижней головке имеется подшипник, называемый кривошипным. Внутренняя поверхность половинок 2 и 7 в отъемной головке заплавляется антифрикционным сплавом без вкладыРис. 3. Нижние головки шатуна шей. Для заливки шатунных подшипниковиспользуются такиеже сплавы, как и для заливки рамовых. В разъеме подшипника устанавливают наборы прокладок 4 для регулирования масляного зазора. Масло для смазки кривошипного подшипника поступает из осевого канала коленчатого вала на поверхность шейки через одно или 2 отверстия. При одном отверстии в подшипнике прорезается кольцевая канавка “б”. Из нее масло направляется в холодильники 15, затем через отверстие “а”, трубку 14 – к подшипнику верхней головки шатуна.
Кривошипный подшипник при неотъемной нижней головке образуется стальными вкладышами 4 и 5 (рис. 9, б), заплавляемыми антифрикционным сплавом. От проворачивания вкладыши фиксируются штифтами 2 и 1, иногда у вкладышей делают выточки под шатунные болты 3 (рис. 1), при этом последние являются фиксаторами вкладышей.
У небольших двигателей кривошипная головка часто выполняется с косым разъемом (рис. 3, в) крышка крепится к головке 4 шпильками 1, застопоренными в головке штифтами 3. Косой разъем делится для удобства обслуживания, а иногда в технологических целях.
Шатуны V-образных двигателей (рис. 3, г) имеют общую для двух цилиндров кривошипную головку. К главному шатуну 1 пальцем 2 крепится прицепной 3, нижняя головка которого снабжена бронзовой втулкой 4, и смазывается маслом, поступающим от шейки вала по каналам “а” и ”б”. Крышка 6 кривошипного подшипника крепится двумя коническими штифтами 5, вставляемыми в ушки крышки 6 и головки главного шатуна 1.
Шатунные болты
Болты шатуна являются ответственной деталью двигателя. При их обрыве разрушается картер двигателя, выходит из строя нижняя часть рабочей втулки, могут быть разбиты поршень и крышка цилиндра. Болты нагружены переменными силами инерции (только и четырехтактных двигателях) и усилием затяжки и подвержены усталостным напряжениям. Болты изготовляют из низколегированной стали (марки ЗОХНЗА и др.). У шатуна чаще всего два болта; четыре болта меньшего диаметра ставят в тех случаях, когда необходимо уменьшить размеры нижней головки и подошвы стержня шатуна, чтобы иметь возможность вынимать при разборке двигателя поршень с шатуном через цилиндр.

 Обычно кривошипная головка крепится двумя болтами, по одному с каждой стороны (рис.10, а), а иногда и четырьмя (рис. 10, б). При косом разъеме головки (рис. 10, в) число крепежных шпилек достигает шести. Шатунные болты используют не только для крепления, но и для центровки. Для этого у шатуна (рис. 10, а) болт 5 имеет центрирующие пояски 3, 9. Точность соединения нижней 2 и верхней 7 половинок подшипника обеспечивает поясок 3.
Обычно кривошипная головка крепится двумя болтами, по одному с каждой стороны (рис.10, а), а иногда и четырьмя (рис. 10, б). При косом разъеме головки (рис. 10, в) число крепежных шпилек достигает шести. Шатунные болты используют не только для крепления, но и для центровки. Для этого у шатуна (рис. 10, а) болт 5 имеет центрирующие пояски 3, 9. Точность соединения нижней 2 и верхней 7 половинок подшипника обеспечивает поясок 3.


Рис. 11. Способы фиксации шатунных болтов: а — штитом;
Рис. 10. Конструкция шатунных болтов б — фиксирующим выступом
Поясок 9 центрирует пятку 10 стержня шатуна с верхней половинкой 7. Иногда для центровки используют штифты 2 (рис. 3, б) и выступы 2 (рис. 3, в), у головки или центрующие бурты 2 (рис. 1), у крышки. Штифтами 1 (рис. 3, а) шатунные болты фиксируются от проворачивания, а винтом 6 – от выпадания. Гайки 11 шатунных болтов выполняют корончатыми, стопорящимися стандартными шплинтами 12.
Источник
Поршневой палец: описание,виды,применение,установка,фото,видео.
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
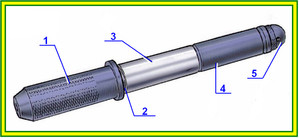
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие
2 – Зазор между пальцем и бобышкой поршня
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой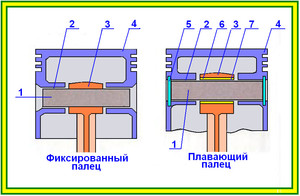
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированный
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающий
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Источник



