
Устройство автомобилей
Детали шатунной группы
Шатунная группа
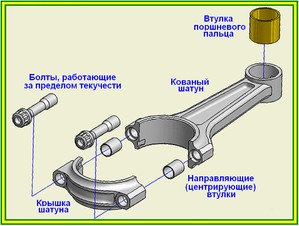
Шатунная группа образует промежуточное шарнирное звено между прямолинейно перемещающимся поршнем и вращающимся коленчатым валом. Она включает в себя шатун, шатунные вкладыши, втулку верхней головки шатуна и крепежные детали, к которым относятся болты и гайки нижней головки шатуна, выполняемой чаще всего разъемной (см. рис. 1).
Детали шатунной группы несут значительные механические нагрузки, принимаемые от поршня через поршневой палец и передаваемые далее деталям группы коленчатого вала, а также значительные инерционные нагрузки, обусловленные сложным знакопеременным движением шатуна.
По этим причинам к конструкции деталей шатунной группы предъявляются определенные требования, направленные на обеспечение их надежной и безотказной работы, а также приемлемой долговечности, поскольку ремонт и замена этих деталей связаны с ремонтными работами значительной трудоемкости.
Шатун
Основной деталью шатунной группы является шатун – металлический стержень с головками на обоих концах, шарнирно соединяющий поршень и коленчатый вал. Шатун воспринимает усилие со стороны газов при рабочем ходе от поршневого пальца и передает его кривошипу коленчатого вала, а также обеспечивает перемещение поршневой группы при совершении промежуточных процессов (тактов).
Верхняя головка шатуна качается на поршневом пальце через специальную втулку, а нижняя вращается относительно шатунной шейки посредством подшипников скольжения (вкладышей).

Анализ кинематики движения шатуна показывает, что его верхняя головка перемещается возвратно-поступательно совместно с поршнем. Совершая при этом цикличные угловые колебания небольшой амплитуды.
Нижняя головка шатуна вращается вместе с кривошипом коленчатого вала, при этом она тоже совершает колебания небольшой амплитуды относительно оси цилиндра.
Стержень шатуна совершает сложное циклическое движение в плоскости, перпендикулярной коленчатому валу.
Механические нагрузки, действующие на шатун, очень разнообразны и изменяются по величине и направлению во время работы двигателя. Набольшие напряжения обусловлены силами сжатия при рабочем ходе поршня, поэтому расчеты на прочность для шатунов выполняют по сжимающей нагрузке.
Растягивающие усилия при вспомогательных тактах, а также напряжения, вызванные силами трения и инерции значительно меньше сжимающих сил, тем не менее, при конструировании шатунов (особенно высоконагруженных и быстроходных двигателей) приходится учитывать и их.
К шатунам предъявляются следующие требования:
- высокая усталостная прочность при динамических нагрузках;
- высокая жесткость головок и стержня;
- минимальная масса и габариты (размеры шатуна не должны препятствовать его проходу через цилиндр при сборке двигателя);
- простота и технологичность конструкции.
В зависимости от компоновки двигателя могут применяться различные типы шатунов. В однорядных и V-образных двигателях со смещенными цилиндрами правого и левого ряда наибольшее распространение получили простые одинарные шатуны (рис. 1), непосредственно сопрягаемые с шатунной шейкой коленчатого вала. Реже встречаются в двухрядных и многорядных двигателях с цилиндрами, расположенными в одной поперечной плоскости, сочлененные шатуны (рис. 2).

Сочлененные шатуны могут быть:
- вильчатыми (рис. 2, а) с нижними головками, расположенными соосно шатунной шейке;
- главными (рис. 2, б) и прицепными (рис. 2, в) с нижними головками, размещенными вне центра шатунной шейки.
В последнем случае оси нижних головок главного и прицепного шатунов движутся по разным траекториям.
Конструкция верхней головки шатуна зависит от способов фиксации поршневого пальца. В случае жесткого закрепления поршневого пальца в верхней головке шатуна он запрессовывается в головку с гарантированным натягом.
При установке плавающего пальца в верхнюю головку шатуна запрессовывают бронзовую втулку, толщиной 0,8…2,5 мм.
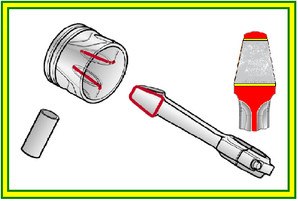
Для подгонки шатуна по массе и расположению центра масс на верхней головке имеется прилив 1 (рис. 3). Чтобы обеспечить равномерное давление на опорную поверхность втулки, поперечное сечение верхней головки делается с утолщением в центре.

Для смазывания поршневого пальца в менее нагруженной части верхней головки шатуна выполняют отверстия или прорези (рис. 3, б, в).
Учитывая значительные отличия величин сжатия и растяжения, верхние головки шатунов дизельных двигателей иногда выполняют с наклонными торцевыми плоскостями (рис. 3, г). При этом давление на нижнюю и верхнюю половины головки сравниваются, а масляный слой имеет более равномерную толщину по окружности.
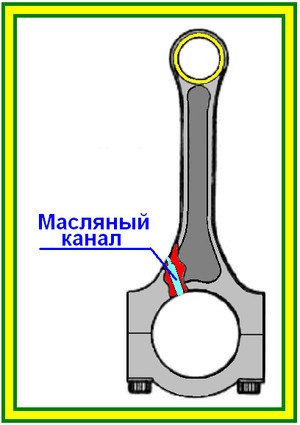
В наиболее нагруженных двигателях применяют подачу масла к поршневому пальцу под давлением через канал в стержне шатуна (рис. 3, д, е). При этом появляется возможность принудительного струйного охлаждения днища поршня через распылитель 2 на верхней головке.
С точки зрения прочности самым опасным сечением верхней головки является сечение в месте ее перехода в стержень (рис. 1, точка А), расположение которого определяется углом φЗ .
Для упрочнения верхней головки выполняют плавный переход (галтель) к стержню или создают прилив металла в зоне перехода.
Стержень шатуна должен обладать высокой жесткостью и прочностью. Этим требованиям отвечает стержень двутавровой формы поперечного сечения, который имеет высокую жесткость по оси х-х (рис. 1).
Такая форма стержня выгодна и с точки зрения уменьшения массы шатуна, а также экономии металла.
Размер поперечного сечения стержня шатуна плавно возрастает от верхней до нижней головки.
Нижняя головка шатуна обеспечивает вращательное движение шатуна вокруг шейки коленчатого вала и образует корпус шатунного подшипника. Для обеспечения сборки механизма нижние головки шатунов выполняются разъемными (разрезными). Крышка нижней головки крепится к шатуну с помощью шатунных болтов, шпилек или конических штифтов (рис. 2).
Для обеспечения правильных переходов отверстия под шатунный вкладыш нижняя головка обрабатывается в сборе с крышкой. Поэтому крышки нижних головок шатунов не взаимозаменяемы.
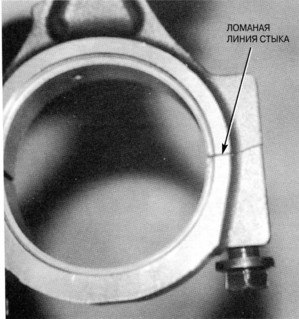
Плоскость разъема нижней головки чаще всего перпендикулярна оси стержня шатуна (рис. 1). Однако в дизелях, имеющих относительно большие диаметры шатунных шеек, коленчатого вала иногда применяют косой разъем нижней головки (рис. 4).
 Если же применять обычный перпендикулярный разъем, нижняя головка может не пройти сквозь цилиндр при монтаже или демонтаже
Если же применять обычный перпендикулярный разъем, нижняя головка может не пройти сквозь цилиндр при монтаже или демонтаже
Для точной центровки крышки относительно шатуна применяют призонные болты (имеющие точно обработанный направляющий поясок), а также треугольные шлицы, буртики и фиксирующие штифты.
Шатунные вкладыши , являясь подшипниками скольжения, обеспечивают вращение шатуна относительно коленчатого вала с минимальным трением и изнашиванием.
Шатунные вкладыши работают в более тяжелых условиях, чем коренные, так как нагружены неравномерно. Они выполняются аналогично вкладышам коренных подшипников и из того же материала. Осевой зазор, которому соответствует возможное перемещение шатуна вдоль шатунной шейки, не должен превышать 0,2…0,3 мм.
Шатунные болты затягиваются с усилием; момент затяжки должен в 2…3 раза превышать момент растяжения, возникающий при работе двигателя.
Болт должен исключать напряжения, перекосы. Должна быть предусмотрена надежная фиксация, препятствующая самоотворачиванию болта.
Напряжения в болте и гайке, возникающие при затяжке, снимаются обратным поворотом гайки на небольшой угол. Болты выполняют фасонными с таким расчетом, чтобы минимальное сечение тела было меньше ослабленного внутреннего диаметра резьбы.
Радиусы перехода от головки к телу и от тела к резьбе выполняются достаточно большими.
Для предотвращения проворачивания головок болтов при затяжке гаек на их боковой поверхности выполняется лыска (срез), которая упирается в выступ нижней головки шатуна. Гайки и болты от самоотворачивания предохраняются шплинтами и стопорными шайбами с отгибаемыми краями. Гайки шатунных болтов иногда делают самоконтрящимися (обжатые по краям).
Из каких металлов изготавливают шатуны?
Для изготовления шатунов бензиновых двигателей используются углеродистые или легированные стали 45, 45Г2, 40Г, 40Х, 40ХН, 40Р, а для дизельных двигателей – высокопрочные легированные стали 18Х2Н4МА, 18Х2Н4ВА, 40ХНЗА, 40Х2МА и др.
Шатуны могут отливаться, также, из высокопрочных титановых сплавов или композитных материалов.
Чаще всего шатуны изготавливаются методом горячей штамповки с последующим механической обработкой рабочих поверхностей. Для повышения прочности шатуны подвергаются термической обработке. Для того, чтобы повысить усталостную прочность, их поверхность обрабатывают стальной дробью.
Источник
Шатунные болты двигателя внутреннего сгорания
Шатунные болты, чтобы создать надёжное прилегание крышки (в процессе сборки шатуна), предварительно следует затянуть с усилием, которое в 2-3 раза превышает растягивающую силу, возникающую во время работы двигателя. Вследствие этого, находясь в напряжённом состоянии, шатунные болты подвергаются воздействию не только переменных сил инерции поступательно движущихся и вращающихся масс, но и изгибающих моментов, которые возникают из-за деформации крышки нижней головки шатуна. Возможен разрыв шатунных болтов вследствие их недостаточной либо чрезмерной затяжки, а также из-за усталостных напряжений изгиба.
Закладные болты (11) [рис. 1] шатунов с прямым разъёмом имеют фигурную головку, которая фиксирует болт от проворачивания при завёртывании гайки. Наиболее нагруженным сечением болта является первый виток резьбы, который выходит из гайки. Вследствие этого прочность данных шатунных болтов по большей части зависит от качества изготовления резьбы. Надёжной считается резьба, выполненная методом пластического деформирования (накатка с дельнейшим упрочнением и скруглением аналогичным методом впадин между витками резьбы).
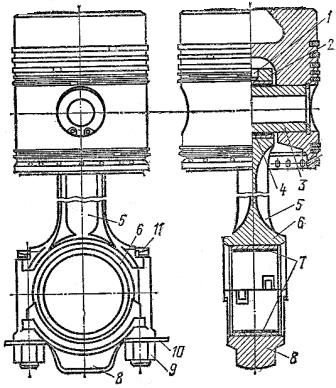
Рис. 1. Шатун с поршнем. Дизельный двигатель Д-240.
1) – Отверстие в верхней головке шатуна;
2) – Верхняя головка шатуна;
3) – Поршневой палец;
5) – Стержень шатуна;
6) – Нижняя головка шатуна;
8) – Крышка нижней головки шатуна;
10) – Стопорная шайба;
Ввёртные болты (20) [рис. 2] шатунов с косым разъёмом изготавливаются в основном с шестигранной головкой (под ключ). Опорная поверхность под головкой у таких болтов обрабатывается достаточно тщательно (до полного прилегания к опорной поверхности крышки). Также на болтах выполнены один либо два направляющих пояска. У болтов, которые применяются на шатунах с фиксацией крышек посредством штифтов, шлицев либо распорных втулок, направляющие пояски отсутствуют.
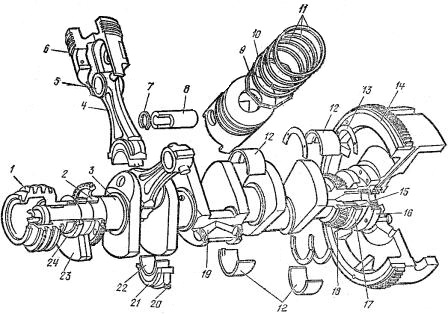
1) – Шкив коленчатого вала;
2) – Шестерня привода масляного насоса;
3) – Коленчатый вал;
5) – Втулка верхней головки шатуна;
7) – Стопорное кольцо;
8) – Поршневой палец;
10) – Поршневое маслосъёмное кольцо;
11) – Поршневые компрессионные кольца;
12) – Вкладыши коренных подшипников;
13) – Упорные полукольца;
14) – Маховик коленчатого вала;
16) – Фланец крепления маховика;
18) – Шестерня привода газораспределения;
19) – Масляная полость шатунной шейки;
20) – Шатунный болт;
21) – Крышка нижней головки шатуна;
22) – Вкладыш шатунного подшипника;
На основной массе современных автомобильных и тракторных двигателей отсутствует специальное стопорение шатунных болтов и гаек, что объясняется автоматическим предохранением шатунных болтов от самоотвинчивания (если сохраняется сила предварительной затяжки), так как угол трения резьбы намного больше угла подъёма резьбы.
Источник
Конструкция шатуна
Шатун двигателя внутреннего сгорания соединяет поршень двигателя с коленчатым валом и во время работы двигателя передаёт все усилия от поршня на коленчатый вал и, наоборот, от коленчатого вала к поршню. При этом шатун совершает достаточно сложное движение. Верхняя головка шатуна совместно с поршнем совершает возвратно-поступательное движение. А нижняя головка шатуна, совместно с шатунной шейкой коленчатого вала совершает круговое движение.
На шатун воздействуют большие знакопеременные и изменяющиеся по величине усилия, вызванные давлением расширяющихся в цилиндре газов и инерцией деталей поршневой группы. Для уменьшения вибрации и повышения максимальных оборотов двигателя, что необходимо для повышения максимальной мощности двигателя, конструкторы стремятся сделать шатун, как и все остальные детали, совершающие возвратно-поступательное движение, как можно легче. Но это стремление вступает в противоречие с необходимостью обеспечения прочности шатуна, работающего под воздействием больших и разнообразных нагрузок. Кроме этого в массовом производстве большое значение имеет себестоимость материалов, из которых изготавливаются шатуны, и стоимость изготовления самого шатуна.
Как и везде в технике, принятие технического решения, это постоянный выбор наиболее приемлемого компромисса для данных условий. Шатун состоит из двух головок и соединяющего их силового стержня. Верхняя головка шатуна (поршневая), меньшего размера, через поршневой палец соединяется с поршнем, а нижняя головка шатуна (кривошипная) соединяется с шатунной шейкой коленчатого вала. Верхняя (поршневая) головка шатуна неразъёмная. Её конструкция зависит от способа крепления поршневого пальца. Если двигатель имеет фиксированный поршневой палец, верхняя головка шатуна имеет цилиндрическое отверстие, изготовленное с высокой точностью и обеспечивающее установленный натяг (0,015 ÷ 0,040 мм) в соединении с поршневым пальцем.
Соединением с натягом, при котором диаметр вала, вставляемого в отверстие несколько больше внутреннего диаметра отверстия. Существует несколько методов сборки таких соединений – запрессовка при помощи пресса, нагрев детали с отверстием или, наоборот, сильное охлаждение вала. Если поршневой палец плавающего типа, в верхнюю головку шатуна запрессовываются бронзовые или биметаллические втулки, изготовленные из стали с залитым во втулку тонким слоем бронзы.
Но существуют двигатели с плавающим пальцем в верхней головке шатуна, в которой отсутствует втулка. В этом случае поршневой палец вращается непосредственно в отверстии верхней головки шатуна. Плавающий поршневой палец устанавливается в верхней головке шатуна с установленным зазором (0,015 ÷ 0,020 мм). Для смазывания плавающего поршневого пальца в верхней головке шатуна может быть сделано отверстие, через которое масло из внутренней полости поршня подаётся к поршневому пальцу. Поскольку нагрузки на нижнюю часть поршневой головки шатуна значительно ниже, чем на верхнюю часть верхняя головка шатуна форсированных двигателей делается в виде трапеции, что увеличивает опорную поверхность пальца во время рабочего хода поршня.

Нижняя (шатунная) головка шатуна разборная. Состоит из верхней части, изготовленной как одно целое с шатуном и крышки нижней головки. Отверстие нижней головки шатуна растачивается на заводе при установленной крышке. Поэтому крышка нижней головки может использоваться только со своим шатуном. Во время ремонта двигателя не допускается замена крышки или установка крышки обратной стороной. Перед разборкой двигателя обязательно ознакомьтесь с видом совместных меток, и с какой стороны коленчатого вала они установлены.
Крышка шатуна соединяется с шатуном при помощи шатунных болтов. Шатунные болты работают под очень большой нагрузкой. Поскольку крышка устанавливается относительно шатуна с высокой точностью, шатунные болты чаще всего являются направляющей деталью, определяющей совместное положение крышки относительно шатуна. Для этого большинство шатунных болтов имеют центрирующие участки, позволяющие точно установить крышку головки относительно шатуна. Шатунные болты чаще всего запрессовываются в шатун, поэтому при замене шатунных болтов для их выпрессовки из шатуна может потребоваться применение пресса. Выпрессовывайте шатунные болты только в случае их необходимой замены. Никогда не заменяйте шатунные болты и гайки шатунных болтов, на болты и гайки непредназначенные для этих целей. Всегда затягивайте гайки шатунных болтов только при помощи динамометрического ключа, даже когда устанавливаете крышку для контрольного замера размеров отверстия нижней головки шатуна. При любом подозрении, что шатунный болт начал вытягиваться, замените болт с гайкой на новые. Стандартная длина болта для каждого двигателя, обычно указывается в заводском руководстве по ремонту. Не пытайтесь исправить повреждённую резьбу болта при помощи плашки. Резьба шатунных болтов изготовляется методом накатки, а не нарезки
.
Различные типы болтов крепления крышки шатуна. На некоторых болтах видны места, предназначенные для центровки крышки шатуна Для правильной установки крышки шатуна центрирование крышки также может осуществляться при помощи направляющих втулок или направляющих штифтов.
В нижнюю головку шатуна вставляются тонкостенные вкладыши подшипников скольжения. По своей конструкции эти вкладыши практически не отличаются от вкладышей коренных подшипников коленчатого вала. Вкладыши подшипника нижней головки шатуна изготавливаются из тонкой стальной ленты, внутренняя поверхность которой залита специальным сплавом, обладающим высокими антифрикционными свойствами и обладающим высоким сопротивлением износу. Для каждого типа двигателя существуют различные типы антифрикционных сплавов, обладающих различными свойствами. Есть сплавы, которые легко притираются, но не обладают достаточной сопротивляемостью ударным нагрузкам, есть сплавы, которые наоборот обладают способностью выдерживать высокие ударные нагрузки, но имеют более низкие другие технические характеристики. По этому при ремонте двигателя необходимо использовать вкладыши подходящие не только по размеру, но и по материалу из которого изготовлены вкладыши. Тонкостенные вкладыши нижней головки шатуна изготавливаются номинального и несколько ремонтных размеров, под шатунную шейку коленчатого вала с уменьшенным, после необходимого ремонта, диаметром. Это позволяет при ремонте двигателя производить перешлифовку изношенных шеек коленчатого вала под следующий ремонтный размер, что удешевляет стоимость ремонта двигателя, поскольку стоимость перешлифовки коленчатого вала, меньше стоимости нового вала.
Вкладыш изготавливается в виде дуги переменного радиуса, в месте замка большего, чем диаметр посадочного отверстия. Кроме того, длина вкладыша обеспечивает небольшой выступ вкладыша над плоскостью разъёма головки шатуна, этим обеспечивается необходимый натяг, предотвращающий проворачивание вкладыша в головке. Вкладыши также имеют установочный усик, вставляемый в канавки выфрезерованные в шатуне и крышке шатуна, которые тоже предназначены для исключения проворачивания вкладыша в нижней головке шатуна. А настоящее время выпускаются двигатели, не имеющие на вкладышах подшипников установочных усиков. В таких двигателях фиксация вкладышей осуществляется только за счёт необходимого натяга в головке шатуна, обеспеченного высокой точностью изготовления деталей.
Антифрикционный материал имеет высокую износостойкость только в условиях работы с достаточной смазкой. Масло в подшипник нижней головки шатуна поступает из отверстия в шатунной шейке коленчатого вала. Некоторые шатуны имеют специальные дренажные отверстия, позволяющие регулировать прохождение масла через подшипник. Это необходимо потому, что масло кроме своей основной функции – смазка трущихся поверхностей, ещё служит для охлаждения этих поверхностей. Всегда необходимо точно выдерживать зазор в подшипнике шатуна. Наиболее точным измерением зазора является метод с применением специальной измерительной пластмассовой проволоки. Измерение зазора в шатунных подшипниках ничем не отличается от измерения зазора в коренных подшипника.
Стержень большинства шатунов массовых двигателей имеет двутавровую форму и расширяется к нижней головке шатуна. Существуют стержни другой формы, особенно у шатунов спортивных двигателей, изготовленных из алюминиевых сплавов. Шатуны дизельных двигателей обычно более массивные и более прочные по сравнению с шатунами бензиновых двигателей.

В некоторых двигателях стержень шатуна имеет внутри просверленный масляный канал для подачи масла к верхней головке шатуна. Иногда в верхней части нижней головки шатуна делается отверстие, из которого масло под давлением разбрызгивается во внутренней полости поршня и цилиндра.
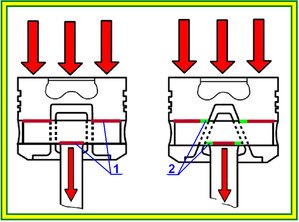
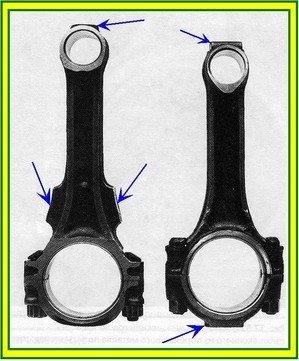
Для уменьшения вибраций двигателя необходимо чтобы все шатуны двигателя имели одинаковый вес, более того должен быть одинаковым не только общий вес каждого шатуна, но и вес каждой верхней и каждой нижней головки шатуна. Для взвешивания каждой головки шатуна применяются точные (электронные) весы со специальным приспособлением (установочной скалкой). Сначала взвешиваются все шатуны двигателя, и результаты взвешивания записываются в специальную таблицу с отдельным указанием веса нижней и верхней головок каждого шатуна. Подгонка веса осуществляется по самому лёгкому шатуну, за счёт аккуратного снятия части металла со специальных наплывов (бобышек), расположенных на верхней головке шатуна и на крышке нижней головки. Иногда наплывы в нижней части шатуна расположены не на крышке нижней головки, а на стержне шатуна чуть выше нижней головки в месте нахождения центра тяжести шатуна.Стрелками отмечены бобышки, с которых снимается часть металла при подгонке веса шатунов одного двигателя.
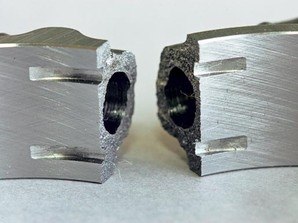
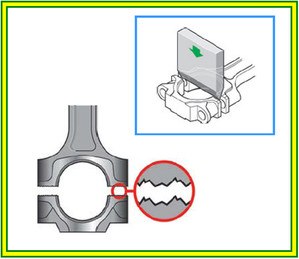
Материалы, из которых изготавливаются шатуны с целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей. Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий. Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.
Для уменьшения веса, что необходимо для обеспечения повышения оборотов двигателя, шатуны двигателей дорогих спортивных автомобилей, где цена материала не имеет большого значения, изготавливаются из алюминиевых или титановых сплавов. Шатун, изготовленный из титановых или алюминиевых сплавов весит меньше чем стальной шатун на 50%. Особенно высокие требования предъявляются к материалам, из которых изготавливаются болты крепления крышки головки шатуна. Обычно они изготавливаются из высоколегированных сталей обладающих очень высоким пределом текучести превышающий этот показатель 2 ÷ 3 раза по сравнению с углеродистыми сталями.
При ремонте некоторых высокофорсированных спортивных двигателей требуется обязательная замена болтов и гаек крепления крышки головки шатуна.Во время ремонта двигателя многие автомеханики практически не контролируют состояние шатуна. Они уверенны, что неисправными могут быть только детали, подвергающиеся износу: поршневые кольца, сами поршни, стенки цилиндров, направляющие втулки клапанов другие трущиеся детали. А в шатуне, особенно с фиксированным поршневым пальцем, непосредственно трущихся деталей нет. Поэтому принимается, что шатун всегда исправен, и шатуны устанавливаются в ремонтируемый двигатель не только без ремонта, но и вообще без проверки их технического состояния.
Довольно часто шатуны имеют деформацию, не допускающую их установку в ремонтируемый двигатель. Даже если двигатель автомобиля не подвергался аварийным неисправностям с последующим ремонтом, шатун может быть деформирован под воздействием штатных нагрузок. Тем более повышается вероятность деформации шатуна, если в результате обрыва ремня привода ГРМ, при котором от удара поршня были погнуты клапаны двигателя, если двигатель подвергся гидроудару, вследствие попадания воды в цилиндры двигателя или произошло прокручивание вкладыша и, соответственно перегрев нижней головки шатуна.
Деформация шатуна может произойти из-за неправильного ремонта, когда при установке фиксированного поршневого пальца, для нагрева верхней головки шатуна использовалась газовая горелка. Отверстие нижней головки шатуна, под воздействием ударных нагрузок, может принять овальную форму при неправильном моменте затяжки болтов крепления крышки головки шатуна или вытягивания болтов крепления крышки. Поэтому проверка геометрии и, в случае необходимости, ремонт или замена шатуна являются обязательными при ремонте двигателя. Сначала необходимо измерить диаметр, овальность и конусность отверстий верхней и нижней головок шатуна. Сделать это можно при помощи универсального нутромера, но в специализированных мастерских для этой цели может применяться специальные точные приспособления
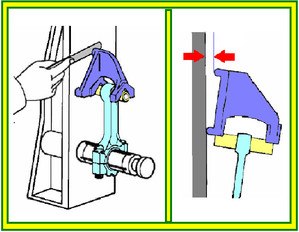
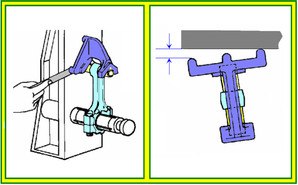
Очень важным показателем геометрии шатуна является параллельность осей отверстий головок шатуна. Деформация стержня шатуна может привести к тому, что оси этих отверстий будут не параллельны. Это приведёт к перекосу поршня в цилиндре и, соответственно, повышенной шумности при работе двигателя, преждевременному износу поршня, стенок цилиндра, опорной поверхности нижней головки шатуна и коленчатого вала, а при сильном перекосе поршневого пальца и к разрушению поршня. Точно проверить параллельность осей отверстий шатуна можно только при помощи специальных приспособлений. К сожалению, такие приспособления часто отсутствуют даже в специализированных мастерских. А для проверки деформации стержня шатуна при помощи поверочной плиты или лекальной линейки требуется определённый опыт, да и эти, не очень удобные мерительные инструменты, бывают не во всех ремонтных предприятиях. Кроме того, на некоторых V-образных двигателях нижняя головка шатуна расположена несимметрично относительно стержня и верхней головки шатуна. И тогда проверить геометрию шатуна при помощи поверочной плиты вообще не удастся. Стержень шатуна может иметь спиральную закрутку или осевой искривление. В любом из этих случаев ось поршневого пальца будет не параллельна оси коленчатого вала, а ось поршня будет не параллельна оси цилиндра. Проверка наличия искривления стержня шатуна
Источник



