
- Основные способы подачи СОЖ
- Статьи
- ПОЧЕМУ НАМ ДОВЕРЯЮТ
- ПОСЛЕДНИЕ НОВОСТИ
- Способы подачи СОЖ в зону резания
- Способы подачи СОЖ
- Режим полива
- Подача СОЖ напорной струёй
- Подача СОЖ способом распыления
- Подача СОЖ по каналам в теле инструмента
- Импульсный способ подачи СОЖ
- Как выбрать способ подачи СОЖ: сложные случаи
- Как устроить подачу СОЖ своими руками?
- СОЖ — что это? Состав, виды и преимущества использования.
- Что такое СОЖ?
- Виды и характеристики СОЖ
- Масляные СОЖ
- Выбор и применение СОЖ на масляной основе
- Синтетические и полусинтетические СОЖ
- Классификация водорастворимых СОЖ
- Состав и характеристики СОЖ на водной основе
- Выбор и применение СОЖ
- СОЖ для токарных станков — какую выбрать?
- Как выбрать СОЖ для фрезерования?
- Особенности выбора СОЖ для шлифовальных станков
- СОЖ для сверления
- СОЖ для обработки металлов давлением
- Марки и рейтинг СОЖ
- Когда требуется замена СОЖ
Основные способы подачи СОЖ

Смазочная-охлаждающая жидкость попадает в зону обработки различными способами, самые распространенные из которых — свободно падающей или напорной струей. Об этих и других методах подачи СОЖ читайте ниже.
Статьи

Чаще всего смазочно-охлаждающая жидкость подается в зону обработки свободно падающей струей. СОЖ стекает из сопел различных конструкций под давлением 0,03-0,1 Мпа (то есть под действием силы тяжести).
Кроме метода полива, существуют следующие типы подачи жидкости:
- напорной струей;
- струей воздушно-жидкостной смеси в распыленном состоянии;
- через каналы в теле режущего инструмента.
Подача СОЖ напорной струей широко практикуется при операциях глубокого сверления. Давление струи обычно варьируется в пределах 0,1-2,5 МПа, но может достигать и 10 МПа.
Напорную струю может подаваться как в зону обработки (со стороны задней грани инструмента), так и по каналам в теле инструмента. При подаче в зону обработки скорость напорной струи достигает 40-60 м/с. В целях уменьшения разбрызгивания рекомендуется разветвлять поток СОЖ: часть потока направлять в виде тонкой напорной струи, а часть – свободным поливом.
При подаче СОЖ высоконапорной струей наблюдаются следующие недостатки:
- трудность обеспечения нужного направления струи СОЖ на режущую кромку инструмента;
- необходимость тщательной очистки СОЖ во избежание засорения сопла;
- обязательное оснащение станка специальной насосной станцией;
- сильное разбрызгивание жидкости.
Подача СОЖ в распыленном состоянии осуществляется путем смешивания жидкости с воздухом и ее направления в зону резания. Такая подача СОЖ эффективнее, чем охлаждение нераспыленной струей, так как физическая и химическая активность аэрозольных СОЖ выше. Кроме того, метод распыления отличается чрезвычайно малым расходом СОЖ.
Охлаждение распылением применяется в том случае, когда полив жидкостью невозможен или неэффективен, при необходимости оздоровления условий труда, в целях уменьшения температурных деформаций деталей в процессе обработки.
СОЖ в виде аэрозолей используются на агрегатных станках, автоматических линиях и станках с ЧПУ, в том числе многооперационных.
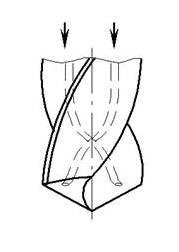
Подача смазочно-охлаждающей жидкости по каналам в теле инструмента весьма эффективна, но возможна для ограниченной номенклатуры инструментов. Такая технология получила распространение при обработке глубоких отверстий спиральными, ружейными и кольцевыми сверлами, метчиками, протяжками. Для подвода СОЖ к вращающимся инструментам с внутренними каналами применяют специальные патроны и маслоприемники.
Глубокие отверстия сверлят с принудительным наружным или внутренним отводом стружки и подводом СОЖ.
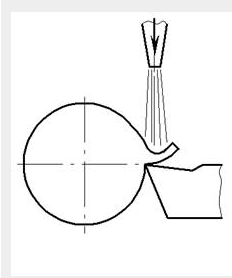
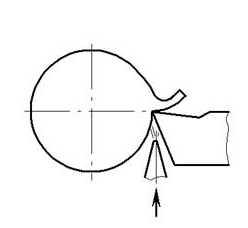
Наибольшие трудности возникают при выборе технологии подачи СОЖ на операциях обработки глубоких отверстий мелкоразмерным инструментом без внутренних каналов. В этих случаях целесообразно подавать в зону резания несколько струй жидкости равномерно по конусу, ось которого совпадает с осью режущего инструмента, а вершина располагается в зазоре между кондукторной втулкой и обрабатываемой деталью.
При обработке глубоких отверстий перспективна также подача СОЖ импульсным (ударным) методом. Так, при подаче охлаждающей жидкости с частотой 10-13 Гц производительность обработки, дробления и отвода стружки в 2-2,5 раза выше, чем при подаче СОЖ непрерывной напорной струей.
На некоторых сверлильных операциях при зенкеровании и развертывании отверстий глубиной менее двух диаметров, а также отверстий малого диаметра СОЖ подводят через кольцевые насадки.
ПОЧЕМУ НАМ ДОВЕРЯЮТ

Инженеры БОРФИ – профессионалы в своем деле. Серьезный подход к решению любой производственной задачи – наше кредо. Знания и опыт позволяют нам оказывать квалифицированную техническую поддержку крупнейшим российским предприятиям. Мы ценим тех, с кем работаем, и дорожим их доверием.
ПОСЛЕДНИЕ НОВОСТИ

Линейка очистителей бренда EFELE пополнилась новыми составами на водной основе

С применением покрытий MODENGY количество брака на производствах спойлеров для грузовиков сводится к минимуму
Источник
Способы подачи СОЖ в зону резания
При обработке металла резанием, применяются следующие основные способы подачи СОЖ:
— Полив свободно падающей струей жидкости
— Подача жидкости под давлением
— Струйно-напорная подача СОЖ
— Подача СОЖ в распыленном состоянии
— Периодическая (импульсная) подача жидкости
Подача СОЖ в зону резания свободно падающей струей жидкости является самым простым и наиболее распространенным способом. Его эффективность зависит от расхода СОЖ в зоне резания, размеров, формы и направления струи.
Для некоторых технологических операций, например таких, как глубокое сверление, применяется способ подачи жидкости под давлением 0.1-2 МПа и более. Указанный способ подачи СОЖ эффективнее обычного полива, так как обеспечивает более интенсивный теплоотвод и надежное вымывание стружки из зоны резания, в результате чего повышается стойкость инструмента и качество обработанной поверхности.
Смысл струйно-напорного способа заключается в подаче жидкости тонкой струйкой в зону контакта инструмента с обрабатываемой деталью.
Недостатками указанного способа подачи СОЖ, являются необходимость тщательной очистки СОЖ от механических примесей, трудность обеспечения высокой точности направления струи на режущую кромку инструмента, сильное разбрызгивание жидкости.
Следующий способ подачи СОЖ заключается в распылении жидкости (минерального масла или эмульсии) в небольшом количестве сжатым воздухом и вводе воздушно-жидкостной смеси в зону резания.
Такой способ называется охлаждение инструмента масляным туманом.
Рекомендуются такие условия подачи СОЖ в распыленном состоянии: давление сжатого воздуха – до 0,2 МПа, расход 1,5%-ной эмульсии – до 100 мг/сек, расход масла – до 0,8 мг/сек.
Охлаждение инструмента масляным туманом целесообразно применять в следующих случаях:
— Фрезерная обработка по разметке
— Обработка крупногабаритных деталей
— Обработка на высоких скоростях резания
— При резании некоторых труднообрабатываемых материалов
— Когда данный способ оказывается эффективнее полива СОЖ
— Для уменьшения температурных деформаций деталей в процессе обработки
Достоинствами способа охлаждения инструмента масляным туманом, являются малый расход жидкости, отсутствие необходимости сбора и очистки СОЖ, поданной в зону резания, хороший обзор зоны резания.
Для реализации этот способа станки с ЧПУ должны быть оснащены специальным устройством, осуществляющим распыление жидкости и соплом, обеспечивающим подачу воздушно-жидкостной смеси в зону резания.
Периодическая (импульсная) подача жидкости заключается в нанесении дозированного количества смазки на режущий инструмент перед началом резания. Наиболее часто такой способ применяется на операциях резьбонарезания, при развертывании неглубоких отверстий и других аналогичных операциях, где требуется небольшое количество СОЖ для смазки инструмента.
Источник
Способы подачи СОЖ
Есть 4 основных способа подачи СОЖ
- режим полива (свободно падающая струя);
- напорной струёй;
- распылением;
- по каналам, находящимся в режущем инструменте.
Режим полива
Этот способ используют чаще всего — он самый простой и экономный. Здесь СОЖ просто стекает вниз из сопел под действием силы тяжести. Давление при этом составляет 0.03-0.1 МПа
 .
.
Подача СОЖ напорной струёй
Данный способ применяется, когда нужно доставить жидкость в труднодоступные места — например, при сверлении глубоких отверстий. Обычно выставляется давление в 0.1-2.5 МПа. В отдельных случаях оно может достигать 10 МПа.
Важно! По возможности следует избегать слишком большого напора. Он имеет ряд недостатков:
- трудность достижения необходимого направления струи;
- риск засорения сопел;
- необходимость установки специальной насосной станции;
- чрезмерно разбрызгивающаяся жидкость.
Напорная струя может подаваться двумя способами: непосредственно в зону обработки или по специальным каналам, находящимся в теле устройства. Скорость струи может достигать 40-60 метров в секунду.
Обратите внимание! Чтобы сэкономить жидкость и уменьшить разбрызгивание, рекомендуют разветвлять поток смазочно-охлаждающей жидкости: одну часть потока направлять тонкой напорной струёй, а вторую — свободным поливом.
Подача СОЖ способом распыления
Преимущество данного способа — в том, что химическая и физическая активность аэрозольных СОЖ выше. Кроме того, способ распыления считается экономным: при нём требуется гораздо меньшее количество жидкости.
Распыление СОЖ применяют:
Данный метод подходит для работы с агрегатными станками, автоматическими линиями и ЧПУ. Недостаток — в том, что от распыления жирной смазочной жидкости рабочее помещение быстро наполняется масляными парами. Частое проветривание — необходимо.
Подача СОЖ по каналам в теле инструмента
Этот способ позволяют далеко не все инструменты. Подача СОЖ по встроенным каналам распространена при работе с глубокими отверстиями. Нанесение жидкости происходит с помощью специальных патронов и маслоприёмников.
Перед подачей жидкость полностью очищается от частиц металла с помощью фильтров. Данный способ эффективен при работе с твёрдыми сплавами, вязкими цветными соединениями, пластмассой.
Импульсный способ подачи СОЖ
Данный метод мы не отнесли к основным, так как на практике его используют нечасто. Тем не менее, импульсная, или ударная подача СОЖ обладает рядом существенных преимуществ.
Здесь смазочно-охлаждающая жидкость подаётся не сплошной струёй, а отдельными порциями. Частота подачи обычно составляет 10-13 Гц. Принцип импульсного подвода СОЖ является более производительным. Кроме того, при использовании данного способа дробление и отвод стружки намного эффективнее, чем в случае с привычной подачей СОЖ напорной струёй.
Как выбрать способ подачи СОЖ: сложные случаи
При обработке глубоких отверстий мелкоразмерным приспособлением, не имеющим каналов для подачи смазочно-охлаждающей жидкости.
Что делать? В зону обработки нужно направить несколько струй жидкости. Струи должны образовывать конус. Ось фигуры должна совпадать с осью режущего приспособления.
При работе с очень глубокими отверстиями.
Что делать? Уже было отмечено, что в таких случаях наиболее подходящей считается подача жидкости сильной напорной струёй. Но можно подавать СОЖ импульсно: это поможет сэкономить и избежать лишних хлопот со стружкой.
Также для построения правильной системы подачи охлаждающих жидкостей важно подобрать трубки СОЖ, которые будут держать заданную форму и соответствуют всем мировым стандартам качества.
Как устроить подачу СОЖ своими руками?
Что делать, если аппарат не оборудован каналами для подачи СОЖ? Самый простой способ — приобрести специальную трубку для формирования струи. Трубки может быть металлической или пластиковой. Сегодня всё большую популярность набирают пластмассовые профильные трубки различных диаметров. В отличие от железных конструкций советского образца, они гибкие.
Подсоедините трубку к источнику СОЖ и согните в любую форму, она будет держаться. «Слабое звено» профильной трубки — ненадёжный пластмассовый кран. Лучше его сразу отсоединить: большая часть жидкости будет попросту вытекать, даже не дойдя до самой трубки. Установите обычный металлический кран. Уже к нему присоединяйте трубку.
Струя не будет прерываться или разбрызгиваться. Если трубка засорится, её можно легко разобрать и промыть.
Можно приобрести не только трубку, но и целую раскладную систему охлаждения. Современные пластиковые конструкции на практике оказываются куда более удобными и функциональными, чем привычные металлические.
ООО «ЮСМ Групп». Все права защищены. Не является офертой.
195027, г. Санкт-Петербург,
Свердловская набережная, 60, литера В,
помещение 225 (БЦ «Набережная»)
Источник
СОЖ — что это? Состав, виды и преимущества использования.
При всех видах механической обработки металлов в зоне контакта инструмента с заготовкой действуют мощные силы трения и выделяется большое количество тепла. Это приводит к ухудшению качества обработки поверхностей, ускоренному износу инструментальной оснастки и оборудования, изменению свойств и структуры обрабатываемого металла из-за перегрева. Чтобы избежать негативных последствий, при токарной и других видах металлообработки рекомендуется применение СОЖ.
Что такое СОЖ?
 Аббревиатура СОЖ в производстве и металлообработке расшифровывается как “смазочно-охлаждающая жидкость”, также употребляется термин СОТС — “смазочно-охлаждающие технологические средства”. СОЖ — это многокомпонентные составы, главным назначением которых является охлаждение и смазка инструментов и обрабатываемых деталей из черных и цветных металлов и сплавов. Они уменьшают трение и защищают инструменты и заготовку от перегрева и коррозии, эффективно удаляют абразивную пыль и мелкую стружку из рабочей зоны, предотвращают быстрый износ основных элементов оборудования.
Аббревиатура СОЖ в производстве и металлообработке расшифровывается как “смазочно-охлаждающая жидкость”, также употребляется термин СОТС — “смазочно-охлаждающие технологические средства”. СОЖ — это многокомпонентные составы, главным назначением которых является охлаждение и смазка инструментов и обрабатываемых деталей из черных и цветных металлов и сплавов. Они уменьшают трение и защищают инструменты и заготовку от перегрева и коррозии, эффективно удаляют абразивную пыль и мелкую стружку из рабочей зоны, предотвращают быстрый износ основных элементов оборудования.
Виды и характеристики СОЖ
Основными техническими характеристиками СОЖ являются плотность и вязкость, которые зависят от состава и определяют их смазывающие и охлаждающие качества. Также важным свойством охлаждающей жидкости является температура замерзания, определяющая условия, в которых возможно применение смазки.
В зависимости от состава, СОЖ подразделяются на две группы:
По форме выпуска различают концентраты и готовые к применению эмульсии. В особую группу можно выделить аэрозоль, применяемый на нестационарных рабочих местах.
Масляные СОЖ
Масляные СОЖ — это чистые минеральные масла (вязкость 2 — 40 мм2/с при 50°С) или с добавками разнообразных функциональных присадок (противозадирные, антифрикционные, антитуманные, антикоррозионные и пр.). Производятся из нефтепродуктов, в связи с чем относятся к горючим жидкостям.
Имеют отличные смазывающие свойства, но при этом отмечается ряд недостатков: низкая способность к охлаждению, испаряемость и высокий уровень пожарной опасности. Масляные смазочно-охлаждающие жидкости не требуют специального приготовления, они выпускаются готовыми к применению.
Выбор и применение СОЖ на масляной основе
Масляные СОЖ характеризуются показателями плотности, вязкости и температурой вспышки, что и является основными критериями выбора определенной марки смазочно-охлаждающей жидкости. Они традиционно используются при тяжелых режимах работы на металлорежущих станках — с низкими скоростями подачи и большой глубиной резания. Эмульсолы на основе минерального масла широко применяются при хонинговании, развертывании и сверлении, а также в случаях, когда уплотнение станка не позволяет использовать водосодержащие продукты.
Чистые минеральные масла без присадок имеют ограниченное применение и чаще всего применяются при простых работах с цветными металлами (бронза, латунь, медь), а также с углеродистыми сталями и чугуном. Для труднообрабатываемых материалов подходят масляные смазочно-охлаждающие жидкости более сложного состава с присадками.
Делая выбор между несколькими марками смазочно-охлаждающей жидкости с аналогичными характеристиками, специалисты рекомендуют отдать предпочтение тем продуктам, которые:
- имеют более высокую прозрачность для лучшего обзора рабочей зоны
- не образуют масляный туман и безопасные для персонала
- не содержат хлора и при этом обладают высокими смазывающими свойствами и обеспечивают требуемое качество обработки
Синтетические и полусинтетические СОЖ
Водосмешиваемые СОЖ в своем составе содержат различные органические и неорганические вещества, среди которых: спирты, вода, эмульгаторы, электролиты, биоциды, ингибиторы коррозии, противозадирные присадки и пр.
Преимущества этого вида эмульсолов — невысокая стоимость, простота приготовления рабочих эмульсий, низкая пожароопасность, хорошие охлаждающие свойства. Недостатки — пенообразование, высокая степень биопоражения микроорганизмами и расходы на утилизацию.
Классификация водорастворимых СОЖ
Поставка водосмешиваемых эмульсолов осуществляется в виде концентрата, который используется для приготовления рабочих эмульсий непосредственно на месте применения. При этом обязательным условием получения качественного продукта является правильное разбавление концентрата водой — он добавляется в воду и тщательно перемешивается.
Эта группа включает три основных разновидности СОЖ с разной дисперсностью основного компонента:
- Эмульсионные: грубодисперсные продукты, получаемые путем разбавления водой эмульсолов, содержащих до 85% минеральных масел. Вследствие смешивания эмульсола и воды в концентрации 5-30% образуется эмульсия белого цвета, обладающая высокими смазывающими характеристиками.
- Полусинтетические: концентрированные продукты с коллоидной степенью дисперсии, содержат до 50% минеральных масел. Рабочий полупрозрачный раствор концентрацией 1-10% получают при смешивании с водой. Он в равной мере характеризуется хорошими смазывающими и охлаждающими свойствами.
- Синтетические: концентраты, не содержащие масел, имеют молекулярную степень дисперсности. Основные компоненты: поверхностно-активные вещества (ПАВ), вода, водорастворимые полимеры и присадки. Рабочий раствор в концентрации 1-10% обладает высокими охлаждающими свойствами.
Состав и характеристики СОЖ на водной основе
Водорастворимые СОЖ характеризуются отличными охлаждающими свойствами и поэтому подходят для высокоскоростных режимов обработки металлов. Кроме того, они дают возможность получить рабочий раствор различной концентрации, что расширяет применяемость данного вида эмульсолов в металлообработке.
Например, одна и та же марка смазочно-охлаждающей жидкости может использоваться для черновой механической обработки в концентрации 2-5%, а при выполнении особо трудных операций (глубокого зенкования, сверления и пр.) — в повышенных концентрациях до 8%. Синтетические СОЖ с невысокой концентрацией 1,5-2,5% обычно выбирают для шлифовальных операций.
Рекомендуемые концентрации и применяемость каждой марки СОЖ для определенного вида механической обработки приводятся в технической документации производителей. Точное соблюдение дозировок гарантирует стабильность готового раствора СОЖ и позволяет достичь максимально эффективной обработки металлов.
Выбор и применение СОЖ
Основными сферами применения смазывающе-охлаждающих жидкостей являются токарная и фрезерная обработка металлов. Эмульсол для металлообработки выбирается, исходя из конкретных условий производства: типа оборудования, применяемого инструмента, выполняемых технологических операций, материала заготовки, способа подачи рабочей эмульсии и пр.
СОЖ для токарных станков — какую выбрать?
 Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки , нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
Однозначного ответа на вопрос, какая СОЖ лучше для токарной обработки , нет: ее нужно выбирать с учетом скоростного режима и свойств обрабатываемого металла.
При высокоскоростной токарной обработке необходимо использовать СОЖ с улучшенными теплоотводящими и антифрикционными характеристиками.
Даже при обработке нержавеющих металлов в составе концентрата СОЖ, эмульсола или эмульсии для токарных станков должны быть специальные присадки для предотвращения коррозии инструмента и узлов оборудования.
В состав токарной эмульсии для обработки вязких металлов обязательно вводят антизадирные компоненты.
Как выбрать СОЖ для фрезерования?
 Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. Например:
Требования к СОЖ для фрезерных станков зависят от режима резания, материала инструмента и заготовки. Например:
при использовании фрез с твердосплавными пластинами они должны сочетать высокие смазочные и низкие охлаждающие свойства (фрезерование является прерывистым процессом, поэтому интенсивное охлаждение зоны реза приводит к образованию термических трещин на режущих кромках инструмента из-за резких перепадов температуры);
при обработке деталей из алюминия и нержавейки необходимо для улучшения качества обработки поверхностей следует применять СОЖ с антизадирными присадками.
Особенности выбора СОЖ для шлифовальных станков
К СОЖ для шлифовки металлов предъявляются повышенные требования по пожаробезопасности, пено- и туманообразованию, содержанию опасных для здоровья персонала веществ.
Во время шлифования в рабочей зоне образуется большое количество мелкой стружки и абразивной пыли, что приводит к образованию царапин на обрабатываемых поверхностях. Поэтому для обеспечения высокого качества деталей необходимо выбирать СОЖ с улучшенными моющими свойствами.
СОЖ для сверления
 Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Выбирая смазочно-охлаждающую жидкость для сверлильного станка, необходимо обязательно учитывать глубину отверстий: СОЖ для глубокого сверления должны обладать повышенными теплоотводящими и антифрикционными свойствами.
Для повышения качества обработки поверхностей отверстий в деталях из нержавеющей стали в состав СОЖ вводят компоненты, предотвращающие налипание металла на сверло.
Одним из важнейших требований к СОЖ при использовании твердосплавных сверл является содержание присадок, препятствующих выгоранию кобальта.
СОЖ для обработки металлов давлением
Подбор СОЖ для обработки металлов давлением осуществляют с учетом особенностей технологических режимов выполняемых процессов (прессование, горячая или холодная штамповка).
В основном для операций горячей штамповки применяются пожаробезопасные смазочно-охлаждающие жидкости на водной основе с графитом и без графита, а также масляные СОЖ с графитом. Эти продукты образуют термостойкую смазочную пленку с хорошими разделительными свойствами. Они уменьшают износ оборудования, предотвращая жесткий контакт матрицы и заготовки.
Широкое применение получило также специальное испаряющееся масло для штамповки, в состав которого входят особые полярные присадки (эфиры). Оно отличается невысокой вязкостью, легко наносится на рабочие поверхности, испаряется при нагреве и не требует последующей очистки.
Для холодной обработки металлов давлением выпускаются СОЖ на масляной основе со значительным содержанием различных присадок и смазочных добавок, придающих нужные эксплуатационные свойства — коррозионную устойчивость и износостойкость, хорошие противозадирные качества. Создаваемая защитная масляная пленка снижает трение, уменьшает дефекты и улучшает качество поверхности получаемой детали.
Марки и рейтинг СОЖ
Первые места в рейтинге СОЖ для металлообработки занимают продукты марок Henkel, Blaser, Cimcool — данные фирмы специализируются на выпуске смазочно-охлаждающих жидкостей. Для компаний Castrol, Shell, Mobil основным направлением является производство моторных масел, а выпуск СОТС для них — «побочное» дело. При этом стоимость СОЖ всех вышеперечисленных марок одинаково высока , в том числе из-за немалых затрат на доставку и растаможку.
Кроме того, под видом эмульсий и эмульсолов известных марок нередко продаются фальсификаты, опасные не только для оборудования, но и для здоровья людей.
Смазывающе-охлаждающие жидкости отечественного производства стоят значительно дешевле, но при этом обладают рядом недостатков, в числе которых:
- быстрое расслоение, бактерицидное заражение и, как следствие, и потеря рабочих свойств;
- коррозия и разрушение деталей станка, выполненных из цветных материалов;
- вспенивание и выпадение осадка при использовании с жесткой водой;
- аллергические реакции и другие проблемы со здоровьем у персонала;
- высокая токсичность отработанной эмульсии и проблемы с её утилизацией.
При разработке нашей продукции мы учли эти факторы, поэтому концентрат СОЖ для металлообработки марки Oilсool полностью отвечает современным санитарно-гигиеническим требованиям, а пакет присадок Ecoboost 2000 обеспечивает высокие антикоррозионные, антифрикционные, противозадирные и другие важные эксплуатационные свойства. Производимые нами смазочно-охлаждающие жидкости ничем не уступают зарубежным аналогам и при этом стоят дешевле.
Когда требуется замена СОЖ
Замена эмульсола производится по истечению срока годности продукта, а также в тех случаях, когда в процессе использования его качество, внешний вид и эксплуатационные характеристики значительно ухудшились.
Как показывает практика, масляные эмульсолы имеют более длительный срок годности по сравнению с СОЖ на водной основе. Это объясняется тем, что вода является хорошей средой для развития всевозможных микроорганизмов, что приводит к снижению уровня кислотности рН и появлению неприятного запаха. Вредными факторами для водосмешиваемых СОЖ являются также повышенные температуры, загрязнение смазочными материалами и абразивами. Такая эмульсия теряет стабильность и свои свойства, становится более токсичной. Текущий контроль состояния СОЖ дает возможность своевременно выявить несоответствия и внести корректировки. Периодичность контроля устанавливается стандартами:
- для масляных СОЖ: 1 раз в месяц
- для полусинтетических и синтетических СОЖ: 1 раз в 2 недели
- для эмульсионных СОЖ: 1 раз в неделю
Источник



