
Pereosnastka.ru
Обработка дерева и металла
Пайка — процесс получения неразъемного соединения материалов с нагревом ниже температуры их автономного расплавления путем смачивания, растекания и заполнения зазора между ними расплавленным припоем и сцепления их при кристаллизации шва.
Пайку очень широко применяют в разных отраслях промышленности. В машиностроении пайку применяют при изготовлении лопаток и дисков турбин, трубопроводов, радиаторов, ребер двигателей воздушного охлаждения, рам велосипедов, сосудов промышленного назначения, газовой аппаратуры и т. д. В электропромышленности и приборостроении пайка является в ряде случаев единственно возможным методом соединения деталей. Пайку применяют при изготовлении электро- и радиоаппаратуры, телевизоров, деталей электромашин, плавких предохранителей и т. д.
К преимуществам пайки относятся: незначительный нагрев соединяемых частей, что сохраняет структуру и механические свойства металла; чистота соединения, не требующая в большинстве случаев последующей обработки; сохранение размеров и форм детали; прочность соединения.
Современные способы позволяют паять углеродистые, легированные и нержавеющие стали, цветные металлы и их сплавы.
Качество, прочность и эксплуатационная надежность паяного соединения в первую очередь зависят от правильного выбора припоя.
Не все металлы и сплавы могут выполнять роль припоев.
Припои должны обладать следующими свойствами:
– иметь температуру плавления ниже температуры плавления спаиваемых материалов;
– в расплавленном состоянии (в присутствии защитной среды, флюса или в вакууме) хорошо смачивать паяемый материал и легко растекаться по его поверхности;
– обеспечивать достаточно высокие сцепляемость, прочность, пластичность и герметичность паяного соединения;
– иметь коэффициент термического расширения, близкий к коэффициенту паяемого материала.
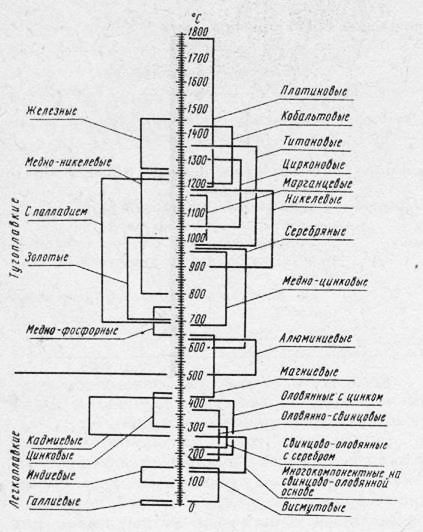
В результате длительного практического отбора и многочисленных научных исследований были подобраны группы припоев, обладающих оптимальным сочетанием свойств.
Припои подразделяются на твердые (тугоплавкие и высокопрочные — температура плавления ниже 500 °С) и мягкие (легкоплавкие, обладающие меньшей прочностью, — температура плавления выше 500 °С).
Легкоплавкие припои широко применяются в отраслях промышленности и в быту и представляют собой сплав олова со свинцом. Разные количественные соотношения олова и свинца определяют свойства припоев.
Оловянно-свинцовые припои по сравнению с другими обладают рядом преимуществ: высокой смачивающей способностью, хорошим сопротивлением коррозии. При пайке этими припоями свойства соединяемых металлов не изменяются или почти не изменяются.
Легкоплавкие припои служат для пайки стали, меди, цинка, свинца, олова и их сплавов, серого чугуна, алюминия, керамики, стекла и др.
Пайку легкоплавкими припоями применяют в тех случаях, когда нельзя нагревать металл до высокой температуры, а также при невысокой требовательности к прочности паяного соединения. Соединения, паянные при помощи легкоплавких припоев, достаточно герметичны.
Легкоплавкие припои выпускают в виде чушек, проволоки, литых прутков, зерен, лент фольги, трубок (заполняются канифолью) диаметром от 2 до 5 мм, а также в виде порошков и паст из порошка с флюсом.
Легкоплавкие припои можно приготовить и непосредственно в цехе или мастерской. Для этого в металлических ковшах расплавляют олово и старый припой, затем добавляют небольшие кусочки свинца, хорршо размешивают. Для того чтобы припой не выгорал, поверхность посыпают толченым древесным углем.
Для получения специальных свойств к оло-вянно-свинцовым припоям добавляют сурьму, висмут, кадмий, индий, ртуть и другие металлы.
В обозначении марки буквы указывают: ПОС — припой оловянный свинцовый, М — медь, К — калий; числа: первое — содержание олова, % , последующие — содержание меди и калия, % (остальное — до 100% — свинец). При слесарных работах чаще применяют припой ПОС 40.
Низкотемпературные припои применяют при паянии тонких оловянных предметов, при паянии стеклй с металлической арматурой, деталей, которые особенно чувствительны к нагреву, а также в тех случаях, когда припой должен выполнять роль температурного предохранителя (в электрических тепловых приборах и др.).
Тугоплавкие (твердые) припои представляют собой тугоплавкие металлы и сплавы. Из них широко применяют медно-цинковые и серебряные припои. Для получения определенных свойств и температуры плавления в эти сплавы добавляют олово, марганец, алюминий, железо и другие металлы.
Добавка в небольших количествах бора повышает твердость и прочность припоя, но повышает хрупкость паяных швов.
Соединения, паянные медью и припоями на ее основе, имеют высокую коррозионную стойкость, и большинство из них выдерживает высокие механические нагрузки. Температура пайки припоями на медной основе составляет 850 — 1150 °С.
Эти припои применяют для получения соединений, которые должны быть прочными при высоких температурах, вязкими, стойкими против усталости и коррозии. Этими припоями можно паять сталь, чугун, медь, никель и их сплавы, а также другие металлы и сплавы с высокой температурой плавления. Твердые припои делят на две основные группы: медно-цинковые и серебряные.
Согласно ГОСТ у медко-цинковые припои выпускают трех марок: ПМЦ -36 для паяния латуни с содержанием 60 — 68% меди; ПМЦ -48 — для паяния медных сплавов, содержащих меди свыше 68%; ПМЦ -54 — для паяния бронзы, меди, томпака и стали. Медно-цинковые припои плавятся при 700 —950 °С.
В марке буква П обозначает слово «припой», МЦ — медно-цинковый, а цифра — процент меди. Эти припои поставляют в виде зерен. Зерна припоев по величине разделяют на два класса: класс А — зерна величиной от 0,2 до 3 мм, класс Б — зерна величиной от 3 до 5 мм.
Источник
Пайка металлов. Способы, материалы, припои, флюсы для пайки металлов
Использование пайки известно с древнейших времен. В гробнице вавилонской царицы (III тыс . лет до н. э.), в засыпанной пеплом Везувия Помпее (79 г. до н.э.), во время других раскопок в Египте, Риме и Греции — всюду археологи находили паяные металлические изделия. Припои древних римлян церарий и аргентарий по своему химическому составу близки к существующим в настоящее время ПОС-30 и ПОС-50.
В истории использования пайки можно выделить три периода, которые связаны с развитием источников нагрева и особенностями применяемой техники. Первый период начался в бронзовом веке, когда человечество начало изготавливать изделия из бронзы и источником нагрева служило твердое топливо. Второй период (конец XIX ст.) характеризуется началом применения для нагрева электрической энергии. Третий период начался в 1930–1940-х годах и связан с созданием техники из новых металлов и их сплавов — циркония, вольфрама, алюминиевых, титановых, высокопрочных и жаропрочных сталей и сплавов. Это привело во второй половине ХХ ст. к разработке принципиально новых способов пайки. В настоящее время технические возможности пайки значительно расширились. Во многих случаях пайка является единственно возможной технологией неразъемного соединения новых материалов.
Пайка — процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, расплавленным припоем. Припоем является материал с температурой плавления ниже температуры плавления паяемых материалов. При пайке (в отличие от сварки) плавится только присадочный сплав — припой, а между паяемым материалом и припоем протекает процесс взаимного растворения компонентов.
Требования, предъявляемые к паяному соединению и характеризующие условия его эксплуатации, определяются служебными свойствами изделия в целом: механическими свойствами, герметичностью, вакуум-плотностью, электросопротивлением, коррозионной стойкостью, стойкостью против термоударов, перегрузок и др.
В процессе пайки расплавленный припой вводится в зазор между нагретыми соединяемыми деталями. Припой смачивает поверхности деталей, растекается и заполняет зазор между ними. Взаимодействие припоя с материалом сопровождается растворением основного металла в жидком припое с образованием эвтектик и твердых растворов, взаимной диффузией компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя с последующей кристаллизацией жидкой прослойки.
Формирование прочного и надежного соединения зависит от химического состава взаимодействующих металлов, температуры и продолжительности пайки, определяющих физико-химические и диффузионные процессы, протекающие между припоем и основным металлом. Чем выше температура процесса и его длительность, тем больше степень взаимной диффузии между расплавленным припоем и основным металлом и тем выше механическая прочность соединяемых деталей. Кроме того, прочность пайки зависит от величины зазора между паяемыми деталями. Так, при малых зазорах улучшается затекание припоя под действием капиллярных сил, вследствие чего значение временного сопротивления паяного соединения больше значения временного сопротивления самого припоя.
Припой прочно соединяется с поверхностью изделия только тогда, когда хорошо смачивает ее. Для этого поверхность должна быть тщательно очищена от загрязнений. Кроме этого, для удаления пленок оксидов с поверхностей паяемого материала и припоя и для предотвращения их образования при пайке используют паяльные флюсы. Флюсы, кроме того, способствуют лучшему затеканию припоя в зазор между соединяемыми деталями и растеканию по их поверхности. Некоторые припои, содержащие эффективные раскислители (бор, кремний, барий, щелочные металлы
иудтр.) мог ные пленки.
сами выполнять роль флюсов, переводя в шлак оксидКачество паяных соединений зависит от правильного выбора способа пайки, используемых основных и вспомогательных материалов, технологического процесса пайки.
Способы пайки. Современные способы пайки принято классифицировать по следующим признакам: механизмам удаления оксидной пленки с поверхности паяемого материала, видам процессов образования припоя в зазоре, условиям заполнения зазора припоем, температурным и временным режимами кристаллизации паяного шва, температуре пайки и используемым источникам нагрева, наличию или отсутствию давления на паяемые деталив, роедмнеонности и очередности выполнения паяных соединений (рис. 3.76).
По механизмам удаления оксидной пленки способы пайки делятся на флюсовые и бесфлюсовые.
Флюсовая пайка — пайка с применением флюса. При этом флюс может также участвовать в образовании самого припоя путем выделения компонентов, плавящихся при пайке.
Бесфлюсовая пайка — пайка без применения флюса, когда удаление оксидных пленок осуществляется в восстановительной или инертной газовой среде, вакууме, а также за счет применения ультразвука.
В первом случае удаление оксидов происходит при высоких температурах за счет их восстановления или самопроизвольного распада (диссоциации), а при ультразвуковой пайке их разрушение осуществляется за счет ультразвуковых колебаний, создаваемых в расплавленном припое, наносимом на соединяемый металл специальным паяльником.
По видам процессов образования припоя в зазоре способы пайки подразделяются на пайку готовым припоем, контактно-реактивную и реактивно-флюсовую.
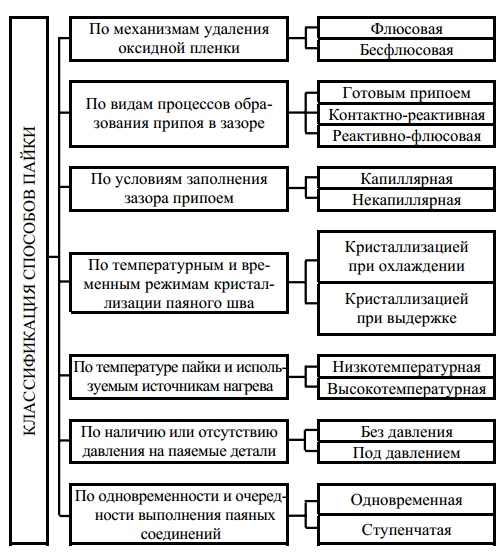
Рис. 3.76. Классификация способов пайки
Пайка готовым припоем — способ пайки, при котором используется заранее приготовленный припой. В качестве припоя может использоваться металлический (полностью расплавляемый) или композиционный припой. В композиционном припое помимо металлической основы содержится тугоплавкий наполнитель (порошки, волокна, сетки), который сам не плавится, а при плавлении металла припоя образует разветвленную сеть капилляров, удерживающих под действием капиллярных сил его жидкую часть в зазоре между соединяемыми деталями.
Контактно-реактивная пайка — способ пайки, при котором жидкий припой образуется в результате межфазного взаимодействия и последующего контактного плавления соединяемых материалов или соединяемых материалов и прослойки промежуточного металла. К этому способу пайки относится сваркопайка. Сваркопайка — пайка разнородных материалов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления, и выполняет роль припоя.
Реактивно-флюсовая пайка — способ пайки, при котором припой образуется в результате химических реакций между основным металлом и флюсом. Например, при пайке алюминия с использованием флюса ZnCl3 в результате химической реакции восстановления
образуется цинк, который служит припоем.
По условиям заполнения зазора припоем пайку можно разделить на капиллярную (ширина зазора
Источник
Учебные материалы
Способы пайки классифицируют в зависимости от используемых источников нагрева. Наиболее распространены в промышленности пайка в печах, индукционная, сопротивлением, погружением, радиационная, горелками, экзофлюсовая, паяльниками, электронагревательными металлами и блоками.
Капиллярная пайка
Припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил. На рисунке 3.16 показана схема образования шва.
Соединение образуется за счет растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют в тех случаях, когда применяют соединение внахлестку. Однако капиллярное явление присуще всем видам пайки.
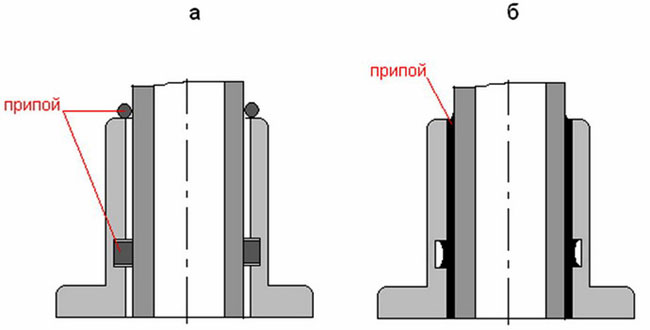
Рисунок 3.16 – Схема капиллярной пайки:
а – перед пайкой; б – после пайки
Диффузионная пайка
Соединение образуется за счет взаимной диффузии компонентов припоя и паяемых материалов, причем возможно образование в шве твердого раствора или тугоплавких интерметаллов.
Для диффузионной пайки необходима продолжительная выдержка при температуре образования паяного шва и после завершения процесса при температуре ниже солидуса припоя.
Контактно-реактивная пайка
При пайке между соединяемыми металлами или соединяемыми металлами и прослойкой другого металла в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение. На рисунке 3.17 показана схема контактно-реактивной пайки.
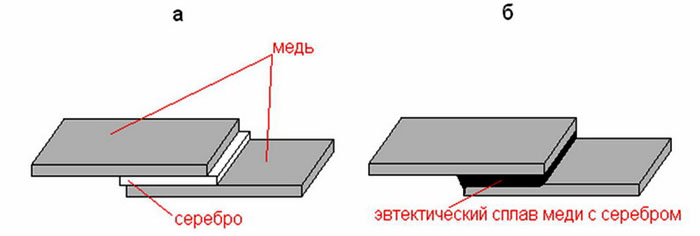
Рисунок 3.17 – Схема контактно-реактивной пайки:
а – перед пайкой; б – после пайки
Реактивно-флюсовая пайка
Припой образуется за счет реакции вытеснения между основным металлом и флюсом.
Например, при пайке алюминия с флюсом
восстановленный цинк является припоем.
Пайка-сварка
Паяное соединение образуется так же, как при сварке плавлением, но в качестве присадочного металла применяют припой.
Наибольшее применение получила капиллярная пайка и пайка-сварка. Диффузионная пайка и контактно-реактивная более трудоемки, но обеспечивают высокое качество соединения и применяются, когда в процессе пайки необходимо обеспечить минимальные зазоры. Качество паяных соединений (прочность, герметичность, надежность и т. д.) зависит от правильного выбора основного металла, припоя, флюса, способа нагрева, величины зазоров, типа соединения.
Уважаемые студенты!
Специалисты нашего сайта готовы оказать помощь в учёбе по разным предметам:
✔ Решение задач
✔ Выполнение учебных работ
✔ Помощь на экзаменах
Источник



