
- Слесарно-механическая обработка
- Лекция “Слесарно-механическая обработка. Восстановление деталей давлением. Металлизация.” ГРУППА 211 план-конспект урока
- Скачать:
- Предварительный просмотр:
- По теме: методические разработки, презентации и конспекты
- Слесарно-механические способы ремонта и восстановления деталей
Слесарно-механическая обработка
Сущность слесарно-механической обработки заключается в восстановлении правильной геометрической формы и поверхностных свойств деталей, а также обеспечении их первоначальной посадки.
Слесарно-механическую обработку, как способ восстановления деталей, можно разделить на следующие виды:
- штифтовка,
- постановка заплат,
- шлифование и притирка,
- восстановление деталей под ремонтный размер,
- постановка дополнительной детали.
А) Штифтовка (длина трещины менее 30 мм) Ремонт деталей штифтовкой заключается в заделке трещин в неответственных местах путем постановки на всей длине трещины штифтов из красной меди с последующей их расчеканкой и поверхностным лужением. Работы при этом выполняются в следующей последовательности:
- определить границы трещины (мел и керосин),
- засверлить концы трещины, нарезать резьбу и ввернуть штифты из красной меди 0,6 мм,
- просверлить отверстие на расстоянии 9-10 мм от оси первого отверстия, просверленного в конце тещины и ввернуть штифт,
- просверлить отверстие между штифтами так, чтобы оно захватило 1/3 части одного и другого штифта и так же поставить штифты вдоль всей трещины. Высота штифтов должна быть больше (выше) поверхности блока на 0,1 — 0,2 мм,
- расчеканить выступающие концы штифтов и пропаять мягким припоем. Проверить качество.
Б) Постановка заплат
Постановкой заплат восстанавливаются картера агрегатов автомобилей, имеющих пробоины и трещины. Заплаты устанавливаются следующими способами:
- на винтах,
- на заклепках,
- приваркой,
- приклеиванием.
В) Шлифование и притирка
Этот способ наиболее часто применяется при ремонте сопряжения седло-клапан.
Для седел выпускного клапана применяют конусные абразивы под углом 30° (относительно горизонтальной оси), для выпускного клапана — 45°. Ремонт рабочих фасок седел клапанов производят шлифованием специальными абразивными камнями.
- перед исправлением седла клапана следует проверить состояние направляющей клапана,
- ширина рабочей фаски клапана не менее 2,5-3,0 мм.
Притирка — является завершающей операцией при восстановлении герметичности клапанов.
Г) Восстановление деталей под ремонтный размер.
Это один из наиболее старых и доступных способов. Сущность способа в том, что одна из деталей (более дорого стоящая) обрабатывается под меньший (вал) или больший (отверстие) размер, а другая заменяется на новую.
Предельно допустимые размеры отдельных деталей определяются:
- прочностью деталей,
- глубиной закаленного слоя (поверхностного).
Ремонтные размеры получают путем:
- проточки,
- расточки,
- шлифования,
- хонингования и т.д.
Ремонтные размеры имеют:
- шейки коленчатого вала,
- гильзы цилиндров,
- поршни,
- поршневые кольца,
- поршневые пальцы,
- стержни клапанов,
- тормозные барабаны,
- нажимные диски сцепления и др. детали.
Д) Восстановление деталей способом дополнительных деталей.
Этот способ применяется в том случае, когда необходимо восстановить и характер посадки, и первоначальные размеры деталей. Сущность состоит в том, что изношенная поверхность обрабатывается под больший или меньший размер и в основную деталь устанавливается дополнительная деталь (ввертыш, втулка и т.д.).
Этим способом восстанавливаются как круглые так и плоские детали. Для восстановления плоских поверхностей:
Для восстановления резьбовых отверстий применяются — ввертыши.
Крепление дополнительных деталей:
- за счет насадок с натягом,
- приварок в нескольких точках,
- применение стопорных винтов, шпилек, штифтов.
- отверстия под свечу,
- отверстия под подшипники заднего моста,
- отверстия под шкворни и т.д.
| Классификация способов восстановления деталейЭлектроды и режимы сварки, типы и маркировка электродов |
|---|
Доступные цены на материалы и монтаж кровли.
Источник
Лекция “Слесарно-механическая обработка. Восстановление деталей давлением. Металлизация.” ГРУППА 211
план-конспект урока

Скачать:
| Вложение | Размер |
|---|---|
| lektsiya_slesarno-mehanicheskaya_obrabotka._vosstanovlenie_detaley_davleniem._metallizatsiya.docx | 55.75 КБ |
Предварительный просмотр:
Лекция “ Слесарно-механическая обработка. Восстановление деталей давлением. Металлизация.”
Слесарно-механическая обработка подразделяется на слесарную и механическую. Слесарные работы обычно дополняют или завершают механическую обработку восстанавливаемых деталей. Их применяют также при подготовке деталей к восстановлению другими способами, например сварке, пайке, склеиванию и т. д. К слесарным работам относятся опиловка, развертывание, зенкерование отверстий, сверление, прогонка и нарезание резьбы, шабрение, притирка, доводка до более полного прилегания.
Притирка пастами обеспечивает шероховатость поверхности 0,02 мкм и точность 5…7 квалитетов. Притирка находит широкое применение при ремонте деталей рабочих клапанов, сальников, запорной арматуры.
Развертывание применяют для чистовой обработки отверстий, например отверстий в бобышках поршня. Развертывание обеспечивает точность 7…9 квалитетов и шероховатость поверхностей 0,16 мкм. Это чистовая обработка поверхностей, когда достигается высокая точность. Развертывание осуществляется с помощью развертки (рис. 1).Высокое качество обработки обеспечивается тем, что развертка имеет большое число режущих кромок и снимает малый припуск.
Рис. 1. Развертка – режущий инструмент, который нужен для окончательной обработки отверстий после сверления, зенкерования или растачивания
Механическая обработка применяется как самостоятельный способ восстановления деталей, а также в качестве операций, связанных с подготовкой или окончательной обработкой при восстановлении другими способами. Механическая обработка связана с выбором инструмента и режима обработки. При механической обработке восстанавливаемых деталей необходимо обеспечивать требуемую шероховатость, точность размеров формы и взаимного расположения рабочих поверхностей. Точность взаимного расположения поверхностей на детали зависит от правильного выбора технологической базы при её обработке. Технологическая (обработочная) база – это поверхности на детали, которые определяют положение детали в приспособлении относительно режущего инструмента. В качестве технологической базы рекомендуются поверхности, которые использовались при изготовлении этой детали.
Сущность слесарно-механической обработки заключается в восстановлении правильной геометрической формы и поверхностных свойств деталей, а также обеспечении их первоначальной посадки.
Слесарно-механическую обработку как способ восстановления деталей можно разделить на следующие виды:
шлифование и притирка;
восстановление деталей под ремонтный размер;
постановка дополнительной детали.
Штифтовка применяется для заделки трещин длиной менее 30 мм. Ремонт деталей штифтовкой заключается в заделке трещин в неответственных местах путем постановки на всей длине трещины штифтов из красной меди или латуни с последующей их расчеканкой и поверхностным лужением.
определить границы трещины (мел и керосин);
засверлить концы трещины, нарезать резьбу и ввернуть штифты из красной меди или латуни;
просверлить отверстие на расстоянии 9…10 мм от оси первого отверстия, просверленного в конце трещины, и ввернуть штифт;
просверлить отверстие между штифтами так, чтобы оно захватило 1/3 части одного и другого штифта, и поставить штифты вдоль всей трещины. Штифты должны выступать над поверхностью металла на 0,1…0,2 мм;
расчеканить выступающие концы штифтов и пропаять мягким припоем.
Постановкой заплат восстанавливаются картеры агрегатов, имеющих пробоины и трещины. Заплаты устанавливаются следующими способами:
Шлифование и притирка. Шлифование – обработка поверхности материала с помощью режущего инструмента или абразивного материала. Этот способ наиболее часто применяется при ремонте сопряжения седло – клапан. Для седел выпускного клапана применяют конусные абразивы под углом 30° (относительно горизонтальной оси), для выпускного клапана – 45°. Ремонт рабочих фасок седел клапанов производят шлифованием специальными абразивными камнями. Притирка является завершающей операцией при восстановлении герметичности клапанов.
перед исправлением седла клапана следует проверить состояние направляющей клапана;
ширина рабочей фаски клапана не менее 2,5…3,0 мм.
Восстановление изделий способом дополнительных деталей применяется в том случае, когда необходимо восстановить и характер посадки, и первоначальные размеры деталей. Сущность состоит в том, что изношенная поверхность обрабатывается под больший или меньший размер и в основную деталь устанавливается дополнительная деталь (ввертыш, втулка и т. д.). Этим способом восстанавливаются как круглые, так и плоские детали. Для восстановления плоских поверхностей применяются пластины, диски, кольца. Для восстановления резьбовых отверстий используются ввертыши.
Металлизацией называется нанесение расплавленного металла на поверхность детали. Расплавленный металл в специальном приборе — металлизаторе струей воздуха или газа распыляется на мельчайшие частицы и переносится на предварительно подготовленную поверхность детали. Нанесенный слой не является монолитным, а представляет собой пористую массу, состоящую из мельчайших окисленных частиц.
Способом металлизации восстанавливают размеры посадочных мест для подшипников качения, зубчатых колес, муфт, шеек коленчатых валов и т. п. Чтобы металлизационный слой прочно соединился с поверхностью детали, поверхность очищают от грязи и масла и подвергают пескоструйной обработке.
Твердость металлизационного покрытия определяется качеством наносимого материала.
По теме: методические разработки, презентации и конспекты

Программа профессионального модуля «Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление»
Программа профессионального модуля «Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление» НПО по профессии 150709.02 Сварщик (электро.
Программа учебной практики профессионального модуля «Наплавка дефектов деталей и узлов машин,механизмов конструкций и отливок под механическую обработку и пробное давление»
Программа учебной практики профессионального модуля «Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление» НПО по профессии 150709.02.
Содержание учебной практики профессионального модуля «Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление»
Содержание учебной практики по профессиональному модулю «Наплавка дефектов деталей и узлов машин, механизмов конструкций и отливок под механическую обработку и пробное давление» НПО по профессии 15070.
Оценочная ведомость по профессиональному модулю ПМ 03. НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ
Оценочная ведомость по профессиональному модулю ПМ 03. НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ.
Аттестационный лист ПМ. 03 НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ
Аттестационный лист ПМ. 03 НАПЛАВКА ДЕФЕКТОВ ДЕТАЛЕЙ И УЗЛОВ МАШИН, МЕХАНИЗМОВ КОНСТРУКЦИЙ И ОТЛИВОК ПОД МЕХАНИЧЕСКУЮ ОБРАБОТКУ И ПРОБНОЕ ДАВЛЕНИЕ.
Источник
Слесарно-механические способы ремонта и восстановления деталей
Слесарно-механические способы – это значительная часть операций, направленных на восстановление деталей, имеющих дефекты. Как правило, устранение их не требует сложного, точного, дорогостоящего ремонтно-технологического оборудования. Дефекты, устраняемые слесарно-механическими способами: обрыв части детали при скручивании, трещины, изломы, износ режущей части рабочих органов, износ и повреждение резьбы, износ лысок, отверстий под штифты, пазов и прочее.
Указанные дефекты устраняются способами ремонтных размеров, приваркой компенсационной части взамен изношенной, резьбовыми и фигурными вставками, приваркой добавочных элементов.
Способ ремонтных размеров. Одна из соединяемых деталей (как правило, сложная и дорогостоящая, например, вал) обрабатывается до заданного ремонтного размера. Другая деталь (более простая и дешёвая, например, втулка) заменяется новой, соответствующего размера. Соединению возвращается посадка (первоначальный натяг либо зазор), но детали будут иметь отличные от первоначальных размеры.
Ремонтные размеры могут быть стандартными и свободными. Применение метода стандартных ремонтных размеров предполагает обработку одной из деталей на ремонтный размер, другая деталь заменяется на новую.
Восстановление и ремонт резьбовых поверхностей. Способы восстановления повреждённой либо изношенной резьбы:
— постановка резьбовых спиральных вставок;
— нарезание резьбы ремонтного размера;
— наплавка с последующей механической обработкой и нарезанием резьбы нормального размера.
Комплект приспособлений ПИМ-5331 используется для восстановления резьбы в отверстиях путём постановки спиральных вставок [рис. 1].
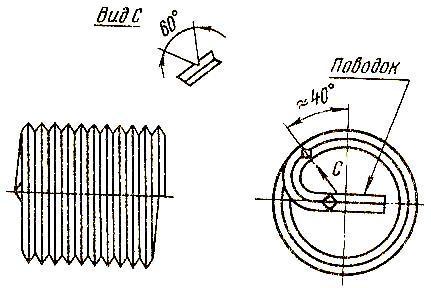
Рис. 1. Резьбовая спиральная вставка.
Технология данного способа включает в себя:
— рассверливание резьбового отверстия на больший диаметр,
— нарезание резьбы в отверстии под резьбовую вставку,
— ввёртывание спиральной вставки в отверстие детали (при помощи монтажного ключа);
— удаление технологического поводка у вставки (при помощи специального бородка, входящего в комплект ПИМ-5331);
— контроль восстановленной резьбы.
Ввёрнутая резьбовая вставка должна утопать на глубину 0,5-1,0 мм от поверхности.
Постановкой резьбовых вставок увеличивается надёжность резьбовых соединений, особенно в деталях из алюминия и чугуна.
В стальных и алюминиевых деталях изношенные резьбовые соединения возможно полностью заварить и обработать на нормальный размер.
Заделка трещин фигурными вставками. Двумя видами фигурных вставок – уплотняющими и стягивающими, устраняются трещины в корпусных деталях [рис. 2].
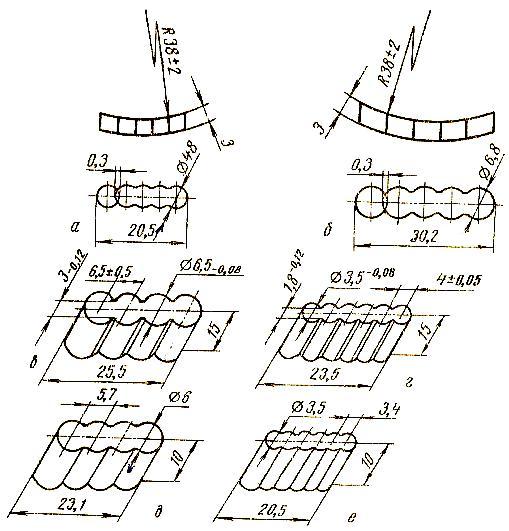
Рис. 2. Фигурные вставки.
а) – Уплотняющие вставки;
б) – Уплотняющие вставки;
в) – Стягивающие вставки;
г) – Стягивающие вставки;
д) – Стягивающие вставки;
е) – Стягивающие вставки.
Уплотняющие фигурные вставки. Вставки диаметром 4,8 мм применяются для тонкостенных деталей, а для деталей, имеющих толщину стенок 12-18 мм, используются вставки диаметром 6,8 мм.
При подготовке детали сначала её промывают, проверяют на наличие трещин, затем разделывают фигурный паз.
Для того чтобы установить уплотняющую фигурную вставку сначала в пазу засверливается отверстие (диаметр отверстия 4,8 либо 6,8 мм) на глубину 3,5 либо 6,5 мм за пределами конца трещины на расстоянии 4-5 либо 5-6 мм соответственно. Далее последовательно вдоль трещины просверливаются такие же отверстия, используя специальный кондуктор. Кондуктор переставляется и каждый раз фиксируется по просверленному отверстию. Аналогичные отверстия сверлят и поперёк трещины – по два отверстия с каждой стороны, через каждые пять отверстий [рис. 3].
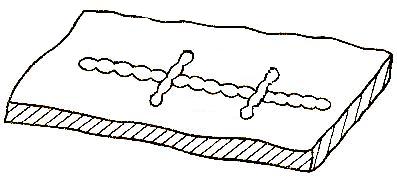
Рис. 3. Постановка уплотняющих и стягивающих вставок.
В изготовленные пазы устанавливаются и расклёпываются фигурные вставки [рис. 2 а, б] и вдоль трещин, и поперёк. Предварительно они смазываются эпоксидным составом. Вставки, имеющие диаметр 6,8 мм устанавливаются в отверстие в два ряда.
Стягивающие фигурные вставки. В деталях просверливается по кондуктору (перпендикулярно трещине) 4 или 6 отверстий (по 2 либо 3 отверстия с каждой стороны) диаметром, соответствующим диаметру вставки [рис. 2 в, г, д, е] с шагом, большим на 0,1-0,3 мм (в зависимости от конструкции и глубиной 15 мм). Перемычка между пластинами удаляется при помощи специального пробойника в виде пластины толщиной 1,8 либо 3,0 мм в зависимости от размеров вставки. Фигурная вставка запрессовывается в изготовленный паз и расклёпывается. Далее поверхность зачищается опиливанием либо обрабатывается переносным вращающимся абразивным кругом.
Постановка дополнительных элементов либо замена изношенной части детали. Для устранения дефекта в некоторых деталях целесообразно провести удаление изношенной части и приварить на её место компенсационные элементы. Восстанавливаемая деталь с новыми элементами соединяется методом сварки трением, под слоем флюса, в среде газа и прочее. При этом компенсационная часть детали может быть изготовлена из более прочного и износостойкого материала, чем исходная деталь.
Использование односторонне изношенных деталей. В процессе эксплуатации машин и агрегатов некоторые детали получают односторонний износ (оси натяжных колёс, шлицы валов, ведущие звёздочки, пальцы и втулки гусеничных полотен и прочее).
Допускается переставление парных деталей с одной стороны машины на другую. Симметричные детали можно использовать, перевернув их на 180 градусов. В несимметричных деталях следует изменить конструкцию для того, чтобы данная деталь могла работать при повороте на 180 градусов.
Источник



