
- Как правильно пользоваться штангенциркулем
- Определение показаний по нониусу
- Устройство механического штангенциркуля
- Порядок проведения измерений, проверка исправности
- Как пользоваться штангенциркулем: пошаговая инструкция
- Конструкция штангенциркуля
- Порядок измерений
- Считывание результатов
- По нониусной шкале
- По часовому индикатору
- По цифровому табло
- Разметка
- Почему возникают ошибки при измерениях
- Измерения штангенциркулем, точность и правила пользования
- Конструкция и типы штангенциркулей
- Описание нониусного штангенциркуля
- Циферблатные штангенциркули
- Цифровые штангенциркули
- Отсчёт показаний на нониусном штангенциркуле
- Как проводить измерения, проверка исправности штангенциркуля
- Основные выводы
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.
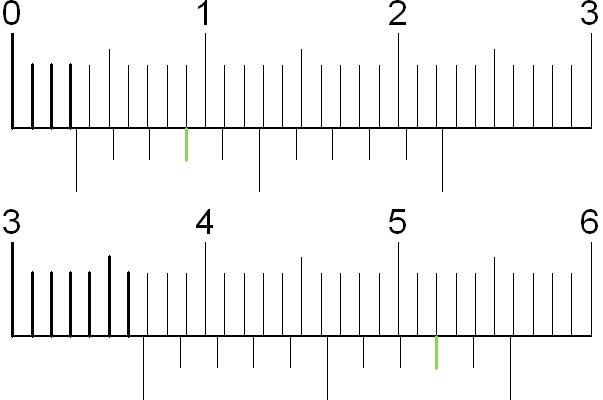
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
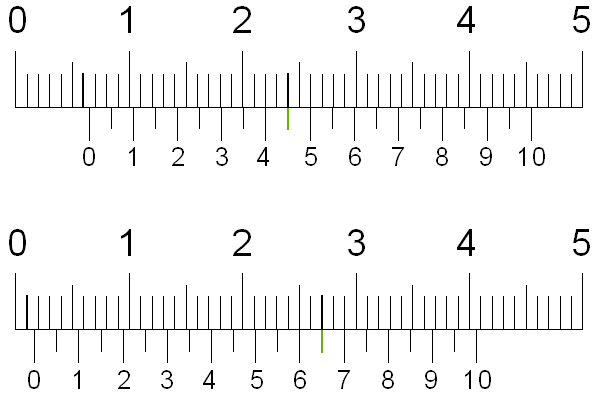
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
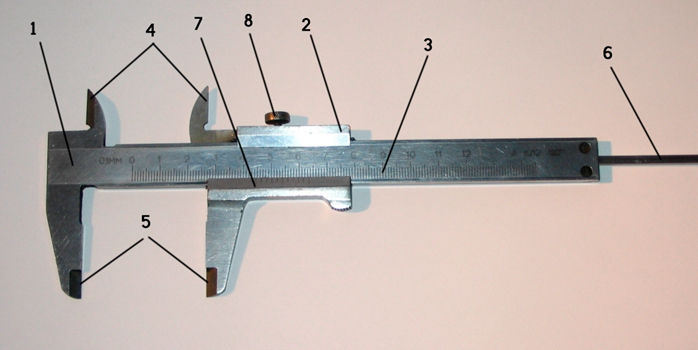
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
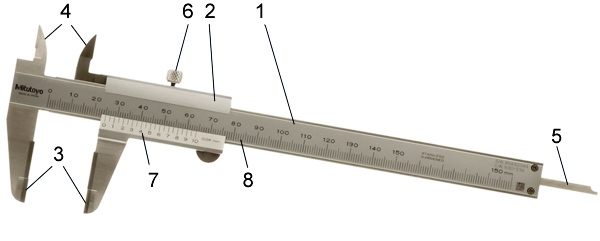
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Источник
Как пользоваться штангенциркулем: пошаговая инструкция
Штангенциркуль используется для определения наружных и внутренних диаметров, линейных размеров, глубин канавок и отверстий, а также расстояний между уступами. Некоторые модификации позволяют наносить разметку на поверхности заготовок. Инструмент применяется для измерения обрабатываемых деталей на механических и слесарных производственных участках, контроля выработки изнашиваемых поверхностей при проведении ремонта оборудования, благодаря простоте в освоении используется в домашних мастерских.
Конструкция штангенциркуля
Представленный на рис. 1 штангенциркуль типа ШЦ-1 состоит из:
- Штанги.
- Рамки.
- Измерительной шкалы.
- Верхних губок.
- Нижних губок.
- Глубиномера.
- Шкалы нониуса.
- Зажимного винта.
Выбор штангенциркуля для конкретной задачи определяется габаритами, конструктивными особенностями детали и требованиями к точности размеров. Инструменты различаются следующими параметрами:
- Диапазоном измерений. Длина шкалы на штанге составляет от 125 до 4000 мм.
- Точностью. Распространенные модификации имеют погрешность 0.1, 0.05, 0.02 и 0.01 мм.
- Функционалом. Существуют штангенциркули с глубиномером и без него.
- Количеством и формой мерительных поверхностей. Губки односторонних и двухсторонних инструментов бывают плоскими, заостренными или закругленными.
- Конструкцией отсчетного устройства. Оно бывает нониусным, механическим часового типа или электронным.
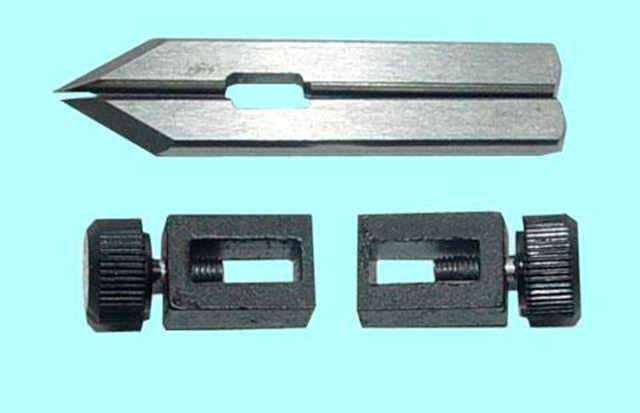
Штангенциркули изготавливаются из износостойких инструментальных сталей, а их мерительные поверхности могут быть усилены твердосплавными напайками. Для разметки деталей на незаостренные губки устанавливают резцы (рис. 2), комплектующиеся державками и зажимными винтами.
Порядок измерений
Инструмент и деталь нужно подготовить к работе: удалить загрязнения, свести губки вплотную и убедиться в том, что показания соответствуют «0». Для измерения наружного диаметра или линейного размера необходимо:
- развести губки путем передвижения рамки;
- сдвинуть до плотного прилегания к контрповерхостям;
- зафиксировать положение рамки стопорным винтом;
- вывести штангенциркуль для оценки полученных результатов.
Чтобы измерить внутренний размер, губки сводят в «0», а затем раздвигают до соприкосновения с контрповерхностями. Если конструктивные особенности детали позволяют увидеть шкалу, то показания считывают без фиксации и выведения.
Для измерения глубины отверстия:
- перемещением рамки выдвигают глубиномер;
- опускают его в отверстие до дна и прижимают к стенке;
- перемещают штангу до упора в торец;
- фиксируют стопорным винтом и выводят.
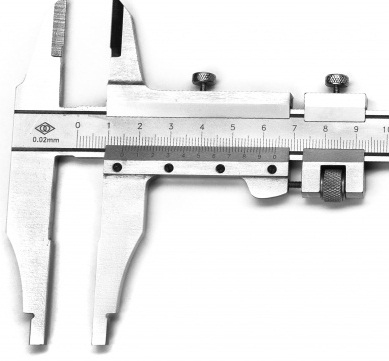
Точность результатов зависит от правильности позиционирования губок относительно детали. Например, при определении диаметра цилиндра штанга должна пересекаться или скрещиваться с его продольной осью под прямым углом, а при измерении длины – располагаться параллельно. В штангенциркулях типа ШЦ-2 и ШЦ-3 есть дополнительная рамка, которая подвижно соединяется с основной микрометрическим регулировочным винтом (рис.3). Такая конструкция упрощает позиционирование инструмента. При проведении замеров дополнительную рамку фиксируют на штанге, а положение основной регулируют вращением микрометрического винта.
Считывание результатов
По нониусной шкале
Количество целых миллиметров отсчитывается от нулевого деления на рейке до нулевого деления нониуса. Если они не совпадают, то размер содержит доли миллиметра, соответствующие точности инструмента. Чтобы определить их, необходимо на нониусе отсчитать от нуля до штриха, совпадающего с риской на штанге, а затем умножить их количество на цену деления.
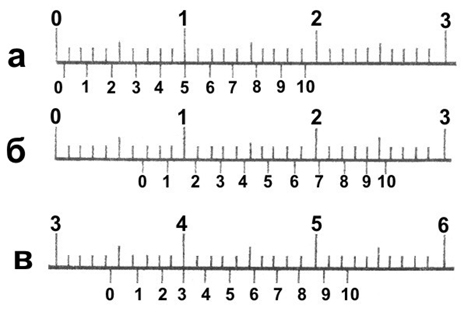
На рисунке 4 показаны размеры: а – 0.4 мм, б – 6.9 мм, в – 34.3 мм. Цена деления нониуса 0.1 мм
По часовому индикатору
Количество целых миллиметров отсчитывают на штанге от нуля до последней риски, не скрытой под рамкой. Доли определяют по индикатору: номер деления, на котором остановилась стрелка, умножают на его цену.
На рисунке 5 показан размер 30.25 мм. Цена деления индикатора 0.01 мм.
По цифровому табло
Здесь считать не нужно, размер отображается на дисплее.

Для определения внутреннего размера, снятого инструментом с радиусными мерительными поверхностями (нижние губки на рис. 3), к показаниям на шкале добавляют их толщину, которая указана на неподвижной губке. Чтобы посчитать наружный размер, снятый штангенциркулем с резцами (рис. 2), их толщину отнимают от показаний на шкале.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Почему возникают ошибки при измерениях
Наиболее распространенные ошибки, снижающие точность результатов измерений исправным инструментом:
- Чрезмерное давление на рамку вызывает перекос относительно штанги. Такой же эффект получается, если при измерении нижними губками сводить штангенциркуль за верхние.
- Установка губок на галтели, фаски и скругления.
- Перекосы при позиционировании.
- Нарушение калибровки инструмента.
Первые три ошибки чаще всего возникают от недостатка опыта, и уходят с практикой. Последнюю нужно предотвратить на этапе подготовки к измерениям. Проще всего выставить «0» на электронном штангенциркуле: для этого там предусмотрена кнопка (на рис. 6 кнопка «ZERO»). Часовой индикатор обнуляется вращением винта, расположенного в его нижней части. Чтобы откалибровать нониус, отпускают винты крепления к рамке, передвигают его в нужное положение и снова фиксируют.
Деформации элементов штангенциркуля и износ мерительных поверхностей делают инструмент непригодным к использованию. Для снижения количества брака на производстве штангенциркули проходят периодическую поверку в метрологических службах. Для проверки точности инструмента и приобретения навыков в бытовых условиях можно измерять детали, размеры которых заранее известны: например, хвостовики сверл или кольца подшипников.
Источник
Измерения штангенциркулем, точность и правила пользования

Штангенциркуль — это своеобразная линейка, которую модернизировали для увеличения точности показаний при проведении измерений. За счёт простоты пользования этим инструментом, он нашёл широкое применение во многих сферах промышленности, в автомастерских и при изготовлении поделок в домашних условиях. С его помощью определяют точные размеры деталей, их глубину, диаметры отверстий и размеры выемок, составных элементов и расстояний между ними.
Однажды я был очень удивлён на автомобильном рынке, когда подбирал подшипник с определённым внутренним диаметром. Нужен был подшипник, который туго садится на ось, для этого перед посадкой его подвергают нагреву. Продавец не знал как провести замер внутреннего диаметра подшипника, хотя штангенциркуль был рядом. Пришлось показать ему как это делать, и самому произвести выбор нужного по размеру.
Как пользоваться штангенциркулем нас учили ещё в школе, на уроках труда. Но по прошествии времени, если редко им пользоваться, знания забываются. В статье рассмотрим какие бывают виды этого инструмента, различные варианты его исполнения, как считывать показания при проведении измерений.
Конструкция и типы штангенциркулей
Немного истории. Измерительные приборы сделанные из бронзы, предшественники современных штангенциркулей, археологи обнаруживают в раскопках времён древнего Китая. В Европе подобные инструменты появились в начале XVII века, они были из дерева и не оснащались нониусом, что делало их неточными.
Штангенциркуль знакомого нам вида из металла стал применятся в Англии в конце XVIII столетия, в период промышленной революции, когда потребовались более точные измерения деталей. Он уже имел двигающуюся рамку с нанесённой на неё шкалой, которую придумал математик Педру Нуниш, а затем усовершенствовал Пьер Вернье. По фамилиям этих учёных, подвижную шкалу для более точных измерений, стали называть нониус и верньер.
По виду шкалы штангенциркули делятся на:
Описание нониусного штангенциркуля
 Основные элементы штангенциркуля
Основные элементы штангенциркуля
Основные детали из которых состоит прибор:
- Главной является штанга с нанесённой на ней шкалой. Отсюда и название.
- Рамка с нониусной шкалой, позволяющая делать отсчёт долей миллиметра.
- Губки для наружных и внутренних замеров.
- Линейка глубиномера.
- Стопорный винт, фиксирующий рамку, в некоторых видах может отсутствовать.
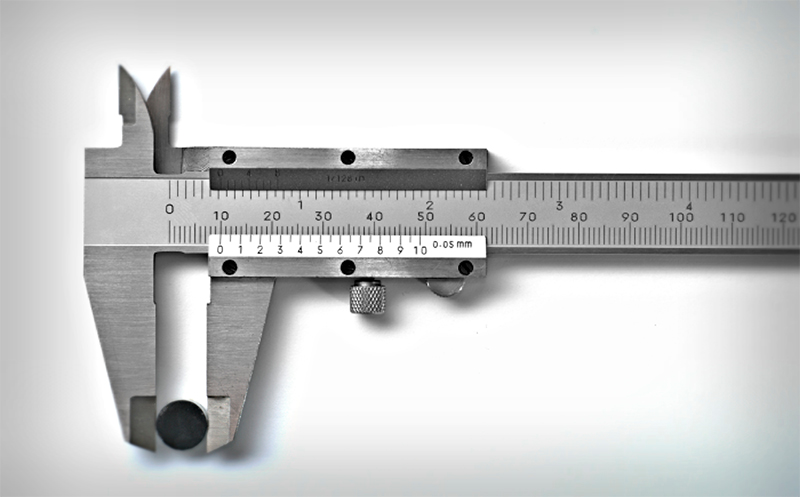
Конструктивно штангенциркуль состоит из двух линеек, наложенных друг на друга. На фото представлен прибор, который позволяет измерять внутренние и наружные размеры деталей, а также глубину отверстий в них. Пределы его измерений 0-125 мм, точность — 0,05 мм, это указано справа от нониусной шкалы.
Штангенциркули различаются по размеру и соответственно пределами измерений: 0 — 150 мм, 0 — 500 мм, 500 — 1600 мм, 800 — 2000 мм и другие. Также может быть разной и точность приборов: 0,1 мм, 0,05 мм, 0,02 мм, последние по точности близки к микрометрам.
Некоторые разновидности штангелей имеют вторые шкалы для отсчёта в дюймах. Они располагаются на верхней части штанги и рамки. Также существуют модели, которые позволяют наносить разметку на поверхность заготовки — у них губки специально заострены и сделаны из твёрдых материалов.
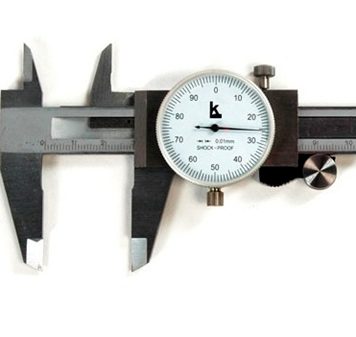
Циферблатные штангенциркули
 Штангенциркуль с циферблатной шкалой
Штангенциркуль с циферблатной шкалой
По конструкции циферблатный прибор устроен аналогично нониусному, но на рамке установлена круглая шкала. При считывании показаний целые миллиметры смотрят по левому краю рамки, а доли миллиметра — по разметке на циферблате. Такой штангенциркуль используется когда требуется высокая точность или невозможность применения нониусного.
Диапазон такого прибора 0 — 300 мм, цена деления — 0,01 мм. Он позволяет получить более точный результат измерений и сам процесс измерения проще чем при использовании нониусного штангенциркуля.
Недостатком циферблатного штангеля является его большая стоимость и ограниченный диапазон измерений (300 мм). Отсчётное устройство может выйти из строя при неправильном хранении из-за воздействия пыли и грязи.
Цифровые штангенциркули
 Штангенциркуль с цифровой шкалой
Штангенциркуль с цифровой шкалой
Этот инструмент очень похож на описанные ранее. Результат производимых измерений высвечивается на цифровом экране. Инструмент незаменим, если данные надо получить быстро и с большой точностью. Диапазон измерений от 0 до 3000 мм, цена деления некоторых экземпляров 0,01 мм.
На рамке с табло располагаются кнопки включения, установки нуля и переключения показаний шкалы в миллиметрах или дюймах. К его достоинствам относится свойство сохранять в памяти итог последних измерений, высокая точность и скорость. Всё это значительно увеличивает производительность и экономит время при проведении большого числа измерений, например при отбраковке изделий. Исполнителю не надо производит отсчёт по циферблату или нониусу, результат мгновенно высвечивается на экране.
Цифровые штангели отличаются высокой стоимостью по сравнению с рассмотренными ранее с теми же характеристиками. Питание осуществляется от аккумулятора, который требуется по прошествии времени заряжать или менять. Электроника таких приборов подвержена негативному влиянию перепадов температур и влажности.
Отсчёт показаний на нониусном штангенциркуле
Показания на таком приборе определяются путём сложения значений главной шкалы и нониусной. Порядок следующий:
- На основной шкале отсчитываются целые миллиметры, которые располагаются слева от нуля нониуса.
- Риска нониуса, которая совпадает с одной из рисок на шкале штанги (наиболее точно) определяет доли миллиметра. Далее необходимо умножить цену деления шкалы на определённый нами порядковый номер риски нониуса.
 Как производится отсчёт при измерении штангенциркулем
Как производится отсчёт при измерении штангенциркулем
На приведённом примере целые миллиметры, расположенные левее нуля нониуса выделены жирным и составляют 4 мм. А необходимая риска нониуса помечена красным цветом, риска — 5. Умножаем цену деления шкалы нониуса (в примере 0,1 мм) на номер риски нониуса 0,1 х 5 = 0.5 мм, так определяются доли. Показания получаются следующие 4 мм + 0,5 мм = 4,5 мм.
 Измерение диаметра шайбы разными штангенциркулями
Измерение диаметра шайбы разными штангенциркулями
На втором рисунке показан пример измерения диаметра шайбы штангенциркулем с ценой деления нониуса 0,05 мм. Согласно методике отсчёта, измеренная величина — 50,2 мм, что подтверждается показаниями цифрового прибора. Следует отметить, что на нониусе точно совпадает 4 риска, при умножении на 0,05 получаем значение 0,2 мм (у этой риски стоит число 2).
Для лучшего понимания отсчёта показаний посмотрите следующую живую картинку.
 Замер внешнего размера гайки
Замер внешнего размера гайки
Как проводить измерения, проверка исправности штангенциркуля
Перед проведением измерений следует проверить техническое состояние инструмента. На его рабочих зонах не должно быть следов ржавчины, вмятин или царапин. Не допускается перекос губок штангеля. Цифры должны хорошо читаться, а ход подвижных элементов должен быть плавный, без заеданий и рывков.
Как проводить измерения:
- При замере размера детали снаружи, губками штангенциркуля плотно без зазоров зажимают её. Инструмент должен располагаться параллельно плоскости измеряемого предмета.
- Для измерения диаметров круглых отверстий губки ставят в максимально удалённых точках. При этом рамка должна проходить через ось отверстия, перпендикулярно ей.
- Если используется глубиномер, то штангенциркуль устанавливается у края отверстия, инструмент располагают перпендикулярно плоскости детали и выдвигают линейку глубиномера до упора в дно.
- После этого считывают показания.
 Как проводится проверка точности штангенциркуля
Как проводится проверка точности штангенциркуля
Приступая к работе со штангенциркулем следует произвести проверку правильности его показаний. Для этого сводят его губки вместе, при этом нуль основной шкалы и нониуса должны совместится. А последняя риска нониуса должна указать на отметку 39 мм основной шкалы (пример показан на фото, риски отмечены красным цветом). Хочу обратить внимание, что в зависимости от конструкции и цены деления, длина шкалы нониуса может быть другой. В нашем примере она 39 мм, но бывают 19 мм с ценой деления 0,1 мм, соответственно и последняя риска нониуса укажет на число 19.
В некоторых конструкциях нониусная шкала крепится к рамке с помощью винтов и имеет в этих местах овальные отверстия. Это сделано с целью поправки шкалы нониуса, если при проверке на правильность показаний результат был неудовлетворительный.
 Подготовка цифрового штангенциркуля к работе
Подготовка цифрового штангенциркуля к работе
Цифровые штангенциркули имеют кнопку “zero”. Перед началом измерений губки прибора сводят вместе и нажимают эту кнопку. На экране высвечиваются нулевые показания — инструмент готов к работе. Аналогичные операции перед началом измерения проводятся и с циферблатными штангенциркулями, нуль регулируется вращающейся головкой, которая находится внизу циферблата.
Основные выводы
Штангенциркуль является наиболее популярным и распространённым измерительным средством благодаря простоте устройства, удобству пользования и быстроте получения результата измерения. При повреждении его элементов и их износе становится невозможно проводить точные измерения. На производстве штангенциркули подвергаются периодической поверке в центрах стандартизации и метрологии.
Качественные приборы изготавливают из нержавеющей стали. Для их удешевления всё чаще стали применять пластики и полимерные материалы. Но срок службы и точность таких устройств значительно уступает штангенциркулям из нержавейки. У меня в хозяйстве например есть штангенциркуль — ручка. Измерять им конечно можно, но точности никакой, т.к. нониусная шкала на нём чисто условная. Ко мне она попала как презент после посещения одной из презентаций.
 Штангенциркуль — ручка
Штангенциркуль — ручка
Для того, чтобы штангенциркуль служил долго и был всегда готов к работе нужно придерживаться следующих рекомендаций:
- Хранить прибор в специальной упаковке в помещении с низкой влажностью и температурой выше + 5℃.
- Периодически смазывать сам штангенциркуль и скользящие поверхности машинным маслом, что предотвратит в дальнейшем образование коррозии и заедание рамки.
- Бережно относиться к штангенциркулю, не применять к нему механических воздействий. Любые вмятины, царапины могут вывести его из эксплуатации или значительно понизить точность.
У домашнего мастера обязательно среди инструмента должен быть такой прибор для измерений. Поэтому как пользоваться штангенциркулем, как понимать показания после измерений это необходимое знание. У меня например таких два: один пластиковый (жёлтого цвета, показан на фото в статье выше), второй цифровой (тоже есть на фото). Цифровой я использовал при измерении износа тормозных колодок, что описано в статье “Замена тормозных колодок…”
Надеюсь эта статья поможет Вам в выборе хорошего инструмента и правильном измерении штангенциркулем любых деталей. Если информация была интересна и полезна, поделитесь с друзьями в соцсетях и в комментариях оставляйте свои пожелания, критику и предложения.
Понравилась статья? Поделись!
- Вконтакте
- Одноклассники
 Как заточить лезвие бритвы в домашних условиях, несколько простых способов
Как заточить лезвие бритвы в домашних условиях, несколько простых способов
Источник



