
domir.ru
ДоМир — Домашний Мир
Сборка резьбовых соединений
При попытке разобрать какой-либо механизм или слесарное сооружение, будь то двигатель стиральной машины или объект сантехнического оборудования, можно заметить, что большую часть всех соединений деталей составляют именно резьбовые. И это не случайно: резьбовые соединения просты, надежны, взаимозаменяемы, их удобно регулировать.
Процесс сборки любого резьбового соединения включает в себя следующие операции: установка деталей, наживление, завинчивание, затяжка, иногда дотяжка, по необходимости установка стопорных деталей и приспособлений, предохраняющих от самоотвинчивания.
При наживлении ввертываемая деталь должна быть подведена к резьбовому отверстию до совпадения осей и вкручена в резьбу на 2–3 нитки. Каждый, кому приходилось работать с мелкими винтами, знает, как неудобно бывает держать винт в труднодоступных местах, например снизу. Профессионалы в таких случаях применяют магнитные и другие специальные отвертки. Но если их нет, отчаиваться и клясть неподатливый винт крепкими словами не стоит, задачу можно решить с помощью нехитрого приспособления, которое легко изготавливается буквально за несколько секунд. Из тонкой мягкой проволоки нужно сделать небольшой крючок и поддерживать им винт, пока он не войдет в резьбовое отверстие на несколько ниток. Затем нужно просто потянуть за проволоку – петля раскроется и освободит винт для дальнейшего ввинчивания инструментом.
После наживления на деталь устанавливают сборочный инструмент (ключ или отвертку) и сообщают ей вращательные движения (завинчивают). Завинчивание завершают затяжкой, которая создает неподвижность соединения.
Дотяжку производят в том случае, когда деталь крепится несколькими болтами (винтами). Например, при креплении головки блока цилиндров (в двигателе автомобиля), болты ввинчиваются без предварительной затяжки, а после того как они установлены все, производят дотяжку. Это осуществляется в определенном порядке – по так называемому методу спирали (рис. 50).

Рис. 50. Схема возможной последовательности затяжки (дотяжки) болтов (винтов, гаек).
Резьбовые соединения в механизмах, подвергающихся в процессе эксплуатации действию пульсирующей нагрузки (вибрации), зачастую сами отвинчиваются, что может явиться причиной аварии. Поэтому при сборке таких механизмов прибегают к стопорению резьбовых соединений.
Самый простой, достаточно надежный и не требующий каких-то специальных приспособлений способ стопорения – это стопорение контргайкой. Ее навинчивают после затяжки основной крепежной гайки и затягивают до полного соприкосновения с ее торцом. Механизм стопорения при таком способе основан на увеличении поверхностей трения в резьбе и на поверхностях гаек.
Широко распространено также стопорение стопорными шайбами (рис. 51).

Рис. 51. Способы стопорения резьбовых соединений: а – стопорной шайбой; б – пробкой; в – проволокой; г – сваркой или накерниванием.
Такая шайба имеет либо носик, который отгибают на грань гайки после ее затяжки, либо лапку, которая вставляется в специально просверленное отверстие в корпусе детали. Винты (болты) с открытыми головками можно застопорить проволокой. Отверстия в головках винтов (болтов) под проволоку в этом случае просверливаются до установки их в узел. Проволоку в отверстия следует вводить таким образом, чтобы натяжение ее концов создавало завинчивающий момент.
Стопорение сваркой или накерниванием, по сути, превращает разъемное соединение в неразъемное.
Довольно часто в резьбовых соединениях используют шпильки, которые, в отличие от болта или винта, не имеют головки. Для того чтобы обеспечить плотную посадку шпильки в тело детали, можно воспользоваться одним из предложенных способов: натяг шпильки образуется за счет сбега резьбы (см. главу о нарезании наружной резьбы) либо обеспечивается тугой резьбой с натягом по среднему диаметру витков. Если корпус детали сделан из материала менее прочного, чем шпилька, то используют спиральную вставку из стальной проволоки ромбического сечения: ее вводят в резьбу корпуса детали до ввинчивания шпильки. Этот способ не только повышает прочность и износостойкость соединения (за счет увеличения в корпусной детали поверхности среза резьбы), но и способствует плотной посадке шпильки. Для образования герметичного, гидронепроницаемого соединения между соединяемыми деталями ставят прокладку из легко деформирующегося материала (медно-асбестовую, паронитовую и пр.).
В некоторых случаях требуется получить соединение особой прочности, которой невозможно добиться, применяя обычные болты из низкосортного металла, так как они просто ломаются под большими поперечными нагрузками. Покупать специальные высокопрочные болты дорого, да и не всегда их разыщешь в магазинах. В таких случаях можно перед сборкой нанести на поверхности деталей, которые будут соприкасаться, клеевую прослойку из эпоксидной смолы. Соединение получится весьма прочным даже при использовании обычных дешевых болтов.
Источник
Стопорение резьбовых соединений
Механические соединения при эксплуатации, как правило, подвергаются воздействию внешних нагрузок. Этот фактор обусловливает снижение надежности всей конструкции. Чтобы предотвратить данное явление, на стадии сборки реализуются технические решения, способствующие увеличению прочности скрепления. Стопорение – одно из них.
Способы стопорения
Наибольшее практическое применение нашли два способа.
Стопорение позитивное. Его принято также называть жестким. Суть этого способа – использование специального элемента фиксации. Без его удаления разъединить два компонента конструкции будет невозможно. С этой целью данный элемент обычно механически разрушается либо подвергается деформированию.
Стопорение фрикционное. Основан этот метод на создании повышенного сопротивления путем использования контргаек, шайб специфической конфигурации и иных деталей. Его уровень надежности ниже по сравнению с вышеуказанным способом. Фиксация, реализованная при помощи фрикционного стопорения, предоставляет возможность осуществить разборку резьбового сопряжения без необходимости разрушения отдельных компонентов. У этого способа имеется много разновидностей. Одна из них – упругое стопорение. Функцию контрящего приспособления выполняет упругая деталь. Она обеспечивает увеличение силы трения между скрепляемыми частями конструкции.
Стопорные винты
Применение стопорного винта входит в число самых надежных способов фиксации механического узла. Чаще всего он вкручивается в отверстие, проделанное на боковой грани гайки до плотного соприкосновения со стержнем болта, на который та навинчена. Чтобы не допустить выкручивания самого стопорного винта, его резьбовую накатку выполняют с минимально возможным шагом.
Преимуществом данного метода является обеспечение возможности контрить соединение в любом пространственном расположении. Недостаток очевиден – не исключено повреждение резьбы болта, в результате чего надежность скрепления будет снижена. Чтобы не допустить это явление, рекомендуется перед завинчиванием стопорного винта вставить в отверстие шарик из мягкого металла, например, из свинца. Тогда фиксация не вызовет смятие витков резьбовой нити болта.

Выбирать крепеж необходимое с учетом положений государственных и отраслевых нормативных документов, а также технических условий.
Шплинты
Шплинт является металлическим креплением, произведенным из проволоки. По конструктивному исполнению он представляет собой стержень, согнутый так, что один из отрезков длиннее другого, а в качестве их общего основания выступает ушко.
Существуют две разновидности этого крепежа.
Шплинт прямой. Применяется для сопряжения элементов, не подвергающихся в ходе эксплуатации воздействию высоких нагрузок, и для препятствования самопроизвольному отвинчиванию гаек. Чтобы зафиксировать скрепление, на грани гайки проделывается сквозное отверстие, перпендикулярное основному. Такая же операция выполняется со стержнем болта. После затягивания резьбового соединения продольные оси этих отверстий совмещаются и в них продевается шплинт до упора ушка в грань гайки. При этом оба отрезка должны выйти с ее противоположной стороны. После того как все это будет сделано, выступающие концы сгибаются.
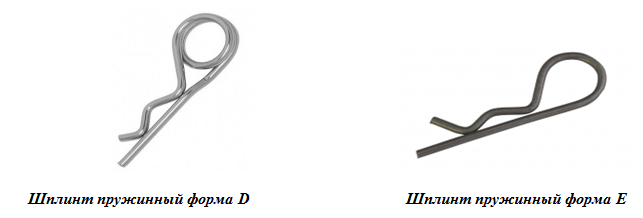
Производятся эти детали обычно из «нержавейки». Если же в качестве сырья использовалась углеродистая сталь, на их поверхность может наноситься оцинковка.
Стопорение проволокой
Допустимость и варианты стопорения резьбовых соединений посредством проволоки утверждены положениями отраслевого стандарта OCT 1 35902, принятого в 1970 году. Этот способ получил название «обвязка». Реализуется он:
стопорением между собой обоих компонентов резьбового соединения – гайки с болтом;
их фиксацией к корпусу конструкции.
Любой из этих вариантов предусматривает просверливание в гайках и шляпках болтов отверстий, продольная ось которых располагается перпендикулярно граням. После затяжки соединения, его каждый элемент обвязывается пропущенной через эти отверстия проволокой. В итоге детали болтокомплекта фиксируются в требуемом положении.
Нормы вышеуказанного отраслевого стандарта допускают стопорение не только одного, но и нескольких элементов конструкции путем создания единой системы обвязки. Законтривание сразу целой группы крепежных изделий обусловливает повышение надежности создаваемого объекта. Достижению такого же эффекта способствует просверливание трех диаметральных отверстий с внешними кромками, расположенными на каждой из шести граней метиза. Именно таким методом подлежат стопорению гайки с большими размерами. Полученная фиксация называется угловой бесступенчатой.
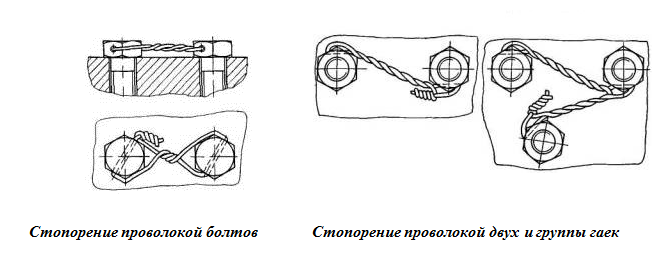
При стопорении гаек проволокой обязательно необходимо учитывать направление резьбовой накатки. Как известно, основное усилие при отвинчивании этих крепежных элементов нужно прикладывать в начальный момент данной процедуры, чтобы преодолеть сопротивление, вызванное диффузией металлов метиза и скрепляемого объекта одного в другой. На сленге профессионалов эта операция называется «сорвать гайку с места». Даже незначительный ее поворот снизит надежность соединения. На рисунке представлены правильный и неправильный вариант обвязки. Очевидно, что, хотя проволока и не позволит неправильно обвязанным гайкам окончательно открутиться, соединение ослабеет.
Дополнительные способы стопорения
Главной задачей крепежных элементов является создание с последующим надежным сохранением усилия затяжки соединения в течение всего времени работы механизма. Таким образом, прежде всего, нужно создать данное усилие. Указанные выше детали, используемые для стопорения, успешно выполняют данную функцию только при условии обеспечения изначальной требуемой затяжки. Один из наиболее распространенных методов, способствующих повышению стопорящих качеств – это использование крепежных деталей с мелкой резьбовой накаткой.
Степень работоспособности резьбового соединения является характеристикой производной от совокупности многих факторов. К их числу относятся:
наличие смазывающего состава;
шероховатость соприкасающихся поверхностей;
прочность: крепежа; сопрягаемых компонентов конструкции и другие факторы.
Причин снижения первоначального усилия затяжки тоже предостаточно. Основные из них такие:
пластические деформации металла скрепляемых компонентов в местах под гайкой либо шляпкой болта;
воздействие ударных/импульсных нагрузок с вектором, направленным под углом к продольной оси крепежной детали либо вдоль нее;
влияние внешних сил знакопеременного характера.
При этом с увеличением количества крепежных элементов (шайбы не являются исключением) скорость ослабевания соединения в ходе эксплуатации возрастает. Ниже представлены графики самопроизвольного отвинчивания разных резьбовых соединений, а также методов их фиксации. Числовые данные, использованные для их построения, были получены при испытаниях воздействием циклических нагрузок в условиях колебания скрепляемых деталей в плоскости контакта. Для этого применялась методика Юнкера. Испытательный стенд продуцировал колебания с частотой от 13 до 16 в минуту. Так были смоделированы в высшей степени жесткие условия, наблюдающиеся при эксплуатации автотранспортных средств.
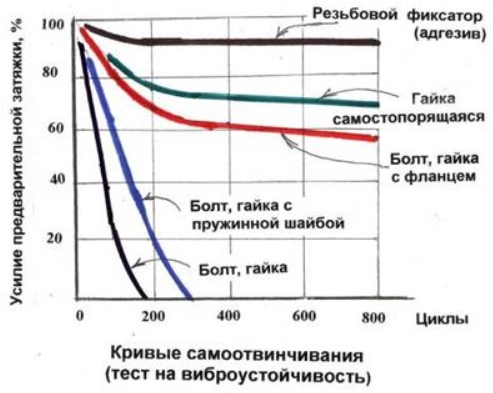
Кривые показывают различную динамику самопроизвольного отвинчивания крепежа различного вида. В этом контексте стопорение пружинными шайбами эффективно только с болтами небольшой длины и с невысокими прочностными характеристиками. Например, может быть достигнуто снижение переменной нагрузки на 30-40 процентов на болт M10 длиной 15 мм в соединении, отличающимся малым усилием затяжки. В отношении болта M10 длиной 45 мм снижение этого показателя составляет не больше 8-10 процентов. На основании этих цифр пружинные, а также зубчатые шайбы выведены категорию т.н. «мнимых формозапирающих элементов». Немецким институтом стандартизации в конце 80-х годов минувшего столетия были введены ограничения на применение этих метизов. В частности, если они используются совместно с болтами, обладающими прочностью не выше класса 6.8:
срок полного отказа от подобных конструкций установлен такой: 5 лет;
их отмена запланирована без замены.
На территории нашей страны часто встречаются объекты с пружинными шайбами, размещенными под стержневым крепежом с прочностными характеристиками классов 8.8 и выше.
Графики самопроизвольного отвинчивания демонстрируют факт обладания стопорными и пружинными шайбами худшими показателями. По принципу «глобального стопорения», подкладывать их необходимо под обе детали болтокомплекта. Однако в большинстве случаев размещают эти детали исключительно под гайку. Для справки: значение такого показателя, как соотношение упругой силы пружинных нормальных шайб (H) и усилия затягивания резьбового сопряжения:
с прочностью класса 6.8 колеблется в пределах от 1,2 процента до 1,8 процента;
соответствующего требованиям класса прочности 8.8, изменяется в диапазоне от 1,0 процента до 1,4 процента.
Эти данные взяты из ГОСТа 6402-70.
Анализ приведенной выше информации позволил экспертам сделать следующий вывод:
под повсеместным использованием зубчатых (стопорных) и пружинных шайб в продукции машиностроительной отрасли нет никаких оснований, доказанных практикой. И бояться отказываться от данной устоявшейся традиции не стоит. Мировой опыт автомобилестроительной отрасли доказывает это весьма убедительно.
Существуют крепежные детали, способные обеспечить надежность повышенной степени, например, для механизмов, работающих под воздействием высоких нагрузок (болты ГБЦ, шатунов и т.д.). В эту группу входят болты, получившие название «податливые» и имеющие утоненный стержень. Они характеризуются прочностью, соответствующей условиям класса 10.9 или выше, и длиной стержня (обозначение L), изменяющейся в пределах 8,0×Д≤L≤10,0×Д, где Д – диаметр резьбы. Затягивающее усилие надежно сохраняется на продолжительное время эксплуатации за счет доведения напряжений в утоненном ботовом стержне до состояния упругих, то есть, обратимых деформаций.
В последнее время широко стали применяться анаэробные герметики. Они наносятся на резьбовую нить крепежных деталей. В ходе сборки их масса заполняет находящиеся в ней зазоры. В условиях отсутствия доступа атмосферного кислорода герметик становится твердым. В итоге получается надежное долгосрочное стопорение.
Производятся сегодня гранулированные герметики. Их тоже наносят на резьбу, только заблаговременно. Помимо всего прочего, так обеспечивается удобство хранения крепежа и его транспортировки. В ходе сборки происходит разрушение гранул, и в итоге соединение прочно фиксируется. Применение этих компаундов предоставляет возможность отказаться от специальной резьбы, например, тугой с натягом, которая нередко применяется на навертываемой части шпилек.
Стопорение соединений, которые не предполагается в будущем подвергать разборке, может осуществляться посредством пластического деформирования либо сварки. В качестве первого варианта чаще всего используется кернение. Допустимые разновидности этой операции прописаны в отраслевом стандарте OCT 1 39052-77.
Заключение
Сегодня на рынке метизов присутствуют самоконтрящиеся гайки, не нуждающиеся в дополнительном стопорении. Особенностью их конструкции является наличие пластикового кольца. Когда гайка завинчивается, на нейлоновом вкладыше происходит нарезка резьбы, плотно прилегающей к стержню болта. При воздействии нагрузок вибрационного характера гайка, как говорится, «намертво» удерживается в затянутом положении за счет эластичности полимерного кольца. Кроме того, данный компонент выполняет функции своего рода амортизатора и гасит возникшие колебательные перемещения всего метиза.
Источник



