
Большая Энциклопедия Нефти и Газа
Санитарно-техническое изделие
Санитарно-технические изделия из пластических масс легки, имеют достаточную прочность, не требуют систематической окраски, не коррозируют, гигиеничны, а гладкая полированная поверхность и светлая расцветка различных тонов придают им красивый внешний вид. [1]
Санитарно-технические изделия из керамики изготовляют путем литья шликера ( смеси сырых материалов) в гипсовые формы. Процесс сводится к следующему. Сырые материалы размельчают, замешивают на воде и заливают в разъемные гипсовые формы. При этом используется способность гипсовых форм легко впитывать воду из залитого шликера, в результате чего литьевой материал уплотняется. После затвердевания изделие извлекают из формы и подсушивают. Просушенное изделие покрывают глазурью и обжигают при температуре 1250 — 1300 для придания ему прочности. При обжиге происходит также расплавление глазури и образование стекловидного слоя на поверхности изделия. [2]
Санитарно-технические изделия предназначены для санитарно-гигиенического и хозяйственного применения и представлены умывальниками, унитазами, смывными бачками, писсуарами и другими изделиями, которые устанавливают в санитарных узлах жилых, общественных и промышленных зданий и различных объектов. [4]
Санитарно-технические изделия ( глазурованные умывальники, унитазы, смывные бачки и др.) характеризуются тонкозернистым однородным строением. Основные свойства и характеристики санитарно-технич. [5]
Санитарно-технические изделия из пластмасс имеют красивый цвет, водостойки, легки, прочны и коррозионностойки, устойчивы против растворов кислот и щелочей. [7]
Санитарно-технические изделия из керамики изготовляют путем литья шликера ( смеси сырых материалов) в гипсовые формы. Процесс сводится к следующему. Сырые материалы размельчают, замешивают на воде и заливают в разъемные гипсовые формы. При этом используется способность гипсовых форм легко впитывать воду из залитого шликера, в результате чего литьевой материал уплотняется. После затвердевания изделие извлекают из формы и подсушивают. Просушенное изделие покрывают глазурью и обжигают при температуре 1250 — 1300 для придания ему прочности. При обжиге происходит также расплавление глазури и образование стекловидного слоя на поверхности изделия. [8]
Санитарно-технические изделия ( ванны, мойки, раковины и пр. [9]
Санитарно-технические изделия ( водогрейные колонки, трубы к ним, детские стальные ванночки) обжигают на этажерках иных размеров и конструкций. [10]
Санитарно-технические изделия на основе пропилена, полиамидов, стеклопластиков, полиметилметакрилата отличаются не только низкой массой, но и повышенной коррозионной стойкостью. Они значительно дешевле и экономичнее эмалированных, стеклянных, фаянсовых или чугунных изделий. [11]
Никелированные санитарно-технические изделия при хранении и складской переработке оберегают от ударов, а калориферы, вентиляторы и отопительные агрегаты предохраняют от воздействия атмосферных осадков, загрязнения и механических повреждений. [12]
Керамические санитарно-технические изделия изготовляют из фаянса, полуфарфора и фарфора. [13]
Крупные санитарно-технические изделия — ванны, мойки и др. — изготовляют из шамотных фаянсовых масс, имеющих небольшую усадку ( 4 — 6 %) и незначительную деформацию при сушке и обжиге. [14]
Формуют санитарно-технические изделия способом литья из шликеров с применением гипсовых форм. Данный способ отличается длительностью и трудоемкостью технологического процесса. [15]
Источник
ПЛАСТМАССОВЫЕ ТРУБЫ И САНИТАРНО-ТЕХНИЧЕСКИЕ ИЗДЕЛИЯ
В настоящее время из пластических масс изготовляют санитарно-технические изделия и детали, широко применяемые в строительстве.
Пластмассовые трубы в отличие от стальных не подвергаются коррозии, не разрушаются при замерзании в них воды, легче в 3. 6 раз, обладают гибкостью, достаточно прочны, имеют низкую теплопроводность, гладкую внутреннюю поверхность, уменьшающую сопротивление течению, водо- и химически стойки, просты в монтаже и не требуют защитных покрытий. В строительстве наибольшее применение имеют полиэтиленовые, поливинилхлоридные, стеклопластиковые трубы. Изготовляют их методом экструзии из смеси полимера, стабилизаторов, красителей, пигментов и смазочных средств. Трубы выпускают различных диаметров: полиэтиленовые диаметром 10. 630 мм, поливинилхлоридные— 10. 400 мм, стеклопластиковые — 30. 300 мм при толщине стенок 2. 10 мм. Трубы больших диаметров режут на стандартные отрезки 6. 12 м, малых диаметров скатывают в бухты.
Полиэтиленовые трубы обладают высокой стойкостью к кислотным и щелочным средам, к воздействию масел и растворителей, легко поддаются механической обработке и сварке, их можно эксплуатировать в интервале температур от -80 до +60 °С. Применяют их для водоснабжения, канализации, вентиляции, в оросительных системах, для устройства газопроводов.
Стеклопластиковые трубы по сравнению с другими полимерными трубами значительно прочнее, более тепло- и коррозионно-стойки. Стеклопластиковые трубы могут работать при температуре до 750 °С. Применяют их для устройства вентиляции, внутренних коммуникаций химических и пищевых производств, газопроводов.
Санитарно-технические изделияизготовляют из полимерных композиций, получаемых с применением ПВХ, полиэтилена и других термопластов, карбамидных и других полимеров. К таким изделиям относят ванны, умывальники, раковины, душевые кабины, унитазы, смывные бачки, сифоны, смесители, вентиляционные решетки и т.п. Изготовляют санитарно-технические изделия различными способами формования. Санитарно-технические изделия из пластических масс отличаются высокой прочностью при малой плотности, гигиеничны, устойчивы против коррозии, не требуют систематической окраски, просты и удобны в эксплуатации, а светлая расцветка различных тонов и гладкая глянцевая поверхность придает им красивый внешний вид.
ПОЛИМЕРНЫЕ МАСТИКИ И КЛЕИ
Для крепления синтетических отделочных материалов к поверхностям применяют различные клеи и мастики. Качество отделки стен, потолков и покрытий полов в зданиях и сооружениях во многом зависит от правильно выбранного клеевого состава, его качества испособов нанесения.
Клеи— полимеры или композиции на их основе, образующие адгезионную связь между клеевой пленкой и поверхностями склеиваемых материалов. В строительстве используют жидкие клеевые составы.
Мастики— пластичные смеси, получаемые при смешивании полимерных связующих с тонкодисперсными наполнителями и различными добавками, улучшающими качество мастик. Мастики отличаются от клеев более густой консистенцией. Клеи наносят тонкими слоями (причем чем тоньше слой, тем выше качество склейки) на пористые и шероховатые поверхности, мастики можно наносить более толстым слоем (1. 2 мм), при этом одновременно происходит выравнивание склеиваемых поверхностей.
При облицовке синтетическими материалами наиболее широко применяют мастики КН-2 и КН-3, «Синтелакс», «Гумилакс» и др.
Мастиками КН-2 и КН-3 наклеивают все виды поливинил-хлоридных линолеумов и пленок, бумажно-слоистые пластики, рези-
новый линолеум и плитки, погонажные изделия к различным основаниям и многие другие синтетические облицовочные материалы.
Синтетические клеиполучают на основе термопластичных или термореактивных полимеров, а также на основе каучука и каучукоподобных полимеров. Наиболее распространены для наклеивания синтетических отделочных материалов клеи К-17, «Бустилат», 88Н, поливинилацетатная дисперсия, эпоксидный и др.
Клей «Бустилат» — сметанообразная белая масса, универсальный. В состав клея входят водная дисперсия латекса, меловая паста, бензин или уайтспирит и карбоксиметилцеллюлоза КМЦ. Добавка КМЦ повышает начальную адгезию клея, нетоксичен, пожаробезопасен. Клей «Бустилат» применяют для наклеивания синтетических ворсовых ковров, линолеума (безосновного, на тканевой и войлочной подосновах), пленочных материалов на бумажной и тканевой подосновах, обоев на различные виды оснований.
Эпоксидный клей представляет собой прозрачную вязкую жидкость светло-коричневого цвета. Отличается высокой адгезией к различным основаниям (бетону, дереву, асфальту, металлу), стойкостью к действию кислот, щелочей, масел, жиров, бензина. Применяют клей для склеивания керамики, бетона и др.
Контрольные вопросы и задания
1.Что такое пластмассы? 2. Укажите состав полимерных материалов и назначение каждого компонента. 3. Перечислите основные свойства пластмасс. 4. Назовите полимеры, получаемые путем полимеризации и поликонденсации. 5. Какое различие между термореактивными и термопластичными полимерами? 6. Назовите рулонные материалы для покрытия полов, их достоинства и недостатки. 7. Перечислите погонажные изделия. 8. Что такое стеклопластики, каковы их свойства и область применения? 9. Назовите отделочные материалы из пластмасс. 10. Какими полимерными материалами облицовывают стены? 11. Назовите санитарно-технические изделия из пластмасс.
Источник
§ 104. Устройство ванн, душевых поддонов, умывальников, раковин и моек
Чугунные эмалированные ванны предназначены для санитарно-бытовых целей. Внутренняя поверхность ванны и наружная поверхность бортов покрыта белой эмалью. Наружные неэмалированные поверхности ванны покрыты водоустойчивой краской.
На рис. 209, а, б изображены чугунные эмалированные ванны прямобортные и сидячая (рис. 209, в). Ванны всех типов должны иметь два прилива для присоединения уравнителя электрических потенциалов между корпусом ванны и металлической водопроводной трубой для холодной воды.
Ванны поставляют в комплекте с четырьмя чугунными ножками и креплениями для них, выпуском, переливом, сифоном и переливной трубой. Высота ножек должна быть такой, чтобы расстояние от нижней кромки отверстия для выпуска до пола составляло 145 мм. В настоящее время изготовляют чугунные эмалированные прямобортные ванны новой конструкции (рис. 209,6), удобной и современной формы. У этих ванн более пологая и удобная спинка в головной части, расширенные борта, уменьшенная до 445 мм глубина. Кроме того, ванна в нижней части сужена, в результате снижается расход воды. Ванны комплектуются регулируемыми ножками, что облегчает ее монтаж. Габариты ванны 1700X750X445 мм.
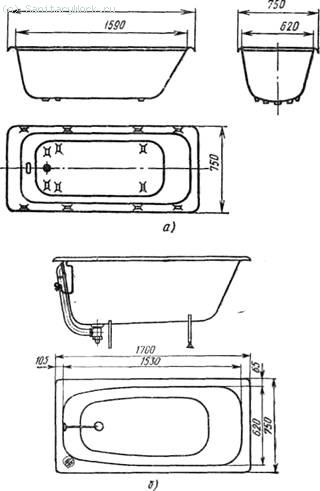
Рис. 209, а, б. Ванны прямобортные
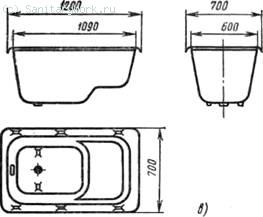
Рис. 209, в. Сидячая ванна
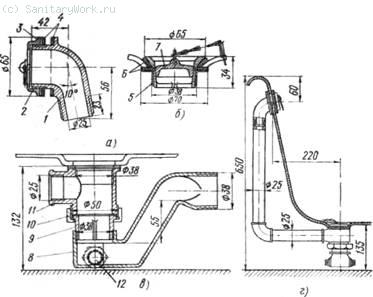
Рис. 210. Перелив (а), выпуск (б), напольный сифон для ванн (в), узел перелива с сифоном (г):
1 — чугунный отвод, 2 —крышка перелива, Л —шайба, 4, 6 — резиновые прокладки, 5 — корпус выпуска, 7 —пробка, 8— корпус, 9 — патрубок, 10— накидная гайка, 11 •— тройник, 12 — отверстия
Перелив ванны (рис. 210, а) состоит из чугунного отвода 1, уширенного со стороны входа воды. Перелив укрепляют на стенке ванны крышкой 2 с отверстиями, которую навертывают на резьбу выступающей части отвода. Между стенкой ванны и переливом помещают резиновые прокладки 4. Перелив соединяют с сифоном переливным трубопроводом.
Выпуск (рис. 210,6) из латуни, пластмассы или алюминиевого сплава состоит из корпуса, который вставляют в отверстие днища диаметром 40 мм на резиновых прокладках 6 и ввертывают резьбовой частью в сифон. Отверстие выпуска закрывают пробкой 7, которую прикрепляют цепочкой к кольцу на крышке выпуска. Напольный сифон (рис. 210, в) состоит из чугунного тройника 11, чугунного корпуса 8 У-образной формы, соединительного чугунного патрубка 9, накидной гайки 10. В нижней части сифона находятся два отверстия 12 для прочистки, закрываемые пробками. Узел перелива с сифоном собирают, как показано на рис. 210, г.
В настоящее время для ванн широко применяют пластмассовые напольные сифоны в комплекте с выпуском 1 и переливом 4 (рис. 211).
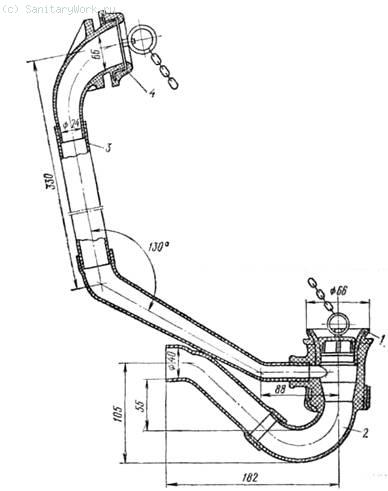
Рис. 211. Пластмассовый напольный сифон для ванн: t — выпуск, 2 — водяной затвор, 3 — переливной трубопровод, 4 — перелив
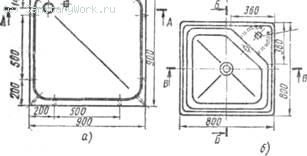
Рис. 212. Душевые чугунные эмалированные поддоны:
а — мелкий, б — глубокий
Душевые чугунные эмалированные поддоны изготовляют двух типов: мелкий ПМ (рис, 212,а);—для установки в санитарно-бытовых помещениях общественных и производственных зданий; глубокий ПГ (рис. 212,6)—для установки в санитарно-бытовых помещениях жилых зданий. Душевые поддоны обоих типов имеют приливы для присоединения уравнителя электрических потенциалов между корпусом поддона и металлической водопроводной трубой, подводящей холодную воду.
Поддоны ПМ поставляют в комплекте с сифоном, выпуском и уравнителем электрических потенциалов, а поддоны ПГ, кроме перечисленного, комплектуют переливом и переливной трубой.
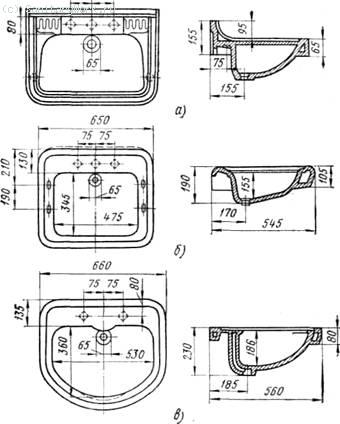
Рис. 213. Керамические умывальники: а — прямоугольный со спинкой без перелива, б — прямоугольный с утолщенными бортами без перелива, в — полукруглый с переливом без спинки
Умывальники, Умывальные, ванные и душевые комнаты оборудуют индивидуальными групповыми приборами. В жилых и общественных зданиях устанавливают индивидуальные умывальники. В общежитиях, в помещениях производственных и других здании размещают индивидуальные умывальники по нескольку штук в ряд и групповые круглые умывальники.
Умывальники выпускают прямоугольные и полукруглые, со спинкой и без спинки (рис. 213,а—в). Изготовляют умывальники из фаянса, фарфора и полуфарфора. Все умывальники имеют сзади горизонтальную полочку, на которой размещается туалетная и смесительная арматура. В сливное отверстие умывальника вставляется выпуск из бронзы или пластмассы диаметром 32 мм, который соединяется с сифоном. Допускается установка одного сифона от группы умывальников (не более шести) в одном помещении. Присоединять два умывальника, расположенных в разных помещениях с двух сторон стены, к одному общему сифону не разрешается.
Керамический рукомойник (рис. 214) устанавливают в туалетной комнате санитарно-технического узла раздельного типа. Керамическая опора рукомойника обеспечивает хорошую устойчивость. Размеры рукомойника в плане 480X325 мм; его поставляют в комплекте с сифоном, латунным выпуском и туалетным краном.

Рис. 214. Овальный керамический рукомойник
Стальные эмалированные раковины с отъемной спинкой (рис. 215) устанавливают в жилых и общественных зданиях. Раковины выпускают двух типов: с одним отверстием для установки водоразборного крана и двумя отверстиями для установки смесителя или двух кранов для горячей и холодной воды.
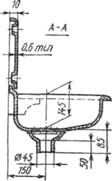
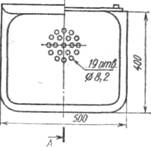
Рис. 215. Стальная эмалированная раковина
В состав комплекта моек МЧ-1-М и МЧ-1-Б входят: чугунный или пластмассовый сифон-ревизия, латунный или пластмассовый выпуск и смеситель для мойки. Мойка МЧ-2 комплектуется: чугунным сифоном-ревизией, двумя латунными выпусками, смесителем, соединительным трубопроводом и стальным шкафчиком.
Чугунные эмалированные м о й к и изготовляют трех типов: на одно отделение малой модели МЧ-1-М (рис. 216,а)—для установки на подстолье; на одно отделение большой модели МЧ-1-Б; на два отделения МЧ-2 (рис. 216,6)—для установки на стальном шкафчике или подстолье.
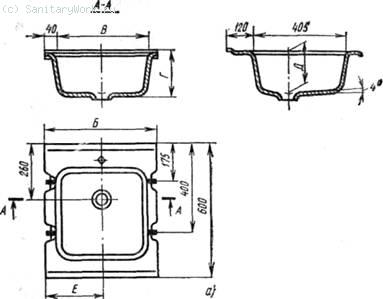
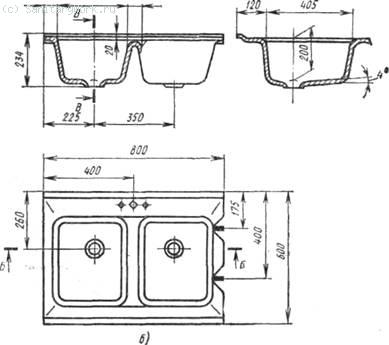
Рис. 216. Мойки: а — МЧ-1-М, б —МЧ-2
Мойки, встраиваемые в кухонный стол, не имеют спинок, а мойки, устанавливаемые на стене, а также со стальным шкафчиком имеют спинку. В дне мойки проделаны отверстия для выпусков. Выпуск снабжен решеткой и пробкой.
Для предохранения от возможного попадания сточной жидкости (в случае засорения системы канализации) мойки, устанавливаемые в общественных столовых, в кухнях и групповых помещениях детских учреждений и школ, в продовольственных магазинах, должны иметь между выпуском и сифоном воздушный разрыв 20—30 мм.
Источник



