
- Сварка неповоротных стыков труб
- Содержание:
- Подготовка к сварке
- Технология сварки
- Горизонтальное расположение
- Вертикальное расположение
- Выполнение замков
- Техника безопасности
- Интересное видео
- Сварка неповоротных стыков труб. Технология сварки труб без поворота
- Содержание
- Техника сварки неповоротного стыка
- Видео: сварка неповоротного стыка. Замок на сварку
- Техника ручной дуговой сварки труб покрытыми электродами
- Сварка неповоротного вертикального стыка
- Сварка неповоротного горизонтального стыка
Сварка неповоротных стыков труб
Содержание:
Сварка неповоротных стыков труб является одним из непростых способов среди подобного рода работ. Осуществление сварки труб без поворота зависит от поперечного размера их стенок и положения в пространстве.

Подготовка к сварке
Соединяемые детали необходимо очистить от грязи, ржавчины, остатков краски и шпака. Это нетрудно сделать с помощью обработки механическим способом.
Затем производится разметка. С чертежа на металл переносят размеры конструкции, используя для этого рулетку и угольник. При разметке необходимо следить, чтобы полученный после отрезки торец был перпендикулярен оси трубы. Поскольку при сварке длина заготовок уменьшится, то оставляется припуск.
При поперечном стыке он равняется одному миллиметру, а на каждый миллиметр продольного стыка — 0,1-0,2 миллиметра. В зависимости от того, какой диаметр имеют соединяемые трубы резку заготовок можно проводить термическим способом или электроинструментом, например, болгаркой. При совмещении заготовок необходим контроль их соосности и тщательная фиксация.
Для сборки конструкции из неповоротных труб удобно применять прихватки — короткие швы, выполняемые поперек основного шва. Их размер зависит от диаметра труб и толщины их стенок, и находится в диапазоне 20-120 миллиметров. Прихватки предотвратят свариваемые детали от сдвига.

Также для фиксации может использоваться механическое оборудование.
Технология сварки
Сварка поворотных стыков труб может осуществляться левым или правым способом.

Сварка труб в неповоротном положении имеет более сложную технологию. Во многом это зависит от того, каким образом свариваемые трубы расположены в пространстве и их диаметр.

Существующие расположения стыков:
- В вертикальной плоскости. Ось трубы расположена горизонтально.
- В горизонтальной плоскости. Ось трубы расположена вертикально.
- Расположенные под углом.
Если трубы имеют размер стенок свыше трех миллиметров, то их сваривают посредством наложения слоев. Высота каждого из них не должна быть более четырех миллиметров. Если осуществляется сварка неповоротных труб дуговой сваркой, то ширина валика делается равной сумме 2-3 диаметров используемого электрода.
Наиболее рациональным является применение сваривания обратно-ступенчатым методом. При этом длина участка должна находиться в диапазоне 150-300 миллиметров. Сваривание осуществляется с помощью короткой дуги, величина которой равняется половине диаметра применяемого электрода.
Перекрытие швов, называемое замком, находится в зависимости от размера поперечного сечения труб, и обычно составляет 20-40 миллиметров. Играет роль при сварке труб положение электрода. Способ «углом назад» применяют в начале сварки, а «углом вперед» заканчивают ее.

Наиболее часто применяется сварка в три слоя. Сначала делается коренной шов, потом происходит заполнение кромок, а затем выполняется лицевой шов.
Сварку начинают с потолочного положения, расположенного внизу труб, а затем переходят к вертикальному и нижнему.
Первый слой выполняют, делая электродом возвратно-поступательные движения, задерживая при этом дугу над ванночкой, куда будет стекать расплавленный металл. Силу тока выбирают порядка 140-170 ампер. Необходимо следить, чтобы на свариваемый металл не попадали крупные брызги.
Чтобы в металле не возникло прожогов, сварку необходимо вести короткой дугой, не удаляя ее от ванны более, чем на пару миллиметров. Накладывать последующий слой следует таким образом, чтобы он перекрывал предыдущий. Электрод должен двигаться от одной кромки до другой, совершая поперечные колебания по принципу «полумесяц».
Горизонтальное расположение
Сварка горизонтальных стыков труб — непростая операция, поэтому рекомендуется выполнять ее опытным мастерам. Особую трудность представляет собой необходимость постоянной регулировки угла наклона электрода.

Сварка труб в горизонтальном положении осуществляется в следующей последовательности:
- Потолочная. Расположена внизу.
- Вертикальная. Расположена вертикально.
- Нижняя. Расположена наверху.
Каждый из этапов выполняется непрерывно. Начинать следует с потолочной части, отойдя вправо от вертикальной оси на небольшое расстояние, а затем двигаться по часовой стрелке наверх.

При выполнении потолочного шва силу тока увеличивают.
Электроды для горизонтальной сварки используют диаметром четыре миллиметра. Электроды перемещают возвратно-поступательным способом, что позволяет создавать ниточный валик высотой не более полутора миллиметров. После создания первого валика необходимо зачистить его поверхность.
Вторым валиком закрывают нижний. При сваривании последнего валика силу тока повышают с 160 до 300 ампер, а электроды выбирают с диаметром пять миллиметров.
Вертикальное расположение
При сварке вертикальных стыков начинать процесс следует с потолочного положения. Технология сварки находится в зависимости от диаметра свариваемых труб.

При мере перемещения по окружности свариваемых труб, расположенных вертикально, необходимо осуществлять изменение угла наклона электрода.
Выполнение замков
При сварке неповоротных труб на выполняемые швы накладывают замок. Это является профилактикой появления таких дефектов, как сквозные поры. Швы перекрываются на величину в 5-15 миллиметров.

Техника безопасности
Сварка неповоротных стыков трубопроводов и других крупных круглых деталей имеют повышенный уровень опасности. Поэтому необходимо выполнение имеющихся требований и рекомендаций.
Для выполнения таких соединений необходимы специально оборудованные площадки. Они должны быть изолированными, чтобы не подвергать опасности находившихся рядом людей.
При соединении неповоротных труб большого диаметра и веса следует применять специальные подъемники, представляющие собой транспортно-подъемные машины. Обязательно наличие вентиляции. Необходимо заземление всех металлических деталей и элементов. На месте сварки должно быть достаточное освещение.
Интересное видео
Источник
Сварка неповоротных стыков труб. Технология сварки труб без поворота
Содержание
Сварка неповоротных стыков трубопроводов, при толщине стенки 12мм, происходит с выполнением трёх слоёв шва. Высота каждого слоя не превышает 4мм, а ширина валика равна 2-3 диаметрам сварочного электрода.
Стыки труб с диаметром более 300мм сваривают обратно-ступенчатым способом. Рекомендуемая длина каждого участка составляет 150-300мм. Порядок их сваривания показан на схеме ниже. Цифрами указана последовательность сварки участков по слоям, а стрелками — направление сварки.

Техника сварки неповоротного стыка
Первый слой выполняется с помощью возвратно-поступательного движения электрода с задержкой электрической дуги над ванной с расплавленным металлом. Сила тока выбирается порядка 140-170А, благодаря этому, появляется возможность проплавления кромок стыка и формирования тонкого нитевидного валика, высотой 1-1,5мм на внутренней стороне. В процессе сварки, необходимо следить, чтобы крупные брызги не попадали на свариваемые кромки металла.
Сварку необходимо вести без прожогов в металле. Для этого электрическая дуга должна быть короткой и не следует её удалять от ванны более, чем на 1-2мм. Накладывая каждый последующий слой, необходимо перекрывать начало и конец ранее наложенных слоёв на 20-25мм. Режимы сварки при выполнении второго слоя рекомендуются такие же, какие были при выполнении первого слоя. Электроду, при сварке второго слоя, необходимо сообщать поперечные колебания от края одной кромки к другой
При сварке корневого шва, поверхность каждого слоя может быть вогнутой или выпуклой. Но стоит иметь ввиду, что чрезмерная выпуклость может стать причиной появления непроваров в корне шва (см. рисунок ниже). Особенно опасна чрезмерная выпуклость при выполнении потолочных сварных швов, т.к. зачастую нет возможности проконтролировать получившийся сварной шов.
.jpg)
.jpg) Для возможности контроля над зоной сварки в направлении выполнения последнего слоя, предпоследний слой необходимо сварить так, чтобы его поверхность была 1-1,5мм ниже свариваемых кромок (см. рисунок справа).
Для возможности контроля над зоной сварки в направлении выполнения последнего слоя, предпоследний слой необходимо сварить так, чтобы его поверхность была 1-1,5мм ниже свариваемых кромок (см. рисунок справа).
При этом последний слой выполняют с усилением 2-3мм и шириной, на 2-3мм превышающей ширину разделки кромок. Кроме этого, последний слой должен иметь плавный переход от наплавленного металла к основному.
Видео: сварка неповоротного стыка. Замок на сварку
Источник
Техника ручной дуговой сварки труб покрытыми электродами
Сварка неповоротного вертикального стыка
Сварной шов выполняется за два приема. Периметр стыка условно делится вер тикальной осевой линией на два участка, каждый из которых имеет три характерных положения:
- потолочное (позиции 1-3);
- вертикальное (позиции 4-8);
- нижнее (позиции 9-11).
Каждый участок сваривается с потолочного положения. Сварка ведется только короткой дугой:
lmin=0,5 dэ, мм,
где dэ — диаметр электрода.
Оканчивают шов в нижнем положении.

Сварку каждого из участков начинают со смещением на 10-20 мм от вертикальной осевой. Участок перекрыт ия швов — «замковое» соединение — зависит от диаметра трубы и может быть от 20 до 40 мм. Чем больше диаметр трубы, тем длиннее «замок»
Начальный участок шва выполняют в потолочном положении «углом назад» (поз. 1,2). При переходе на вертикальное положение (поз. 3-7) сварка ведется «углом вперед». По достижении позиции 8 электрод ориентируют под прямым углом, а, перейдя в нижнее положение, сварку вновь ведут «углом назад».

Перед сваркой второго участка нужно зачистить начальный и конечный участки шва с плавным переходом к зазору или к предыдущему валику. Сварку второго участка следует выполнять так же, как и первого.
Для корневого шва применяют электрод диаметром 3 мм. Сила тока в потолочном положении 80-95 А. На вертикали ток рекомендуется уменьшить до 75-90 А. При сварке в нижнем положении ток увеличивают до 85-100 А.
При сварке труб с качественным формированием корня шва без подварки проплавление достигается путем постоянной подачи электрода в зазор. Добиваясь проплавления внутри трубы, можно получить шов с выпуклой поверхностью, что по требует последующей механической его зачистки в потолочном положении.
Заполнение разделки труб с толщиной стенки более 8 мм происходит неравномерно. Как правило, отстает нижнее положение. Для выравнивания заполнения разделки необходимо дополнительно наплавить валики в верхней части разделки. Предпоследние слои должны оставить незаполненную разделку на глубину не более 2 мм.

Облицовочный шов сваривают за один или несколько проходов.
Предпоследний валик заканчивают так, чтобы разделка осталась незаполненной на глубину 0,5-2 мм, а основной металл по краям разделки был переплавлен на ширину 1/2 диаметра электрода.

При сварке труб диаметром менее 150 мм с толщиной стенки менее 6 мм, а также в монтажных условиях, когда источник питания удален от места работы, сварку ведут при одном и том же значении сварочного тока. Рекомендует ся подбирать токовый режим но потолочному положению, ток в котором достаточен и для нижнего положения. При сварке на подъеме из потолочною положения в вертикальное, чтобы не было чрезмерного проплавления, следует прибегнуть к прерывистому формированию шва. При этом способе периодически прерывают процесс горения дуги на одной из кромок.
В зависимости от толщины стенки трубы, зазора и притупления кромок рекомендуется выполнять сварку «мазками» одним из способов:
| 1. Зажигают дугу постоянно на одной из кромок, а обрывают после формирования ванночки — на другой. Пауза между обрывом и зажиганием должна быть такой короткой, чтобы металл шва не успел полностью закристаллизоваться, а шлак — остыть. | 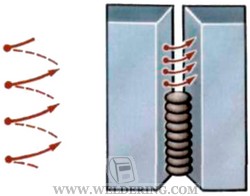 |
 |
Сварка неповоротного горизонтального стыка
Сварка с формированием стабильного проплавления ведется электродом диаметром 3 мм. Сварочный ток выбирают в зависимости от толщины основного металла, зазора между кромками и толщины притупления. Наклон электрода составляет 80-90° к вертикали. При сварке «углом назад» наклон обеспечивает максимальное проплавление, а «углом вперед» — минимальное.

При недостаточном проплавлении длину дуги следует держать короткой, а при нормальном проплавлении — средней.
Корневой шов лучше выполнясь с минимальными размерами сварочной ванны, чтобы не было подрезов и наплывов с обратной стороны шва
Второй валик формируют так, чтобы расплавлять первый корневой шов и обе кромки трубы. Сварочный ток устанавливают в среднем диапазоне. Наклон электрода — такой же, как при сварке первою корневою шва. Сварку ведут «углом назад». Скорость выбирают такой, чтобы внешний вид валика был нормальным (не выпуклым и не вогнутым).

Третий валик лучше выполнять на повышенных режимах. Сварку ведут иод прямым углом или «углом назад». Скорость выбирают такой, чтобы валик был выпуклым, с полочкой для удержания металла ванны последующего валика. Траектория дуги должна совпадать с краем второго валика.
Четвертый валик — горизонтальный. Его выполняют на тех же режимах, что и третий. Электрод наклоняют под углом 80-90° к вертикальной поверхности трубы. Скорость сварки поддерживают такой, чтобы расплавлялись верхняя кромка разделки, поверхность второго валика и вершина третьего валика. Внешний вид четвертого валика должен быть нормальным.
«Замковые» соединения сваривают с плавным увеличением размера шва в начале и уменьшением на конечном участке, «набегающим» на начало шва на 20-30 мм.
Многопроходную сварку труб рекомендуется вести по спирали. Тогда получается меньше «замковых» соединений.

Сварку лицевого слоя надо выполнять электродами того же диаметра, какие использовались при заполнении разделки, но не более 4 мм. Последний верхний валик укладывают на более высокой скорости, чтобы он оказался узким и плоским.
Источник



