
Pereosnastka.ru
Обработка дерева и металла
Ручная обработка зубилом требует от работающих соблюдения основных правил рубки и необходимой тренировки.
Следует приучить себя к тому, чтобы в процессе рубки металла обе руки действовали согласованно. Правой рукой нужно точно и метко ударять молотком по зубилу, левой — в промежутках между ударами перемещать зубило по металлу.
В зависимости от характера выполнения операций рубку металла можно выполнять в тисках, на плите или на наковальне.
Рубка в тисках. В практике слесарной обработки рубку мелких заготовок из листового и полосового металла выполняют в тисках. Для обрубки, например, заготовки под скобу из листового металла необходимо взять кусок листовой стали толщиной 4 мм и на нем согласно размерам, указанным на чертеже, нанести разметочные риски. После нанесения рисок заготовку крепко зажать в тисках так, чтобы риска контура размеченной заготовки была на уровне губок тисков. Затем взять в руки зубило и молоток и стать в положение для рубки (по правилам, описанным выше); установить зубило под углом 30—35° к поверхности губок тисков и под углом 45° к зажатой в тисках стальной пластине так, чтобы середина режущей кромки зубила соприкасалась с металлом, срубить за один проход излишек металла, отмеченный контурной риской. Закончив обрубку одной стороны пластины, разжать тиски, повернуть пластину другой стороной, зажать ее в тисках, а затем повторить процесс рубки. В такой же последовательности следует обрубить излишек металла и с остальных сторон.
Необходимо при этом помнить, что рубка листового металла производится только по уровню губок тисков и зубило в процессе такой рубки нужно перемещать не только по подвижной, но и по неподвижной губке тисков.
В ряде случаев слесарю приходится обрубать заготовки по разметочным рискам выше уровня губок тисков. Эта работа более трудоемка. На заготовке предварительно наносят разметочные риски, а на противоположной стороне делают фаски (скос) по размеру снимаемого слоя металла (см. рис. 55,6). Наличие такой фаски исключает скалывание в конце каждого прохода, что особенно важно при рубке хрупких металлов.
Заготовку из полосового металла зажимают в тисках так, чтобы были видны разметочные риски. Рубку производят в несколько проходов: первая «зарубка» толщины снимаемого слоя делается при горизонтальном положении зубила, дальнейшая рубка производится уже при нормальной установке детали.
Черновую рубку по разметочным рискам следует производить с небольшой толщиной стружки (не более 1,5—2 мм). В противном случае обрабатываемая поверхность получается неровной, стружка завивается с большим трудом, в ходе рубки заготовка оседает, прогибается и даже может вырваться из губок тисков. Чистовую рубку ведут при толщине снимаемого слоя 0,5— 0,7 мм.
В тисках выполняют также рубку стальных и чугунных заготовок небольших размеров, имеющих широкие плоскости. Эту работу рекомендуется производить в такой последовательности. Сначала на переднем и заднем торцах заготовки наносят разметочные риски, параллельные основанию детали, и по ним с помощью зубила срубают скосы — фаски. Это обязательное условие, так как только при наличии скосов крейцмейсель хорошо забирает стружку и снимает ее ровным слоем от начала до противоположного края заготовки. Затем на поверхности и на скосе детали наносят разметочные риски, указывающие расстояние между канавками. Промежутки между канавками должны составлять 0,8 длины режущей кромки зубила. После этого размеченную деталь зажимают в тисках на 3—6 мм выше уровня губок и приступают к рубке. Предварительно крейцмейселем прорубают узкие канавки, затем зубилом удаляют оставшиеся выступы. Толщина стружки, снимаемая крейцмейселем за один проход, равна 0,5—1 мм, а при срубании выступа зубилом— 1,5—2 мм.
Описанный способ обработки широких плоскостей значительно облегчает и ускоряет процесс ручной рубки. Чугун, бронзу и другие хрупкие металлы нельзя рубить доходя до края заготовки, так как при этом край заготовки может выкрошиться. Недорубленные места следует рубить с противоположной стороны, предварительно подрезав обрабатываемую заготовку.
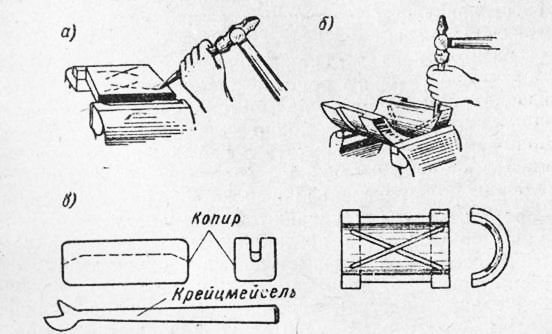
Вырубание смазочных канавок во вкладышах и втулках подшипников производится в тисках (рис. 1) специальным крейцмейселем-канавочником. Сначала на вогнутой поверхности вкладыша размечают расположение канавок, затем зажимают его в тисках и приступают к рубке. Процесс прорубания канавки ведут от края к середине вкладыша подшипника в такой последовательности: установив канавочник на некотором расстоянии от края вкладыша и нанося по канавочнику легкие удары молотком, намечают след канавок по разметочным рискам (первый проход); в результате второго прохода канавку углубляют, выдерживая профиль ее соответственно размерам чертежа; затем канавочннком подравнивают и зачищают углубление канавки (чистовой проход).
При прорубании смазочных канавок необходимо помнить, что сильные удары молотком приводят к проскальзыванию канавочника и портят вогнутую поверхность вкладыша.
Следует отметить, что операция прорубания канавок ответственная и трудоемкая, канавки после вырубки часто получаются неровными, с неодинаковой глубиной
Известен способ механизации этой операции с помощью специального приспособления (рис. 1,б). Приспособление состоит из прямоугольной планки-копира с прорезью посередине; копир вкладывается в отверстие детали (втулки) и вместе с ней зажимается в тисках. Копир на 0,2—0,5 мм короче втулки. При прорубании канавки специальный канавочник вставляют в прорезь копира и ударяют по нему молотком. Канавочник продвигается по канавке копира, направляясь по ней своим нижним выступом, а верхний выступ в это время производит прорубание канавки. Скосы на концах паза копира облегчают врезание канавочника в начале работы. Этот способ значительно упрощает прорубание канавок, повышает производительность труда и улучшает качество работы.
Рубка на плите и наковальне. Разрубание и вырубание заготовок на плите, наковальне или рельсе производят в тех случаях, когда листовой, полосовой или прутковый металл зажать и обработать в тисках не представляется возможным.
Для того чтобы разрубить стальную пластину пополам, ее предварительно размечают и кладут на плиту. Рубку ведут так: взяв зубило и обхватив его всеми пальцами левой руки, ставят его на риску вертикально; затем с плечевого замаха наносят сильные удары молотком. Можно также держать зубило, как показано на рис. 2, а.
В процессе рубки следует учитывать, что образование очередного надруба облегчается в том случае, когда зубило перемещают вдоль риски не на полную ширину режущей кромки, а на 0,5—0,7 ее размера.
Если требуется вырубить фигурную заготовку из куска листовой стали (рис. 60,а), делают это в такой последовательности: сначала наносят контурные риски, а затем кладут лист на плиту и приступают к рубке.
Вырубание ведется в несколько приемов:
1) отступив от риски на 2—3 мм, легкими ударами по зубилу надрубают контуру
2) рубят лист по контуру, нанося по зубилу сильные удары;
3) перевернув лист, прорубают зубилом по контуру, ясно обозначившемуся на противоположной стороне. Затем вновь поворачивают лист другой стороной и заканчивают рубку.
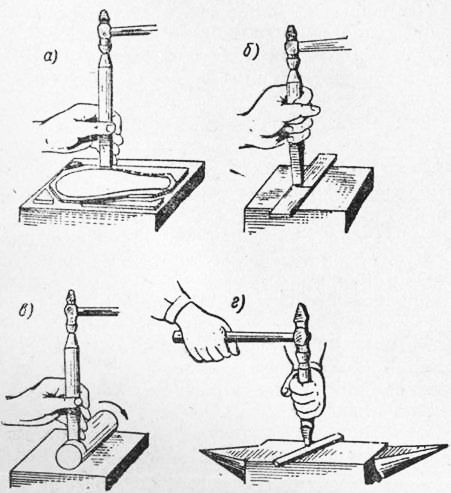
Для того чтобы разрубить полосовой материал, необходимо мелом или чертилкой нанести на полосе с обеих сторон риски, отмечающие длину отрубаемого куска (рис. 2,б). Затем, надрубив полосу с одной стороны на половину толщины, переворачивают ее и надрубают с другой стороны. После этого отламывают отрубленный кусок металла.
Круглые прутки после нанесения разметочной риски надрубают по окружности (рис. 2,в), а затем, поворачивая пруток, наносят сильные удары, пока он не будет разрублен полностью.
Толстый листовой и полосовой материал надрубают примерно на половину толщины с обеих сторон и затем ломают, перегибая его поочередно в одну и другую сторону, или отбивают ударами молотка (рис. 2,г).
Источник
Слесарная рубка металла
Одним из методов подготовки детали к чистовой обработке является рубка металла. Она относится к слесарным операциям. Её применение позволяет решить следующие задачи:
- удалить оставшийся слой или части металла с поверхности заготовки;
- устранить образовавшиеся кромки на краях детали после ковки и литья;
- разделить металлический прокат на более мелкие части;
- вырубить отверстия в металлических изделиях;
- прорубить канавки различного назначения.

В справочной литературе описывающей слесарное дело подробно приводятся задачи, решаемые этой операцией и способы её проведения. Большое назначение слесарной рубки определяет её широкое применение в металлообработке и машиностроении. Она позволяет быстро и качественно разделить заготовки по заданным размерам.
Способы рубки металла
Технология слесарной рубки металла подразделяется на следующие виды:
- по характеру решаемых задач (вырубка деталей по заданной форме, отделение части металла необходимого размера, вырубание канавок);
- способу операции (ручную или механизированную);
- методу фиксации;
- направлению рубочного действия (вертикальное или горизонтальное).
Все виды рубки металла могут осуществляться как вручную, так и механически. Это определяется требуемым качеством получаемого изделия, количеством (производительностью), техническими возможностями (наличием ручного или механического инструмента).
При ручной рубке используются следующие способы: вертикальный или горизонтальный. Выбор способа зависит от возможности закрепления металла.
Она может зажиматься в тисках (если позволяют размеры и масса). Если это невозможно, заготовку располагают на наковальне или металлической плите. Горизонтальную операцию целесообразно производить с использованием слесарных тисков.
При ручной рубке выделяют три способа нанесения удара молотком. Это — кистевой, локтевой и плечевой удар. От силы удара зависит скорость проведения операции и качество получаемого края детали. На силу удара влияет масса ударной части молотка, длины ручки.

В оборудованных мастерских и на металлообрабатывающих предприятиях применяют различные виды механизированных способов рубки и резки металлических заготовок. К этим способам относятся:
- вырубка с помощью пресса или молота;
- рубка и резка с помощью гильотины;
- применения специальных станков.
В основу механизированных видов положены, механические, гидравлические или электрические принципы приведения в действие режущего инструмента.
Применяемое оборудование и инструменты
Этот перечень зависит от способа проведения работ. Ручная рубка осуществляется с применением:
- режущего инструмента (зубила, крейцмейсель и так далее);
- слесарного молотка (его выбирают по весу и длине ручки);
- тисков;
- металлической подложки;
- инструмента для разметки.
Слесарное зубило конструктивно состоит из трёх основных частей: ударной, средней (держателя) и режущей (рабочей). Форма режущей части у каждого разная и зависит от решаемой задачи. Зубилом производят стандартную операцию рубки. Крейцмейсель обладает более узкой режущей кромкой. Канавочник предназначен для вырубания канавок, поэтому его режущая часть выполнена в форме полукруга. Бородок изготавливают из круглого металлического стержня, и имеет рабочую часть в форме окружности заточенной по периметру. С его помощью производят вырубку отверстий в листовом металле. Все ударные инструменты изготавливаются из прочной инструментальной стали.
Основными параметрами этих инструментов являются геометрические размеры, углы заточки режущей части. Для нанесения удара по верхней (ударной) части зубила применяется слесарный молоток. Они отличаются формой бойка (круглая или квадратная), методом крепления ручки, общим весом.
Вырубка небольших деталей, отверстий, отдельных частей производится с помощью крепёжного оборудования или на стальных подложках. Для надёжности крепления эта операция производится в тисках.
В качестве инструмента для разметки применяют различные слесарные линейки, угольники, разметочные штангенциркули, малки. Для нанесения отметок применяют: керны (различной модификации), чертилки с разной формой наконечников, карандаши. Применяемые инструменты изготовлены по разработанным стандартам


На промышленных предприятиях инструментом для рубки металла являются специальные станки. К ним относятся:
- гильотины;
- прессы (гидравлические и механические);
- пресс-ножницы;
- угловысечные станки.
Они обладают высокой производительностью и позволяют проводить рубку даже очень толстого металла.
Гидравлическая гильотина управляется электронным блоком. С его помощью задают параметры будущей операции. Устанавливают вид металла, угол среза, величину давления на нож, скорость резания. Кроме гильотины для решения этих задач применяют так называемые комбинированные агрегаты. К ним относятся режущие станки (пресс-ножницы) и узкоспециальные (угловысечные станки, прессы и штампы). Пресс-ножницы применяются для рубки листов и полос металла, фасонного и сортового проката. Они хорошо справляются с профильным металлом, например, швеллер, двутавровый прокат, квадрат. С их помощью получают ровные отверстия и различной формы пазы.
Угловысечные станки позволяют проводить угловую вырубку металлических изделий практически любой толщины. Высокой точности рубки добиваются благодаря наличию шкалы, позволяющей точно опускать инструмент в требуемое место и правильно заточенного набора зубил.

Прессы и штампы решают аналогичные задачи. В них применяют механические, гидравлические, пневматические и электрические приводы.
Ручной метод рубки металла
Приёмы слесарной рубки определяют последовательность действий :
- закрепление заготовки в тисках, если это невозможно её укладывают на наковальню;
- зубило устанавливают в начало линии разметки;
- сначала молотком наносят предварительные не сильные удары для выделения контура намеченной линии отсечения;
- затем вдоль этой линии перемещают режущий инструмент, по которому наносятся сильные удары;
- после завершения наполовину прорубленную заготовку переворачивают;
- с обратной стороны повторяют такие действия, до полного отсечения.
При работе с полосовым металлом используют горизонтальный способ. Правила работ заключаются в следующем:
- режущей кромке зубила при затачивании задают определённую кривизну;
- начинают проводить операцию с дальней кромки постепенно приближаясь к передней отметке;
- при вырубании заготовок по установленному шаблону, следует предусмотреть припуск.

Во время ручной операции высока вероятность порчи заготовки или появления различных дефектов. Чтобы избежать этого, необходимо:
- обеспечить прочную фиксацию заготовки;
- соблюдать угол наклона зубила (оно должно быть равно 30 градусов);
- аккуратно размечать линию отреза (выруба);
- рекомендуется перед началом работы снять фаски у заготовки;
- частота наносимых уларов должна быть равномерной с одинаковым усилием.
Эти рекомендации особенно необходимо соблюдать, когда производится рубка металлов профиля ПЗО.
Рубка металла гильотиной
На металлообрабатывающих, машиностроительных предприятиях, крупных мастерских применяется механизированная рубка металла. Наиболее распространённой является рубка с применением различных гильотин. Механизация рубки позволяет повысить качество рубленого края, осуществлять вырубку более толстого металла, увеличить скорость получения готовой заготовки.

Гильотины применяются для рубки листового металла различной толщины. Техника рубки достаточно проста. Гильотина имеет специальный нож, который под давлением опускается на лист металла, разрубая его по нанесённой разметке. Для создания требуемого усилия применяют механическую, гидравлическую или электромеханическую системы. В этом случае металлическая полоса стальная подвергается воздействию ножа, который реализует вертикальный способ рубки. В этом случае специальное устройство — рольганг — подаёт металлическую заготовку на заданную длину. Фиксирующее устройство осуществляет захват и удержание заготовки в требуемом положении. На место рубки под давлением опускается нож, который осуществляет эту операцию ровно по линии разметки.
Создание необходимого краткосрочного давления на лист металла позволяет произвести точную рубку по сделанной отметке и обеспечить высокое качество результата. Гильотинная резка обладает следующими преимуществами:
- получить ровный край на срезе;
- отсутствуют зазубрины и заусенцы;
- не происходит серповидных откосов на протяжении всей длины кромки;
- не бывает неравномерных скосов.
Кроме технических преимуществ, применение гильотины позволяет снизить себестоимость каждой детали и повысить производительность труда на этой операции.

Особенно важным является обстоятельство, что при такой резке удаётся повысить безопасность проведения операции.
Современные гильотины – это станки, оснащённые современными электронными блоками управления. Они способны задавать необходимые параметры перед проведением операции рубки.
Поэтому можно выбрать марку металла, требуемый угол среза, параметры проводимой операции (мощность, скорость, периодичность).
Возможные дефекты
При проведении этой операции всегда проявляются определённые дефекты. К основным дефектам относятся:
- обрубленная кромка получается не прямолинейной;
- не сохраняется параллельность обеих кромок детали;
- край детали получается рваным с заусенцами и большой шероховатостью.
Каждый из проявившихся дефектов имеет свои индивидуальные причины. Первый дефект всегда проявляется при слабой фиксации обрабатываемой детали. Особенно этот дефект проявляется, если проводится процесс рубки на металлической станине без фиксации детали. Проявление этих дефектов вызвано следующими причинами:
- деталь не достаточно надёжно закреплена;
- произошло смещение нанесённой маркировки;
- процесс производился ударами, превышающими необходимую силу;
Для их устранения необходимо выполнять не сложные правила:
- Проверить прочность закрепления заготовки;
- Соблюдать точность расположения детали относительно нанесённой маркировки;
- Проверить параметры заточки инструмента.
При прорубании канавок, кроме перечисленных дефектов, могут появляться и другие. К ним относятся:
- рваные кромки канавки;
- глубина канавки разная по длине;
- сколы на конце канавки;
Чтобы предотвратить появление перечисленных дефектов необходимо соблюдать методики установленные инструкциями по применению конкретного оборудования и принятыми стандартами. Перед проведением операции осуществляется подготовка рубке самой заготовки, режущего инструмента и используемого станка.

При соблюдении правил подготовки и проведении операций рубки и вырубки получается ровный край, без дефектов и сколов.
Источник



