
- Электролит вместо резца
- Химическая резка металла. Механизм химического раскроя. Сквозное размерное травление.
- ЧЕМ РЕЖУТ МЕТАЛЛ:ОСНОВНЫЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
- СОДЕРЖАНИЕ СТАТЬИ
- РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
- ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
- Преимущества лазерной резки
- ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
- ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
- Преимущества плазменной резки металла
- Из чего состоит оборудование для газовой резки металла
- Преимущества
- КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
- Кислородно-флюсовая резка
- Кислородно-копьевая резка
- ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
- Воздушно-дуговая газоэлектрическая резка
- Кислородно-дуговая резка
- ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
- ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
- Преимущества
- МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
- Резка металла на ленточном станке
- Гильотинное оборудование
- Резка металла дисковым станком
- ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
- Ручные ножницы для резки металла
- Пилы различного типа для резки
- Болгарка для резки металлоизделий
- ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
- Гильотинные ножницы
- Шлицевые ножницы по металлу
- РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
- Дисковая пила
- Сабельная пила
- Углошлифовальная машина
- СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
- ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Электролит вместо резца
Оборудование орбитальной сварки из Германии! Низкие цены! Наличие в России! Демонстрация у Вас.
Orbitalum Tools — Ваш надежный партнер в области резки и торцевания труб, а так же автоматической орбитальной сварки промышленных трубопроводов.
Одни специалисты, подсчитывая огромные потери, сокрушаются над тем, что металл недостаточно устойчив к коррозии. А другие, как это ни парадоксально, в это же время сожалеют о том, что он разрушается слишком медленно. К последним относятся химики и технологи, работающие над проблемами нового способа обработки металлов — так называемого химического «резания».
Как это часто бывает, один из вариантов этого способа появился тогда, когда известные методы обработки металла оказались бессильными. Перед группой инженеров была поставлена на первый взгляд простая задача — в трубе с очень тонкими стенками необходимо было вырезать сбоку отверстие определенной конфигурации. Но при этом ставилось условие: деформация трубы недопустима, И это условие превращало задачу в, казалось бы, неразрешимую: любой режущий инструмент неизбежно вызвал бы пусть небольшое, но все же искажение формы и размеров детали.
Выход нашли химики. Они покрыли трубу тонким слоем кислотостойкого лака, острой иглой аккуратно процарапали в нем контуры отверстия и обработали их кислотой. Кислота растворила металл на обнаженных участках, «выпилив» при этом в стенке трубы достаточно точное отверстие — отклонения в размерах не превышали 0,02 миллиметра. Этот вариант размерной химической обработки металла впоследствии получил название контурного травления.
Приведенный пример — один из многих, когда методы химического «резания» приходили на помощь там, где остальные способы обработки металлов оказывались несостоятельными. Но сфера использования этих методов не только подобные «аварийные» ситуации: нередко они оказываются намного производительнее и экономически выгоднее целого ряда иных технологических процессов.
Одна из областей, где химические методы «резания» впервые стали успешно конкурировать с механическими, — это фрезерование. Представьте себе, что в огромной детали сложной формы необходимо сделать несколько больших облегчающих углублений определенной конфигурации. При механическом фрезеровании для выполнения этой задачи понадобилось бы уникальное оборудование со сложной автоматикой, управляющей ходом режущего инструмента. Химические же методы срезания» позволяют обойтись несколькими несложными приспособлениями и ванной с электролитом (например, раствором щелочи или кислоты), в которую помещается деталь, покрытая защитным слоем из стойкого к воздействию раствора материала.
Весь процесс обработки в этом случае слагается из достаточно простых операций. Сначала детали подвергают очистке от грязи и жира. Затем из лейкопластыря вырезают шаблоны, конфигурация которых соответствует будущим углублениям. Эти шаблоны наклеиваются па деталь, которую затем из пульверизаторов покрывают слоем «защиты» — стойкого к растворителю материала. После этого шаблоны снимаются, оставляя обнаженными соответствующие участки металла, деталь погружается в ванну с раствором и выдерживается там в течение того отрезка времени, за который раствор успевает «выесть» металл на требуемую глубину. Теперь остается только вынуть деталь из ванны и смыть с нее остатки растворителя.
Еще больший эффект дает замена механических методов на химические при обработке, например, большого числа сравнительно мелких деталей. На практике нередко приходится сталкиваться с задачами, когда на предназначенные для работы в особых условиях стандартные детали — болты, гайки, винты — необходимо нанести слои защитного покрытия. А это означает, что с каждой такой детали предварительно нужно снять соответствующий слой металла, иначе болты и пинты просто не будут входить в предназначенные для них гнезда. Механическая обработка потребовала бы в этом случае массу труда. А с помощью химических методов задача решается просто: детали загружают в ванну с «режущим» раствором и выдерживают в ней необходимое время.
Сегодня химические методы «резания» могут заменить большинство из известных механических способов обработки металла. Так, например, они могут быть использованы для токарной обработки тонкостенных труб, обладающих малой жесткостью. В этом случае на смену резцу из сверхпрочного сплава, приходит простое приспособление в виде стакана с двумя боковыми пробками, медленно скользящего вдоль обрабатываемой детали. «Режущий» раствор подается в стакан через входной патрубок, омывает вращающуюся деталь, «съедает» часть металла и выходит через отводной патрубок.
Химическое «точение» может быть применено и для получения деталей сложной конфигурации. Так, например, в тех случаях, когда детали необходимо придать коническую форму, установка для выполнения этой операции представляет собой длинную ванну, вдоль которой движется лента конвейера, несущая в своих гнездах цилиндрические заготовки. Если теперь через равные отрезки времени уменьшать глубину погружения деталей на равные величины, то они приобретут форму ступенчатых пирамид: на каждом шаге раствор будет «съедать» металл на одну и ту же глубину. Но если подъем осуществляется плавно и непрерывно, то ступеньки будут сглаживаться и деталь примет форму конуса.
В «арсенал» химического «резания» входит и такая операция, как сверление, или, точнее, развертка больших отверстий. Для этого деталь так же, как и в предыдущих случаях, покрывают слоем «защиты», оставляя в нем отверстие, соответствующее диаметру сверления. А вместо дорогостоящего сверла из специальных сплавов здесь используется простой патрубок из стойкого к коррозии материала (например, пластмассы), по которому в отверстие поступает «режущий» раствор.
Спрашивается, почему, несмотря на такие достоинства, как простота оборудования и высокая экономичность, химические методы «резания» до сих пор не вытеснили механическую обработку? Оказывается, все дело в низких скоростях растворения металла, из-за которых производительность химических методов во многих случаях остается ниже, чем у механических. Даже у такого податливого материала, как алюминий, эти скорости удалось довести до 0,035 миллиметра в минуту, а у других металлов они и того ниже. Поэтому усилия исследователей направлены к тому, чтобы увеличить эти скорости, или, иными словами, устранить причины, препятствующие быстрому растворению металлов.
Одна из таких причин — образование в процессе растворения па металле различных защитных пленок. Простейший путь борьбы с этим явлением состоит в том, что раствор заставляют циркулировать вокруг детали с большой скоростью. Однако такой способ борьбы не всегда приносит эффект: образовавшаяся пленка может быть весьма устойчива к подобным механическим воздействиям.
Уже в конце 20-х годов инженер ленинградского завода «Большевик» В. Гусев разработал первые электрохимические установки для размерной обработки металлов. Идея была проста: обрабатываемая деталь, покрытая соответствующим защитным слоем, присоединялась к положительному полюсу внешнего источника тока, а рядом в раствор опускался второй электрод, форма которого представляла собой зеркальное отображение обрабатываемой детали. При этом положительный полюс внешнего источника тока как бы откачивал электроны из металла и одновременно «выталкивал» из него положительные ионы. А в результате скорость растворения резко возросла.
Переход к электрохимическим методам позволил не только увеличить скорость «резания», но и придать ему определенную направленность.
Электрохимические методы «резания» позволяют изготовлять детали сложной формы с высокой степенью точности.
Нельзя не остановиться еще на одном способе электрохимического «резания», который может конкурировать, например, с газовой резкой,— речь идет об электрохимическом раскрое листового материала. Здесь роль режущего инструмента выполняет тонкая проволока-катод, которую пропускают через предварительно просверленное отверстие, а «режущий» раствор подается из сопровождающего ее движение патрубка. При использовании такого «инструмента» потерн металла при раскрое сводятся к минимуму.
И, наконец, «тонкая» область применения электрохимических методов обработки металлов — шлифование. Установка для выполнения этой операции представляет собой ванну с раствором поваренной соли, в которую на изолирующей подставке 6 устанавливается деталь — анод. Над деталью помещается катод, а под ним по шлифуемой поверхности движется специальный притир. Притир разрушает защитную пленку, возникшую в результате взаимодействия раствора с металлом, и металл вступает в контакт с «режущим» раствором, который шаг за шагом постепенно «съедает» все неровности.
Применение электрохимических способов активизации процесса в сочетании с быстрой прокачкой раствора, предотвращающей образование различных пленок, позволяет довести скорости «резания» до 4 миллиметров в минуту. Однако и эта цифра не предел.
Усилия многих исследователей направлены на поиски особых химических веществ, повышающих активность «режущего» раствора, или, иными словам, вызывающих ускоренное растворение металла, например, в растворах кислот. Эти вещества получили название стимуляторов коррозии.
По своему механизму действия стимуляторы коррозии в кислотах делятся на несколько групп, в одну из которых входят вещества, активно снимающие электроны с катодных участков растворяющегося металла или способствующие их поглощению другими составляющими раствора (например, катионами водорода). Соответственно эти вещества носят название стимуляторов катодного действия. Некоторые из этих стимуляторов, «сняв» с металла электроны, взаимодействуют с катионами водорода и образуют соединения, которые уже не могут снова перейти в первоначальную «стимулирующую» форму. Поэтому для поддержания высокой скорости «резания» стимуляторы этого типа необходимо постоянно добавлять в раствор.
Источник
Химическая резка металла. Механизм химического раскроя. Сквозное размерное травление.
Для раскроя листовых заготовок, а также для обрезки заготовок после формообразования может быть использовано сквозное размерное травление, основанное на растворении металла в агрессивных средах. Контур травления определяется просветом в защитной лакокрасочной пленке.
Механизм химического раскроя (рис. 65, а, б) заключается в том, что узкая полоса на поверхности листового материала подвергается воздействию травящего раствора до тех пор, пока весь металл на всю толщину не будет растворен. В этом случае произойдет отделение частей листа друг от друга. Направление травления по заданному контуру нестрого перпендикулярно плоскости травления. Теоретически образуется контур, эквидистантный (равноудаленный) исходному, а в районе краевых точек поверхности травления образуются цилиндрические или сферические поверхности (см. рис. 65, б).
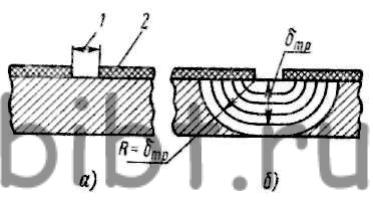
Рис. 65. Схема резки травлением:
а — подготовленная поверхность, б — разрезанная поверхность; 1-зона травления, 2 — защитное покрытие
Краевую точку при образовании контура определяет защитная пленка, которая представляет собой слой химически стойкого лакокрасочного материала, обладающего определенной адгезией к металлу. Величина адгезии определяет форму перехода в зоне подтрава и его отличие от теоретической. Как правило, защитная лакокрасочная пленка наносится распылением, а зоны травления открываются прорезкой по шаблонам. Величина прорези для химического раскроя должна быть не менее 1 мм.
Более высокое качество кромок достигается при встречном травлении, когда защитная система открывается с двух сторон листового материала и процесс идет навстречу друг другу.
Сложностью выполнения встречного травления является возможное несовпадение противоположных контуров и образование «ступеньки» соответствующей величины.
Описанные способы резания материалов являются наиболее распространенными способами. Наряду с ними, но в меньшей степени, применяют и другие. К наиболее распространенным относятся: анодно-механическая, электромеханическая, электроконтактная и ультразвуковая резка, резка электронным лучом и плазменным факелом. Эти способы резки конкурируют с обычными способами в том случае, когда разрезаются труднообрабатываемые материалы.
Источник
ЧЕМ РЕЖУТ МЕТАЛЛ:ОСНОВНЫЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА
Существует большое количство различных способов резки металла. В связи с этим, вопросы: чем режут металл, чем можно резать металл и чем резать толстый металл, не утрачивают своей актуальности.
Для максимального удовлетворения потребительского спроса, на смену морально устаревшим, классическим методам обработки, пришло достаточно много альтернативных вариаций.
СОДЕРЖАНИЕ СТАТЬИ
РЕЗКА МЕТАЛЛА ЛАЗЕРОМ
Эта, одна из самых передовых технологий, приобретает все большую популярность благодаря своей исключительной точности и высокой производительности. Суть лазерной резки металла заключается в точечном, направленном воздействии лазерного луча на металл. Воздействие лазером позволяет производить детали любой геометрической сложности контура, с сохранением максимальной точности, практически идеальной ровности кромок, при этом не теряя производительности. Основные отличия лазерной резки и плазменной резки в толщине обрабатываемых металлов и качестве реза.

Управление установкой производится оператором станка ЧПУ. Полная автоматизация процесса сводит вероятность ошибки, и, как следствие, выбраковки деталей, к минимуму.
Процесс работы такого станка разделен на три этапа:
- Создание чертежного изображения разрабатываемой детали;
- Загрузка чертежей в файловом изображении в программу ЧПУ;
- Обработка данных и запуск выполнения.
Лазерная установка состоит из трех основных действующих частей:
- Источник излучения (рабочая среда).
- Источник энергии.
- Оптический зеркальный резонатор.
ВИДЕО ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛА
Преимущества лазерной резки
ПЛАЗМЕННАЯ РЕЗКА ТОЛСТОГО МЕТАЛЛА
В вопросе «чем резать тостый металл«, плазменная резка — лучший вариант. В данном случае, воздействие на металл производит струйная подача плазмы. По своей сути плазма является ионизированным газом, разогретым до сверхвысоких температур.
 Различают два типа воздействия:
Различают два типа воздействия:
- Плазменно-дуговой рез. Суть метода соответствует названию. Между режущим инструментом и изделием, пропускают электрическую дугу. Электрод внедряют в корпус, оснащенный отводом. Подающийся под большим давлением газ, минуя электрод, разогревается до высоких температурных отметок и подвергается ионизации. Наличие отвода в корпусе, обеспечивает высокую скорость потока. Созданная электрическая дуга оплавляет металл, подаваемый газ удаляет из высокотемпературного воздействия.
- Косвенно воздействующий механизм. В данном случае, воздействующая электроискра находится непосредственно внутри режущего элемента и воздействие происходит только за счет плазмы.
ВИДЕО ПЛАЗМЕННОЙ РЕЗКИ МЕТАЛЛА
Преимущества плазменной резки металла
К преимуществам плазменной резки металла ГАЗОВЫМ РЕЗАКОМ
В вопросе «чем режут металл» — данный способ является одним из самых простых с технической точки зрения. Его суть заключается в разогреве места резки металла до состояния горения и последующей подачей очищенного кислорода для завершения действия.
 Весь процесс делится на три этапа:
Весь процесс делится на три этапа:
- Разогрев до предельных температур;
- Окисление кислородом;
- Удаление шлаковых образований выдуванием и отвердение мест среза.
Из чего состоит оборудование для газовой резки металла
Преимущества
КИСЛОРОДНАЯ РЕЗКА МЕТАЛЛА
В процессе кислородной резки металла происходит процесс горения металла в кислороде, который идет потоком в виде струи, удаляющей оксиды. Самое главное, что в данной процедуре металл не плавится — он лишь горит, при этом сохраняя свою твердость и прочность, а рамки реза выходят ровными.

Существуют некоторые подвиды кислородной резки металла, о которых мы расскажем ниже:
Кислородно-флюсовая резка
При кислородно-флююсовой резке металла используют порошковый плюс, который подается в место реза, из-за чего процедура облегчается, так как флюс на место реза оказывает 3-ное действие: абразивное, химическое и термическое.
Кислородно-копьевая резка
ГАЗОЭЛЕКТРИЧЕСКАЯ РЕЗКА МЕТАЛЛА
Воздушно-дуговая газоэлектрическая резка
Металл, который расплавился, удаляют при помощи мощной воздушной струи, движущейся под высоким давлением.
Кислородно-дуговая резка
При этом виде газоэлектрической резки металла осуществляется движение кислородной струи, которая вызывает горение накаленного электродугой металла, и удаление оксидов из области реза.
Основной минус газоэлектрического способа резки металла — начало науглероживания металла в области реза. Обычно, такой вид металлорезки применяют в случае, если необходимо избавиться от дефектов сварных швов.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ГАЗОВЫХ СПОСОБОВ РЕЗКИ МЕТАЛЛА
Из недостатков можно выделить следующее:
- Неидеальная точность резки;
- Высокий расход материала;
- Небольшая скорость резки;
- Необходима доп. обработка по краям реза;
- Возможна термическая деформация металлоизделий;
ГИДРОАБРАЗИВНАЯ РЕЗКА МЕТАЛЛА
Гидроабразивная резка – современный способ резки металла, позволяющий высокоточно производить раскрой листового металла по линиям любой кривизны и сложности и резать толстые металлические изделия толщиной до 200 миллиметров. В данной технологии обработки металла используется очень тонкая струя водного раствора, смешанного с абразивными частицами. Жидкость подается под высоким давлением порядка 4 тысяч атмосфер через специальное узкое сопло, имеющее диаметр до 0,5 миллиметров.

Скорость, с которой раствор взаимодействует с металлом, сравнима со скоростью звука, зачастую даже выше, что, в свою очередь, позволяет производить резку металла с высокой скоростью и очень гладкую поверхность реза, сравнимую с методом лазерной резки металла.
Преимущества
Гидроабразивная резка металла является, на сегодняшний день, одним из лучших способов резки металла, так как она обеспечивает возможность резать толстый металл, сложные детали нестандартной формы легко поддаются обработке, расход металла минимален вследствие маленькой ширины реза, а низкий температурный режим в зоне реза обеспечивает защиту от деформации и плавления.
Гидроабразивная резка используется, в основном, в декоративной и художественной резке, где требуется высочайшая точность реза и минимальный расход металла.
МЕХАНИЧЕСКИЕ СПОСОБЫ РЕЗКИ МЕТАЛЛА

Резка металла на ленточном станке
Данный станок это фиксированное режущее полотно с зубцами на одной стороне. Благодаря работе мотора происходит непрерывное вращение ленты.

Гильотинное
оборудование
Обрабатываемый металлический материал фиксируется в горизонтальном положении и подвергается рубящему удару станка резака-гильотины.

Резка металла дисковым станком
Суть действия схожа с работой ленточного станка. Отличие состоит только в возможности вращения металлической заготовки на 360 градусов.
ЧЕМ РЕЖУТ МЕТАЛЛ В ДОМАШНИХ УСЛОВИЯХ
Резка металла в домашних условиях производится при помощи механических устройств. К ним можно отнести как не промышленные модели станков, так и подручный инструмент. К наиболее часто используемым приспособлениям для резки металла в домашних условиях можно отнести:

Ручные ножницы для резки металла
Ручные ножницы позволяют резать металл толщиной до 3 миллиметров.

Пилы различного типа для резки
Пилы ручные, дисковые, торцевые, ленточные и маятниковые.

Болгарка для резки металлоизделий
Болгарка достаточно популярна и универсальна в домашних условиях.
ПОДРОБНЕЕ О ВИДАХ РУЧНЫХ НОЖНИЦ ДЛЯ РЕЗКИ МЕТАЛЛА
Существует несколько видо ручных ножниц для резки металла, каждый из которых обладает своими особенностями, преимуществами и недостатками. Рассмотрим их ниже.
Гильотинные ножницы
Особенность гильотинных ножниц заключается в том, что в их строении предусмотрен нож, который движется строго в одной плоскости, что прекрасно подходит для разрезания металлических листов. Если изменять угол наклона ножа, то существенно снижается необходимое усилие руки, однако, при этом страдает показатель качества резки. Гильотинные ножницы бывают как ручные, так и механические, либо с гидроприводным модулем.

Ручными ножницами практически невозможно разрезать металл средней толщины, а вот гильотинные ножницы с гидроприводом очень здорово себя показыают в показателях точности резки, так как они зачастую имеют ЧПУ-модуль, позволяющий «запоминать» типовые операции.
Шлицевые ножницы по металлу
Шлицевые ножницы позволяют резать металл по прямым и кривым произвольным линиям, благодаря чему, возможно выполнить качественную декоративную или фигурную резку металла. Работают такие ножницы от электродвигателя.

РАЗНОВИДНОСТИ ПИЛ ДЛЯ РЕЗКИ МЕТАЛЛА
Как и с ручными ножницами, существует несколько видов пил для металлорезки, которые обладают своими плюсами и минусами:
Дисковая пила
Самая легкая в работе пила. В дисковой пиле используются качественные диски из высокоустойчивых твердых сплавов или быстрорежущая специальная сталь, не подверженная температурному режиму. Основное ее применение — распил тонких металлических листов и листов средней толщины. Обычно один из факторов ценообразования на дисковую пилу — это ее распиловочный круг, ведь в зависимости от его диаметра, пила расширяет свой возможный спектр задач.

Из минусов можно отметить то, что хорошие дисковые пилы редко стоят дешево и имеют крупные габариты, что не всегда удобно.
Сабельная пила
Сабельная пила по своему образу схожа с электродрелью с удлиненной пилой, а по принципу работы — с электролобзиком. Существует 2 варианта сабельных пил: аккумуляторные и с зарядкой от сети.

Многообразие пильных полотен позволяет выполнять сабельной пилой различные задачи по резке металла. С сабельной пилой сложнее управляться, нежели с дисковой — для нее надо иметь правильные навыки и отличный глазомер.
Углошлифовальная машина
За этим серьезным названием скрывается знакомая всем болгарка. Интересно то, что изначально она разрабатывалась как инструмент для шлифования, однако теперь по функциональным качествам заменят сабельную и дисковую пилы.

Универсальность углошлифовальной машины позволяет проводить резку, шлифовку и полировку металлических изделий — для этого стоит просто купить необходимые материалы и комплектующие.
СРАВНЕНИЕ СПОСОБОВ РЕЗКИ МЕТАЛЛА
При сравнении основных способов резки металла лучшими видами для промышленных масштабов признаны лазерная и плазменная резка металла.
- Доступна резка по любым кривым линиям;
- Возможность резать толстый металл практически любой толщины;
- Благодаря точности резки металла данными способами обеспечивается высокая точность;
- Универсальность выбора металла: возможность резки алюминия, оцинковки, нержавейки, титана, черных металлов и т.д. одним оборудованием;
- Экономия времени на этап подготовки металла к резке: благодаря высокой температуре лазерная и плазменная резка легко справляется с инородними примесями;
- Затраты на электроэнергию и воздух — достаточно низкие, как и на расходные материалы.
Что касается выбора наилучшего способа резки металла в домашних условиях, то здесь наибольшую популярность имеет углошлифовальная машина (болгарка). Ее многофункциональность и относительно невысокая цена являются несомненными преимуществами в вопросе: «чем лучше резать металл дома».
ИТОГ: ЧЕМ ЛУЧШЕ РЕЗАТЬ МЕТАЛЛ
Отвечая на вопросы: «Чем режут металл» и «чем резать толстый металл«, стоит отметить, что несмотря на доступность многих из перечисленных вариантов обработки, качество зависит не только от сложности оборудования, но и от профессионализма специалистов на нем работающих. Компания «Металик» имеет в своем арсенале оборудование для проведения всех видов резки металла любой толщины и конфигурации. Получить консультацию и оставить заказ вы можете на нашем сайте, или связавшись с нами по телефону.
Источник



