
- Газовая сварка в потолочном положении
- Просмотр содержимого документа «Газовая сварка в потолочном положении»
- Сварка потолочных швов, последовательность выполнения работ
- Особенности потолочной сварки
- ЛЕСЕНКОЙ
- ПОЛУМЕСЯЦЕМ
- Сварка швов в потолочном положении: характеристики и рекомендации
- Сварка стыковых соединений в потолочном положении
- Корень шва
- Заполнение разделки
- Сварка лицевого слоя
- Потолочное положение: соединение встык
- Способы сварки потолочного шва
- Горизонтальные соединения
- Правила выполнения сварочных потолочных соединений
- Техника безопасности
- Безопасность при сварке потолочного шва
Газовая сварка в потолочном положении

Просмотр содержимого документа
«Газовая сварка в потолочном положении»
Газовая сварка – способ универсальный, но при ее выполнении необходимо помнить, что нагреванию подвергается достаточно большой участок вокруг сварного соединения. Поэтому нельзя исключить возникновение коробления и развитие внутренних напряжений в конструкциях, причем они более значительные, чем при других способах сварки. В связи с этим газовая сварка в большей степени подходит для таких соединений, для которых достаточно небольшого количества наплавленного металла и малого нагрева основного металла. Прежде всего речь идет о стыковых, угловых и торцовых соединениях (независимо от их пространственного положения – нижнего, горизонтального, вертикального или потолочного), в то время как тавровых и нахлесточных следует избегать (хотя они тоже могут осуществляться).
Чтобы сварной шов отличался высокими механическими свойствами, требуется выполнить следующие действия:
– подготовить кромки металла;
– подобрать соответствующую мощность горелки;
– отрегулировать пламя горелки;
– взять необходимый присадочный материал;
– правильно сориентировать горелку и определить траекторию ее перемещения по выполняемому шву.
Как и при дуговой сварке, при газовой кромки свариваемого металла нужно подготовить. Их очищают (на 20–30 мм с каждой стороны) от ржавчины, влаги, масла и пр. Для этого достаточно прогреть кромки. В случае сварки цветных металлов используют механические и химические способы очистки.
При осуществлении стыковых соединений (табл. 42) следует помнить о некоторых правилах разделки кромок:
– при сваривании тонколистового металла (до 2 мм) присадки не используют – достаточно выполнить отбортовку кромок, которые потом расплавляются и дают валик сварного шва. Возможен и такой вариант: сварить кромки встык без разделки и зазора, но с применением присадочного материала;
– при сваривании металла толщиной менее 5 мм можно обойтись без скоса кромок и вести одностороннюю газовую сварку;
– при соединении металла толщиной более 5 мм кромки скашивают под углом в 35–40°, чтобы общий угол раскрытия шва составлял 70–90°. Это позволит проварить металл на всю толщину.
Таблица 42. ПРЕДВАРИТЕЛЬНАЯ ПОДГОТОВКА КРОМОК СВАРИВАЕМОГО МЕТАЛЛА ПРИ ВЫПОЛНЕНИИ СТЫКОВЫХ СОЕДИНЕНИЙ

Примечание: a – величина зазора; а1 – величина притупления; S и S1 – толщина металла.
При выполнении угловых соединений присадочный материал не используют, а шов формируют расплавлением кромок металла.
Нахлесточные и тавровые соединения допускаются исключительно при сварке металла толщиной до 3 мм, поскольку при большей толщине локальный нагрев металла бывает неравномерным, что приводит к развитию значительных внутренних напряжений и деформаций, а также к появлению трещин как в металле шва, так и в основном металле.
Чтобы в процессе сварки детали не сдвигались и зазор между ними не изменялся, их фиксируют либо специальными приспособлениями, либо прихватками. Длина, количество и промежуток между последними зависят от толщины металла, длины и конфигурации шва:
– если металл тонкий, а швы короткие, длина прихваток составляет 5–7 мм при интервале между ними в 70-100 мм;
– если металл толстый, а швы длинные, то длину прихваток увеличивают до 20–30 мм, а расстояние между ними – до 300–500 мм.
В процессе сварки пламя горелки направляют на металл таким образом, чтобы он попадал в восстановительную зону и находился в 2–6 мм от ядра. При сварке легкоплавких металлов пламя горелки в основном ориентируют на присадочный материал, а зону ядра отодвигают на еще большее расстояние от сварочной ванны.
При сварке необходимо регулировать скорость нагрева и плавления металла. Для этого прибегают к таким действиям (рис. 91):
– изменяют угол наклона мундштука;
– манипулируют самим мундштуком.
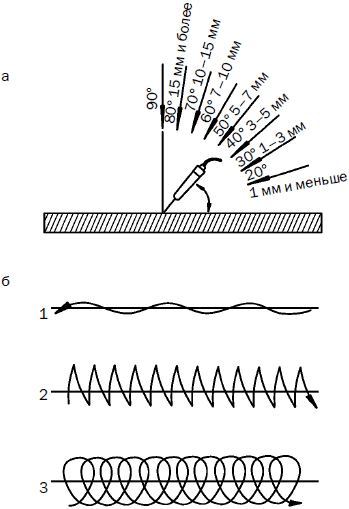
Рис. 91. Способы регулировки скорости нагрева и плавления металла путем изменения: а – угла наклона мундштука; б – траектории движения мундштука и проволоки; 1 – при сварке тонколистового металла; 2, 3 – при сварке толстолистового металла
При сварке необходимо следить за тем, чтобы:
– ядро пламени не контактировало с расплавленным металлом, поскольку последний может от этого науглероживаться;
– сварочная ванна была защищена зоной факела и восстановительной зоной, иначе металл будет окисляться атмосферным кислородом.
В процессе использования газовой горелки необходимо соблюдать правила обращения с ней:
1. Если горелка находится в исправном состоянии, то пламя, которое она дает, бывает устойчивым. В том случае, если наблюдаются какие-либо отклонения (горение нестабильное, пламя отрывается или гаснет, случаются обратные удары), надо обратить особое внимание на узлы горелки и отрегулировать ее.
2. Чтобы проверить инжекторную горелку, подсоединяют кислородный рукав, к корпусу крепят наконечник. После затягивания накидной гайки аккуратно откручивают ацетиленовый вентиль, кислородным редуктором устанавливают соответствующее давление кислорода, после чего открывают кислородный вентиль.
3. Если приставленный к ацетиленовому ниппелю палец присасывается, это означает, что кислород создает разряжение. Если этого не происходит, возможно, засорились инжектор, смесительная камера или мундштук. Их следует прочистить.
4. Повторить проверку на разряжение (подсос). Его величина определяется зазором между концом инжектора и входом в смесительную камеру. Выкручивая инжектор, зазор регулируют.
5. Категорически запрещено использовать неисправные горелки.
Различают два способа газовой сварки (рис. 92):

Рис. 92. Способы газовой сварки (стрелкой указано направление сварки): а – левый; б – правый; 1 – присадочная проволока; 2 – сварочная горелка
– левую сварку, при которой горелку перемещают справа налево и держат позади присадочной проволоки. При этом сварочное пламя ориентировано на еще не сваренный шов. Этот способ не позволяет в достаточной степени защитить металл от окисления, сопровождается частичной потерей тепла и дает низкую производительность сварки;
– правую сварку, при которой горелку перемещают слева направо и держат впереди присадочной проволоки. В этом случае пламя ориентировано на законченный шов и конец присадочной проволоки. Такой способ дает возможность направить на расплавление металла сварочной ванны большее количество теплоты, а колебательные поперечные движения мундштука и проволоки осуществляются реже, чем при левом способе. Кроме того, конец присадочной проволоки оказывается постоянно погруженным в сварочную ванну, поэтому им можно перемешивать ее, что способствует переходу окислов в шлак.
Правый способ обычно применяют, если толщина свариваемого металла превышает 5 мм, тем более что при этом сварочное пламя по бокам ограничено кромками изделия, а сзади – валиком наплавленного металла. Благодаря этому потери теплоты снижаются, и она используется более эффективно.
Левый способ имеет свои преимущества, поскольку, во-первых, шов все время находится в поле зрения сварщика и он может регулировать его высоту и ширину, что имеет особое значение при сварке тонколистового металла; во-вторых, при сварке пламя может растекаться по поверхности металла, снижая риск пережога.
При выборе того или иного способа сварки нужно руководствоваться и пространственным положением сварного шва:
– при выполнении нижнего шва следует учитывать толщину металла. Его можно накладывать и правым, и левым способом. Данный шов наиболее легкий, поскольку сварщик может наблюдать за процессом. Кроме того, жидкий присадочный материал стекает в кратер и не выливается из сварочной ванны;
– для горизонтального шва предпочтителен правый способ. Чтобы не допустить вытекания жидкого металла, стенки сварочной ванны делают с некоторым перекосом;
– для вертикального шва на подъем – и левый, и правый, а для вертикального шва на спуск – только правый способ;
– потолочный шов легче накладывать правым способом, поскольку поток пламени направлен на шов и не дает жидкому металлу вытечь из сварочной ванны.
Способом, гарантирующим высокое качества сварного шва, является сварка ванночками (рис. 93).
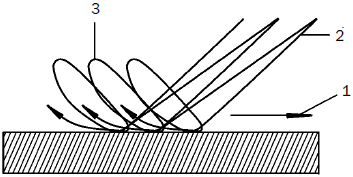
Рис. 93. Сварка ванночками: 1 – направление сварки; 2 – траектория движения присадочной проволоки; 3 – траектория движения мундштука
Данный метод применяют для сварки тонколистового металла и труб из низкоуглеродистых и низколегированных сталей облегченными швами. Им можно воспользоваться и при сварке стыковых и угловых соединений при толщине металла до 3 мм.
Процесс сварки ванночками протекает следующим образом:
1. Расплавив металл диаметром 4–5 мм, сварщик помещает в него конец присадочной проволоки. Когда ее конец расплавится, он вводит его в восстановительную зону пламени.
2. Одновременно с этим сварщик, чуть сместив мундштук, совершает им круговые движения, чтобы образовать очередную ванночку, которая должна несколько (примерно на треть диаметра) перекрывать предыдущую. При этом проволоку надо продолжать держать в восстановительной зоне, чтобы не допустить ее окисления. Ядро пламени нельзя погружать в сварочную ванну, иначе произойдет науглероживание металла шва.
При газовой сварке швы бывают одно– или многослойными. Если толщина металла составляет 8-10 мм, швы наваривают в два слоя, при толщине более 10 мм – три слоя и более, причем каждый предыдущий шов предварительно очищают от шлака и окалины.
Многопроходные швы при газовой сварке не практикуют, поскольку наложить узкие валики очень тяжело.
При газовой сварке возникают внутренние напряжения и деформации, поскольку участок нагрева оказывается более обширным, чем, например, при дуговой сварке. Для уменьшения деформаций необходимо принимать соответствующие меры. Для этого рекомендуют:
– равномерно нагревать изделие;
– подбирать адекватный режим сварки;
– равномерно распределять наплавленный металл по поверхности;
– придерживаться определенного порядка наложения швов;
– не увлекаться выполнением прихваток.
Для борьбы с деформациями применяют разные способы:
1. При выполнении стыковых соединений сварной шов накладывают обратноступенчатым или комбинированным способом, разделив его на участки длиной 100–250 мм (рис. 94). Поскольку теплота равномерно распределяется по поверхности шва, основной металл практически не подвержен короблению.

Рис. 94. Последовательность наложения шва при сварке стыковых соединений: а – от кромки; б – от середины шва
2. Уменьшению деформаций способствует их уравновешивание, когда последующий шов вызывает деформации, обратные тем, которые вызвал предыдущий шов.
3. Находит применение и способ обратных деформаций, когда перед сваркой детали укладывают так, чтобы после нее в результате действия деформаций они заняли нужное положение.
4. Бороться с деформациями помогает и предварительный нагрев соединяемых изделий, в результате чего достигается меньшая разность температур между сварочной ванной и изделием. Этот способ хорошо работает при ремонте чугунных, бронзовых и алюминиевых изделий, а также в том случае, если они изготовлены из высокоуглеродистых и легированных сталей.
5. В ряде случаев прибегают к проковке сварного шва (в холодном или горячем состоянии), что улучшает механические характеристики шва и снижает усадку.
6. Термическая обработка – еще один способ устранения развившихся напряжений. Она бывает предварительной, проводится одновременно со сваркой или ей подвергают уже готовое изделие. Режим термической обработки определяют форма деталей, свойства свариваемых металлов, условия и пр.
Сварка стыковых швов. Сварочная позиция РЕ
Взять 2 детали толщиной 2-3 мм, длиной 200 мм, шириной 100 мм.
1. При открытых вентилях горелки установить рабочее давление на манометре редуктора (среднее значение для кислорода 4 бар и для ацетилена 0,4 бар) в соответствии с толщиной свариваемого металла. Закрыть вентили.
2. Открыть на 1/4 вентиль кислорода на горелке, а затем на один оборот вентиль ацетилена.
3. Поджечь горючую смесь. Пламя должно гореть устойчиво, не отрываясь от мундштука.
4. Пламя регулируют ацетиленовым вентилем, при полностью открытом кислородном. Отрегулировать нормальное пламя.
5. Нагреть свариваемый металл до образования сварочной ванны. Сделать 2 прихватки по краям детали.
6. Установить детали в потолочное положнгие РЕ.
7. Сварка потолочных швов выполняется как левым, так и правым способом сварки в несколько слоев с минимальной толщиной каждого слоя. Шов лучше формируется при правом способе сварки.

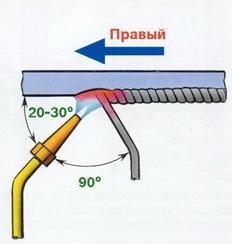
Рис. 139. Сварка в потолочном положении левым и правым способом (24)
Кромки нагревают до начало оплавления и в этот момент в ванну вводят проволоку, конец которой быстро оплавляется. Металл удерживается от вытекания давлением газов пламени.

Рис. 140. Сварка в потолочном положении.Фото автора
Источник
Сварка потолочных швов, последовательность выполнения работ

Газы, выделяемые покрытием электрода, поднимаются вверх и могут остаться в шве, поэтому используют только хорошо просушенные электроды. Узкие валики накладывают в разделку тремя способами
Особенности потолочной сварки
Потолочную сварку считают довольно трудоемким и сложным процессом, поэтому новичкам не рекомендуют выполнять эту операцию самостоятельно. Перед ней в обязательном порядке нужно провести подготовительные работы, подобрать качественный инструмент, обзавестись средствами индивидуальной защиты.
Потолочное сцепление характеризуют рядом сложностей. В процессе выполнения работы расплавленный металл может стекать вниз, что несет определенную опасность для сварщика. Только опытные профессионалы, хорошо разбирающиеся в технологии сварки, могут избежать подобных сложностей, тщательно соблюдая технику безопасности.
Прежде чем приступить к спаиванию потолочных швов, необходимо знать некоторые особенности процесса:
- для объединения потолочных валиков нужно применять исключительно сварку полуавтоматом или ручным методом;
- для увеличения прочностных и эксплуатационных показателей потолочных сцеплений используют покрытые электроды;
- длина электродов не должна превышать 4 мм, так как сварку полотна осуществляют в формате дуги с минимальным радиусом;
- ширина образованного потолочного шва должна быть несколько меньше, чем толщина электрода;
- осуществлять сварку необходимо в сухом помещении с низким уровнем влажности. На электроде, сварочном аппарате и металлических профилях также должна отсутствовать вода. Это требование объясняют тем, что в процессе сварки вода преобразовывается в пар, который, соединяясь с химическими компонентами, формирует газ, оказывающий негативное воздействие на качество валика;
- чтобы отслеживать качество получаемого шва необходимо работать по направлению «на себя». Это позволит видеть процесс и контролировать его;
- для предотвращения растекания металла электрод следует поместить под небольшим углом, немного отводя его в бок.

ЛЕСЕНКОЙ

ЛЕСЕНКОЙ. Электрод располагают под углом к плоскости 90-130°, подводят к изделию и зажигают дугу. После образования маленькой порции расплавленного металла электрод отводят на 5-10 мм от потолочной плоскости и возвращают, перекрывая закристаллизовавшуюся порцию металла расплавленным примерно на 1/2 — 1/3 ее длины.
ПОЛУМЕСЯЦЕМ

ПОЛУМЕСЯЦЕМ. Электрод располагают под углом 90-130° к потолочной плоскости и, манипулируя по схеме полумесяца, беспрерывно заходят электродом на закристаллизовавшуюся часть металла
Сварка швов в потолочном положении: характеристики и рекомендации
Качество ординарного (напольного) шва зависит от множества характеристик сварочного процесса. А в случае формирования потолочного шва эта зависимость вырастает на несколько порядков. Поэтому далее по тексту мы рассмотрим характеристики сварочного процесса, оказывающие максимальное влияние на процесс образования потолочного шва и его качество.
В число таких характеристик можно причислить следующие параметры:
- Силу сварочного тока – ее следует подбирать очень осторожно – она должна быть меньше параметра, используемого при формировании нижнего шва и больше параметра, используемого при формировании вертикального шва.
- Диаметр электродов – он не должен быть больше четырех миллиметров. Причем оптимальное значение этого параметра – 3-4 миллиметра.
- Расположение электрода — относительно оси валика наплавки пруток следует расположить под углом 80-90 градусов. При этом проекция оси электрода должна совпадать с осью валика наплавки. А для получения вогнутой поверхности наплавки электрод должен располагаться углом вперед.
- Направление движения электрода – должно осуществляться вдоль шва, без поперечных смещений, по направлению «к себе». Такая схема перемещения облегчает контроль длины дуги.
- Ширину шва – она не должна превышать 2-3 диаметра электрода. Иначе возрастет риск появления потеков, а на профиле шва появятся выпуклости.
Сварка стыковых соединений в потолочном положении
Корень шва
Корневой валик в зависимости от величины зазора и притупления кромок следует варить без манипулирования или с поперечными колебательными движениями по методу «лестница» электродом диаметром 3 мм на сварочном токе в диапазоне минимального или среднего значения. В зависимости от требований чертежа и техусловий сварку первого корневого валика можно выполнить по двум рекомендациям:
1) Если предусмотрена выборка и подварка обратной стороны корня шва, необходимо при проплаве в зазор все внимание обратить на формирование валика со стороны сварки. Валик должен быть без нависаний и подрезов. Лучше всего такой валик выполнить манипулированием электродом от кромки к кромке и задержками на них (рис. 61). Такой валик не потребует дополнительной выборки, и после зачистки от шлака и брызг сразу можно приступать к сварке второго валика.

2) Если необходимо в стыковом соединении сформировать обратный валик (без выборки и подварки обратной стороны корня шва), необходимо постоянное поступательное движение электрода вверх в зазор (на предельно короткой дуге), добиваясь при этом, чтобы сварочная дуга горела с обратной стороны (рис. 62). Электродный металл растекается в виде «фонтанчика»(зонтика). Это самый лучший вариант для формирования обратного валика. Все внимание на формирование обратного валика и при возможности скорость сварки выдерживать в зависимости от формирования валика снизу (во избежание чрезмерной выпуклости). Если корневой валик со стороны сварки получился «горбатым», обязательна механическая выборка до чистого металла по рисункам в предыдущих главах.

Заполнение разделки
Сварка второго и третьего валиков ведется в зависимости от ширины корневого валика электродом диаметром 3 мм на среднем-максимальном сварочном токе или диаметром 4 мм — в среднем диапазоне, достаточном для нормального сварочного процесса (рис. 63).

Чтобы избежать «горбатости» 2 и 3 валиков, очень важен момент задержки на краях валика, затем небольшой спуск по кромке изделия и после этого переход методом «лестница» на другую кромку «Нормальный» или «вогнутый» валик можно получить, так же используя скорость сварки, наклон электрода «углом вперед», величину шага чуть большую, чем при вертикальной сварке. Не рекомендуются валики большого объема, т.к. металл шва в жидком состоянии находится длительное время и стремится вниз, что приводит к чрезмерной выпуклости шва. 4-й и 5-й слои выполняются в зависимости от ширины предыдущего валика во всю ширину или в два валика. Последующие слои рекомендуется выполнять без колебательных движений в виде наплавки и при подходе к кромке оставлять расстояние между предпоследним валиком каждого слоя и кромкой не менее диаметра электрода (с покрытием). Последний валик каждого слоя выполнить по способу как второй и т.д.
Сварка лицевого слоя
Предпоследний слой в разделке должен быть выполнен так, чтобы незаполнение разделки было не более 0,5-2 мм. В зависимости от толщины металла и ширины лицевого слоя сварку можно выполнить в один или более проходов. При сварке в один проход при незаполненной разделке в 0,5-1 мм рекомендуется, во избежание излишней высоты шва, сварку производить методом «дугой вперед», подбирая шаг в зависимости от формирования валика. При глубине незаполненной разделки от 1 мм до 2 мм — методом «лестницей».
При сварке лицевого слоя в несколько проходов, как показано на рис. 63, 9-й и 10-й валики выполняются в зависимости от каждого конкретного случая с манипулированием или без него, «лестницей» или «дугой вперед». Валик 11 выполняется с манипулированием электродом так, чтобы соединить вершины боковых валиков любым из методов, подходящих в данной ситуации.
Тудвасев В.А. «Рекомендации сварщикам».
Потолочное положение: соединение встык
Соединение встык производится в несколько подходов. В первую очередь создается корневой валик или корень шва. При потолочном положении его рекомендуется выполнять электродом с диаметром в три миллиметра. Передвигать его необходимо способом «лестница» либо без особого манипулирования. Сварочный ток должен иметь среднее значение между минимальным и средним (имеются в виду значения, предусмотренные техническими условиями).
Второй и третий валик выполняются электродами диаметром три либо четыре миллиметра. Сила тока может быть средней (электрод 4 мм) или среднемаксимальной (3 мм).
Во избежание горбатостей сварку нужно выполнять следующим образом: сначала задерживаться на краях валика, потом опускаться немного по кромке металлоизделия и дальше методом «лестница» переходить к следующей кромке.
Далее делаются остальные слои валика, при их выполнении не советуют производить колебательных движений. Делают их в виде наплавки.
Лицевой слой такого потолочного шва выполняется таким образом, чтобы величина незаполненной разделки была не больше 0,5-2 миллиметров. При необходимости лицевой слой можно выполнять в несколько подходов. Если лицевой слой делается в один подход с разделкой до миллиметра, то лучше всего выполнять его способом «дугой вперед». Когда глубина разделки один-два миллиметра лучше использовать способ «лестница».
При правильном подходе к выполнению сварки потолочного шва, соединение получится аккуратным, качественным и надежным.
Способы сварки потолочного шва
Эксперты выделяют несколько методик сварки потолочных валиков:
- Полумесяц (дуговой). Этот метод предусматривает угловой наклон электрода (90-140 градусов) к поверхности. Далее необходимо делать зигзагообразные колебательные движения, напоминающие дугу. Сварной элемент будет передвигаться по направлению от кромки к кромке, обеспечивая прочную сварку.

- Лесенка. Обладает схожими особенностями со сваркой полумесяцем. Используя обозначенную методику, электрод следует разместить под углом 90-130 градусов к металлической поверхности. Ввиду опасности стекания раскаленного металла, при исполнении операции сварной элемент нужно отвести в сторону. Как только он остынет, электрод возвращают на место работы, после чего операцию возобновляют. Лесенка имеет визуальное отличие от полумесяца в итоговом исполнении. Различие между ними заключается в том, что шовное соединение приобретает удлиненную форму.
- Обратно-поступательный способ. Особенность этого метода заключается в том, что сварной элемент несколько раз проходит по поверхности шва. Изначально нужно сформировать корневой валик, обладающий сечением в пределах 3 мм. Потом его нужно оставить на некоторое время остыть. После полного охлаждения металла, электрод возвращают на поверхность.



Важно! Самый простой вариант – сварка полумесяцем. Обратно-поступательный метод и лесенка считают более трудоемкими, однако соединение у них выходит максимально прочное.

Горизонтальные соединения
Сварка горизонтальных швов на вертикальной поверхности осуществляется слева направо и наоборот. В данном варианте ванна будет стекать в нижнюю кромку. Техника выполнения соединения предполагает наклон электрода под большим углом, зависящем от величины тока.
Существует несколько полезных советов, при выполнении которых сварка горизонтального шва будет осуществлена наиболее качественно:
- лучше класть сварочный шов слева направо;
- электрод следует расположить немного назад на шов;
- дугу зажигают на нижней кромке и после этого переводят на верхнюю;
- движение стержня осуществлять по спирали.
В случае стекания металла вниз, следует перемещать электрод быстрее, уменьшив нагрев детали. Выполнять работу можно и с отрывом дуги. В моменты отрыва металл будет успевать охлаждаться, в результате чего он прекратит стекать. Снижение силы тока обеспечивает такой эффект.
Следуя предложенным выше советам, можно научиться формировать качественные горизонтальные соединения ручной дуговой сваркой.
Правила выполнения сварочных потолочных соединений
- Предварительно свариваемые стороны сводятся вместе как можно плотнее. При наличии значительных зазоров качественно выполнить сварочные работы сможет только достаточно опытный сварщик.
- Далее выполняется разделка кромок, так же как и в положении снизу. Если толщина металла составляет больше 0,5 см, тогда выполняется скос V-образной формы.
- Подносить электрод к плоскости потолка рекомендуется под углом в 45 градусов. Молодым, не имеющим опыта сварщикам рекомендуется начинать варить половинкой электрода, чтобы в процессе работы лучше контролировать его кончик, и так будет легче формировать само сварное соединение.
- Выполнение сварочной процедуры в таком пространственном положении можно делать благодаря натяжению плоскости металла. Для того чтобы не отлетали капли раскаленного железа, не успев сцепиться с кромкой, силу тока рекомендуется уменьшить.
- При достаточно плотном сведении свариваемых сторон первый шов можно выполнять без колебательных движений электродом. Это даст возможность в полном объеме заполнить стык расплавленным металлом. Следующий проход нужно делать немного шире для укрепления связки. На трубах, конечно же, рекомендуется выполнять сразу широкий шов.
- При наличии небольшого зазора между соединяемыми металлическими плитами используется прерывистая дуга, которая дает возможность остывать отложенной металлической капле. Мгновенно, не давая пройти красноте предыдущей капли, накладывается следующая капля.
Техника безопасности
- Все подсоединяемые провода к сварочному оборудованию, электрической сети должны быть хорошо изолированы.
- Если инвертор не эксплуатируется, он должен быть отсоединен от сети.
- Если нет опыта сварочных работ, то нельзя без практического обучения приступать к их выполнению на открытом воздухе при наличии атмосферных осадков, а также в помещениях с большой концентрацией влаги.
- Запрещено сваривать детали без средств индивидуальной защиты: маски, спецодежды, перчаток, обуви, коврика.
- Обязательное соблюдение правил пожарной безопасности.
Для новичков! После окончания работ не нужно пугаться безобразного вида сварного шва – это шлаковые образования, после обивки которых качественно выполненное соединение примет довольно привлекательный внешний вид.
Безопасность при сварке потолочного шва
При исполнении сварочных операций необходимо в обязательном порядке акцентировать внимание на технику безопасности, предусмотренную для мероприятий данного формата. От исполнения простых рекомендаций будет зависеть итоговые качественные параметры шва, личная безопасность наемных сотрудников.
Планируя сварочные работы, необходимо уделить внимание следующим рекомендациям:
- Все провода, присоединенные к сварочному оборудованию, должны иметь хорошую изоляцию. Не допускается наличие оголенных участков кабелей, так как это может привести к проблемам со сварочным аппаратом, повышает риск для здоровья и жизни пользователя.
- Инвертор необходимо отсоединять от сети, если он не используется. Не исключены ситуации, когда оборудование может включиться из-за неосторожности. Также соблюдение этого правила поможет защитить аппарат от возможных перепадов напряжения в электросети.
- Категорически не допускают исполнение сварочных работ без средств индивидуальной защиты. В обязательном порядке сварщику следует надеть защитную маску, спецодежду, обувь и перчатки. Работы должны производиться на специальном коврике.
- Скрепление потолочных швов должно осуществляться в сухом и теплом помещении. Не рекомендуют выполнять задачу в дождливую или снежную погоду, если в помещении наблюдается достаточно высокий уровень влажности. В противном случае это может негативно сказаться на качестве исполнения потолочного шва. Справиться с задачей в любых условиях могут только опытные мастера, обладающие необходимыми знаниями.
- В обязательном порядке нужно соблюдать правила пожарной безопасности. Это значит, что поблизости от места сварки не должно находиться посторонних предметов и горючих материалов.

Установка разнообразных металлоконструкций требует использования различных сварочных швов. От правильности их выбора зависит качество и долговечность изделий.
Опытные сварщики без труда могут определить, какой вариант соединения будет оптимальным в каждом конкретном случае. Однако новичкам сделать это будет значительно тяжелее, поэтому им обязательно следует ознакомиться с особенностями каждого вида соединения.
Источник



