
Укладка трубопровода
Укладочные работы выполняются преимущественно непрерывными методами колонной трубоукладчиков, оснащённых троллейными подвесками, облицованными эластичными материалом (полиуретаном), или подвесками с пневмошинами, или пневмобаллонами.
Укладка трубопровода непрерывным раздельным способом выполняется по следующей схеме: сваренный в плеть и полностью изолированный трубопровод, включая стыки, следует приподнять над строительной полосой на высоту не более 0,5÷0,7м с помощью 3÷5 трубоукладчиков, сместить в сторону траншеи и опустить в проектное положение.
При выполнении изоляционно-укладочных работ с применением битумно-полимерных защитных покрытий трубопровод укладывают в траншею, как правило, непрерывным совмещённым способом, при котором работы по очистке, изоляции и укладке трубопроводов производятся в едином технологическом потоке узким подвижным фронтом. Этот способ укладки можно использовать для всех методов ремонта трубопровода.
Состав укладочной колонны по количеству машин и их типам может быть различными и зависит главным образом от диаметра сооружаемого трубопровода и от конкретных местных условий.
При совмещённом способе производства работ трубопровод необходимо укладывать строго по оси траншеи, не касаясь её стенок. Температура битумного покрытия при укладке трубопровода не должна превышать +30 ºC. Дно траншеи обычно планируют и освобождают от камней, сухих комьев, коряг и других твёрдых предметов и включений. На участках трассы, сложенных из твёрдых пород, на дно траншеи подсыпают мягкий грунт слоем не менее 10см. Уложенный трубопровод перед засыпкой присыпают мягким грунтом слоем не менее 20см над верхней образующей трубопровода. Укладка должна осуществляться с применением мягких полотенец, чтобы исключить повреждения, нанесённого изоляционного покрытия.
Таблица 9. 7. Техническая характеристика мягких полотенец
| Показатели | ПМ321 | ПМ523 | ПМ823 | ПМ1223 | ПМ1425 | ПМ1021 | ПМ1426 |
| Грузоподъёмность,т | |||||||
| Диаметр поднимаемого трубопровода,мм | 88-325 | 377-530 | 630-820 | 1020-1220 | 1220-1420 | ||
| Запас прочности ленты | 4,35 | 4,3 | 4,2 | 3,5 | 4,45 | 4,8 | 4,8 |
| Материал ленты | Капроновая ткань СТСЗ-1, пропитанная полимером, на основе дивинилстирольного термоэластопласта ДСТ-30 | Прорезиненная капроновая ткань К-5-3Т 10 слоёв.Обкладная резина типа 2-1370-6 по 2мм с каждой стороны | |||||
| Габаритные размеры,мм | |||||||
| Длина | |||||||
| Ширина | 800х2 | 400х2 | |||||
| Толщина | |||||||
| Масса,кг | |||||||
| Ленты | 20,7 | 68,5х2 | 84х2 | ||||
| Полотенца | 20,7 |
При относительно небольших объёмах работ, а также на участках трассы со сложными условиями прокладки допускается использование цикличных методов укладки предварительно заизолированного трубопровода колонной трубоукладчиков, оснащённых мягкими монтажными полотенцами. При этом число трубоукладчиков должно быть не менее 4-х для трубопроводов диаметром 1020 и 1220мм.
На сложных участках трассы во избежание поломок трубопровода при опрокидывании трубоукладчиков в колонне должен быть дополнительный трубоукладчик, снабжённый монтажным полотенцем для поддержания свисающей плети трубопровода вблизи мест перегиба рельефа местности. Дополнительный трубоукладчик требуется также при укладке участков трубопровода повышенной категории.
Циклические методы осуществляются в основном двумя способами.
При способе «перехвата» трубоукладчики устанавливаются по трассе друг за другом и, последовательно подменяя идущего впереди, перемещаются с заданным шагом вдоль укладываемой плети.
При способе «переезда» последний трубоукладчик, освободившийся от нагрузки в конце очередного цикла, перемещается в её головную часть и включается здесь в работу.
При использовании циклического метода укладки с помощью мягких полотенец или эластичных строп не следует осуществлять захват трубопровода в местах, где находится зона кольцевых стыков (в пределах расположения изолирующих муфт, манжет), а также в тех местах, где был произведён ремонт заводского изоляционного покрытия или обнаружен не устранённый дефект изоляции.
Укладку изолированного трубопровода с бровки траншеи следует производить в полностью подготовленную траншею (очищенную от снега, со спланированным дном, при необходимости, с устройством постели из мягкого грунта толщиной не менее 10см над выступающими частями дна траншеи) при соблюдении мер по предотвращению, оперативному обнаружению и устранению повреждений изоляционного покрытия.
Для предупреждения повреждений защитного покрытия трубопровода при укладке в траншею рекомендуется использовать амортизирующие приспособления для стрел трубоукладчиков из утилизированных автопокрышек.
При раздельном производстве работ, т.е. когда очистка и изоляция трубопровода технологически отделены от работ по укладке, требуется тот же комплект машин и оборудования, что и при совмещённом способе производства работ, но необходимо дополнительно комплект машин и бригаду рабочих, выполняющих укладку трубопровода. При раздельном способе производства работ изолированный трубопровод предварительно укладывают на деревянные или металлические лёжки с мягкими прокладками. Расстояние между трубой и поверхностью земли должно быть не менее 10см. Изолированный трубопровод не должен находится на бровке траншеи без укрытия более одних суток во избежание оплывания изоляции в летних условиях и растрескивания её зимой. Кроме этого не должен находится по воздействием прямых солнечных лучей при применении плёночного изоляционного покрытия, т.к. оно подвергается короблению, что приводит к отслоению от поверхности трубопровода и возникновению воздушных пузырей, которые являются очагами коррозионных процессов. При укладке трубопровода в траншею с лёжек особо предусматривают меры по предотвращению повреждения изоляционного покрытия, в связи, с чем использование тросовых «удавок» запрещается. А в осеннее-зимний период очистные и изоляционно-укладочные работы, ввиду их большой сложности, должны выполняться особенно тщательно.
На участках трассы, где предусматривается большое количество технологических разрывов, и в местах частого чередования углов поворота трассы, а также на участках с продольным уклоном рельефа местности свыше 15° укладку (монтаж) трубопровода производят методом последовательного наращивания из одиночных труб или секций (плетей) непосредственно в проектное положение трубопровода на дне траншеи.
Контроль качества изоляционного покрытия на трубопроводе проводят пооперационно на всех этапах: при хранении изоляционных материалов, при подготовке грунтовки мастики, при нанесении изоляционного покрытия (грунтовки, мастики и плёнки), а также в процессе укладки. Повреждения изоляционного покрытия трубопровода, допущенные в процессе его укладки, необходимо устранить в траншеи до засыпки.
Основными причинами образования дефектов изоляционного покрытия на трубопроводах при хранении и подготовке материалов является засорение битума и обводнение готовой мастики и её составляющих; при приготовлении грунтовки и мастики – небрежная дозировка составляющих, несоблюдение режима разогревания котла; недостаточное размешивание битума при приготовлении грунтовки; при нанесении грунтовки и битумной мастики — загустение грунтовки образование пузырьков на поверхности трубопровода, оседание пыли на поверхность труб, пропуски грунтовки и мастики на поверхности трубопровода и особенно около сварных швов, неровное нанесение мастики, охлаждение мастики и т.д.; при нанесении армирующих и обёрточных рулонных материалов – нарушение однородности покрытия, выдавливание слоя мастики, недостаточное погружение стеклохолста в мастику; при нанесении полимерных лент – сквозные отверстия в ленте, несплошной клеевой слой, неравномерность толщины ленты, нарушение температурного режима нанесения ленты, плохая очистка поверхности труб; при укладке трубопровода – нарушение технологии укладки, захват изолированных труб тросом, трение трубопровода о стенки траншеи при укладке, отсутствие подготовки дна траншеи, отсутствие подсыпки не менее 10см дна траншеи на участках с каменистыми и щебенистыми грунтами, плохое рыхление мёрзлых грунтов. Контроль осуществляется как визуально, так и с применением приборных методов контроля. Так сплошность покрытия контролируют искровым дефектоскопом типа ДИ-64, который рассчитан на контроль сплошности изоляционных покрытий толщиной до 9мм при температуре окружающего воздуха -25 -35ºC при сухой поверхности изоляции. Толщину изоляции на битумной основе замеряют без её нарушения при помощи толщиномеров (индукционных ИТ-60 или ТИ-63, магнитного МТ-57) в четырёх точках сечения трубопровода: сверху, снизу и с боков. Степень сцепления изоляции с поверхностью трубы (прилипаемость) проверяют адгезиметром. Она должна быть не менее 5кгс/см 2 . Состояние изоляционного покрытия кроме пооперационного контроля можно оценивать, используя метод катодной поляризации, т.е. используя средства ЭХЗ.
Схемы укладки выбирают в зависимости от конструктивных решений прокладки, очерёдности ввода (этапов пускового комплекса) и конкретного назначения отдельных трубопроводов.
При строительстве надземных трубопроводов сборка и сварка секций в нитку должна производиться на установленных опорах. В местах монтажа компенсаторов необходимо оставлять технологические разрывы. Сборку стыков при монтаже компенсаторов следует выполнять с применением наружных центраторов.
Изоляционно-укладочные работы в горных условиях при поперечных уклонах трассы менее 8° и на полках с достаточной шириной проезда при продольных уклонах до 10° должны выполняться теми же методами, что и в обычных условиях.
Изоляционно-укладочные работы в условиях болот следует выполнять в основном в зимнее время с использованием технологических схем, применяемых в обычных условиях.
При укладке трубопровода независимо от рельефа местности недопустимо касание стенок траншеи. Сразу же после укладки, во избежание повреждения покрытия от действий солнечной радиации, низких температур или других климатических условий, трубопровод необходимо засыпать или присыпать мягким грунтом. Для защиты противокоррозионного покрытия от механических повреждений на участках с скальным, каменистым или мёрзлым грунтом, верхнеобразующая трубопровода укрывается скальным листом и присыпается мягким или мелкозернистым грунтом.
Источник
Способы укладки изолированных труб и секций в траншею




![]()
![]()
Доставленные на трассу изолированные трубы или секции разгружают вдоль траншеи на расстоянии 1 — 1,5 м от бровки. Изолированный трубопровод в траншею можно укладывать тремя способами: 1) опуская секции или отдельные трубы со сваркой их в траншее; 2) опуская сваренные из труб или секций плети с последовательным наращиванием их в приподнятом положении или на подкладках; 3) опуская плети непрерывной ниткой с бермы траншеи.
Изолированные трубы перед укладкой в траншею укрупняют в секции с изоляцией сварных стыков. Аналогично секции укрупняют в плети или непрерывную нитку (рис 6.23, а). Трубы или секции вначале укладывают краном-трубоукладчиком на подкладки-лежки (рис. 6.23, б), а затем правят концы труб (рис. 6.23, в) и зачищают кромки (рис. 6.23, г).
Для центровки кромок соединяемых секций и фиксации требуемого зазора используют краны-трубоукладчики (рис 6.23, д), внутренние и наружные центраторы (рис 6.23, е) При сварке стыка кран-трубоукладчик поддерживает поданную секцию. Как правило, стык сваривают два сварщика (см. рис. 6.23, а), причем вначале подбирают режим и производят сварку первого (корневого) слоя (рис. 6.23, ж), а затем последующих (рис. 6.23, з, и) Первый слой заваривают на 3/4 его длины. Затем снимают центратор и переносят его для центровки следующего стыка, куда краном-трубоукладчиком подается очередная секция. Пока сварщики доваривают оставшуюся 1/4 стыка первого слоя, монтажники готовят к сварке новый стык. Последующие слои этого стыка заваривает другое звено сварщиков, состоящее тоже из двух человек (рис. 6.23, з, и), а первые два сварщика в это время переходят к новому стыку и т.д. Неповоротные стыки сваривают снизу, лежа под трубой, уложенной на лежках (рис 6.23, з) или в приямке траншеи. При этом режим сварочного тока подбирают с меньшими характеристиками, чем для поворотных стыков.
На практике применяют также поточно-расчлененный метод сварки неповоротных (потолочных) стыков, при котором звено слесарей-сборщиков подготавливает стык к сварке корневого слоя, а четыре сварщика быстро его заваривают. После этого они также быстро подваривают изнутри его нижнюю часть и видимые дефекты в остальной части окружности трубы. После внутренней подварки и зачистки сборщики, расчищающие наружный слой шлака, перемещаются с центратором на сборку следующего стыка, а сварщики накладывают остальные слои шва, включая облицовочный.
Почти также сваривают отдельные изолированные секции в плеть. Внутренняя подварка несколько сдерживает темп работ, но плеть при этом наращивается практически непрерывно. Сварку производят снизу вверх, лучше всего на токе обратной полярности, дающим большую глубину проплавления.
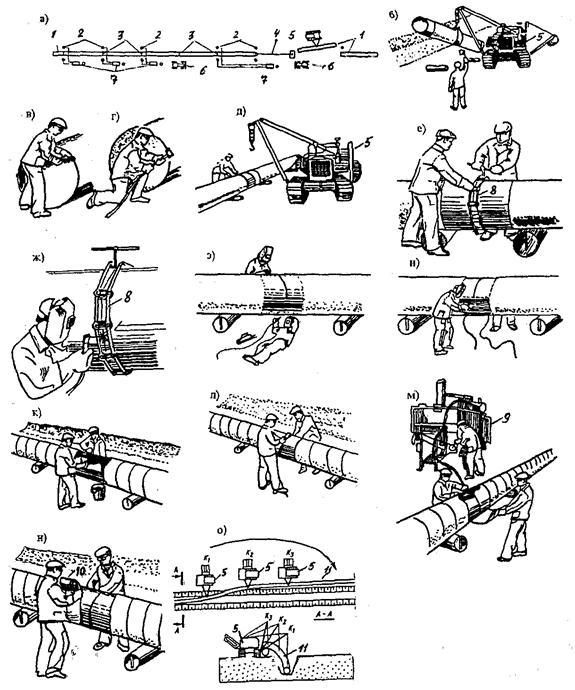
Рис. 6.23 – Сборка и сварка изолированных труб и секций в плети и укладка их в траншею: а – организация работ на трассе, б – укладка секций на подкладки, в, г – правка концов труб и зачистка кромок, д – подтаскивание секций к месту монтажа стыка, е — центрирование стыка центратором и его прихватка, ж – подбор режима сварки первого (корневого) стыка, з, и – сварка последующих слоев, к – очистка поверхности стыка, л, м — нанесение грунтовки и битумной мастики, н – обертывание стыка рулонным материалом, о – схема укладки изолированного трубопровода в траншею; 1 – трубы, 2 – рабочие места сварщиков и слесарей-сборщиков, 3 – стыки свариваемых труб, 4 – штанга с электрокабелем, 5 – кран-трубоукладчик, 6 – экскаватор, 7 – электросварочные аппараты, 8 – центратор, 9 – битумоплавильный котел, 10 – оберточный материал, 11 – сваренный трубопровод, К1, К2, К3 – краны-трубоукладчики
Стыки сварных труб или секций необходимо изолировать. Для этого вначале поверхность трубы на расстоянии 0,5 м по обе стороны от стыка очищают (см. рис. 6.23, к), а затем последовательно наносят грунтовку, мастику и рулонный оберточный материал. Грунтовку наносят на сухую поверхность сразу после очистки стыка (см. рис. 6.23, л), а мастику — в горячем виде (170 — 180 °С), поливая поверхность стыка из шланга от насоса котла и растирая снизу полотенцем (см. рис. 6.23, м)
Рулонным материалом стыки обертывают по горячему битуму с нахлесткой витков 2 — 3 см (рис. 6.25, н). Очистку, грунтовку и изоляцию зон сварных стыков трубопроводов больших диаметров (1020 -1420 мм) можно производить механизировано, применяя комплекс типа ИС, состоящий из очистной, грунтовочной и изоляционной установок, каждая из которых поддерживается и перемещается от стыка к стыку трубоукладчиком.

Отдельные трубы и секции трубопровода укладывают в траншею стреловым краном или краном-трубоукладчиком. Длинные секции или трубы опускают несколькими кранами с помощью гибких полотенец. Для изоляции стыков трубопровода в траншее используют те же приямки, что и при сварке стыков, а горячую мастику подают непосредственно к ним, что в целом усложняет производство работ и замедляет темпы прокладки трубопроводов.
Поэтому при наличии на трассе достаточного количества кранов или кранов-трубоукладчиков, а также возможностей для сварки отдельных труб и секций в плети или непрерывную нить более эффективной является укладка трубопровода плетями или непрерывной ниткой, для чего их с бермы траншеи укладывают на дно четырьмя или тремя кранами-трубоукладчиками (рис. 6.23, о), из которых трубоукладчик К1 опускает плеть на дно траншеи, высвобождает мягкий захват и переходит в новое положение перед трубоукладчиком КЗ. Затем трубоукладчик К2 опускает плеть и переходит в положение впереди К1 и т.д.
Процесс укладки сопровождается остановками, вызванными необходимостью перехода последнего трубоукладчика в голову колонны. При укладке трубопровода во избежании резких его перегибов в вертикальной и горизонтальной плоскостях краны-трубоукладчики расставляют на определенных расстояниях друг от друга в зависимости от диаметра укладываемых труб. Так, при диаметре труб до 529 мм это расстояние составляет 15 — 25 м; при диаметре 529 — 30 м; 720 мм — 35 м; 1020 мм — 30 — 45 м; 1220, 1420 мм – 30 — 40 м. Высота подъема изолированной плети или нитки над землей не должна превышать 1 м при работе тремя и более трубоукладчиками и 0,8 м при работе двумя трубоукладчиками (во время перехода одного из трубоукладчиков в новое положение трубопровод при этом опускают на землю).
Во избежание повреждения изоляции захват трубопровода, его подъем, перемещение и опускание следует производить при помощи мягких полотенец, причем плавно, без рывков и ударов трубопровода о стенки и дно траншеи. В случае повреждений изолировочного покрытия труб их нужно устранять до опускания трубопровода на дно траншеи. В траншее исправляют только те повреждения, которые произошли непосредственно при опускании трубопровода.
Особенностью сооружения магистральных трубопроводов является непрерывное линейное перемещение фронта работ, при котором основные технологические процессы неоднократно повторяются. Это такие работы: подготовка и расчистка трассы; развозка труб и укрупненных на трубосварочной базе трубных секций; их сварка в непрерывный трубопровод (нитку); отрывка траншей вдоль трубопровода; очистка, изоляция и укладка трубопровода в траншею; испытание и засыпка трубопровода
Способы изоляционно-укладочных работ и применяемые механизмы. Изоляционно-укладочные работы на трассе выполняют двумя основными способами — раздельным и совмещенным. При раздельном способе трубы или их секции вначале изолируют на стационарной базе, а затем сваривают на трассе в плети или непрерывную нитку с изоляцией стыков и последующей укладкой трубопровода в траншею. При совмещенном методе сваренный в непрерывную нитку трубопровод укладывает колонна передвигающихся вдоль траншеи машин, осуществляющих одновременную его очистку и изоляцию в полевых условиях.
Технологическая последовательность операций при раздельном методе такова: трубопровод сваривают в непрерывную нитку на берме траншеи из изолированных на базе секций труб и затем изолируют на трассе стыки между секциями; отрывают траншею, укладывают трубопровод с бермы траншеи на ее дно с помощью трубоукладчиков и мягких захватов (полотенец), так как применение троллейных подвесок может повредить изоляционное покрытие труб. Укладку трубопровода ведут способом последовательного переезда трубоукладчиков (рис. 6.24, а).
При совмещенном методе все работы по очистке, изоляции и укладке трубопровода выполняет одна комплексно-механизированная изоляционно-укладочная колонна, имеющая в своем распоряжении всю необходимую технику (рис. 6.24, б).
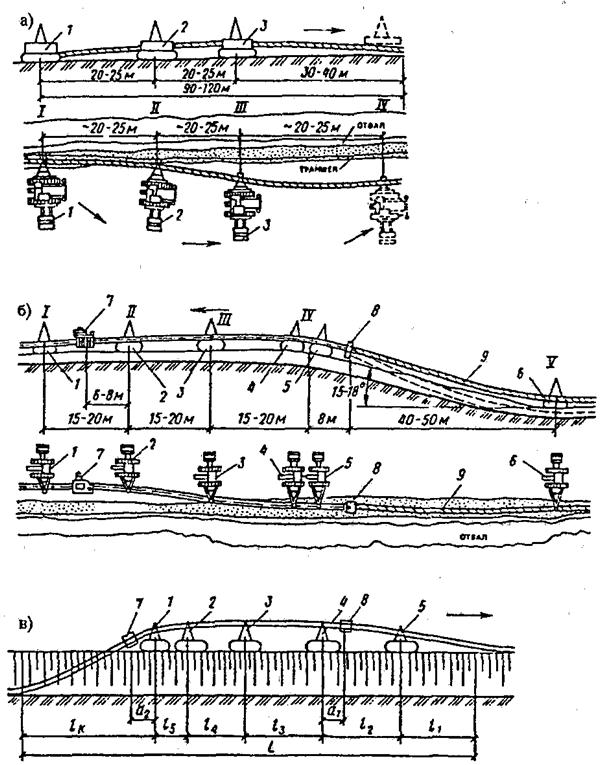
Рис. 6.24 – Методы укладки стальных трубопроводов
а, б – раздельным и совмещенным методами, в – расстановка трубоукладчиков и других механизмов изоляционно-укладочной колонны; 1 – 6 – краны-трубоукладчики, 7, 8 – очистная и изоляционная машины, 9 — изолированный трубопровод
Изоляционно-укладочные работы совмещенным методом производят с применением кранов-трубоукладчиков, которые с помощью подвижных троллейных подвесок удерживают трубопровод на нужной высоте и перемещаются вдоль трассы, сопровождая самоходные машины (см. рис. 6.24, б). Обычно в комплект машин для выполнения изоляционно-укладочных работ, кроме трубоукладчиков, входят очистные и изоляционные машины, установки для сушки трубопровода, битумозаправщики и др.
При совмещенном методе укладки магистральных трубопроводов к началу изоляционно-укладочных работ трубопровод на берме траншеи должен быть сварен в непрерывную нитку, а траншея отрыта на полный профиль. Далее на трубопроводе монтируют очистную (ОМ) и изоляционную (ИМ) машины, поднимают его трубоукладчиками, расположенными на определенном расстоянии друг от друга, и начинают движение всей колонны, производя комплексно-механизированным способом очистку, изоляцию и укладку трубопровода в траншею.
Для очистки трубопровода применяют самоходные одно-, двухроторные очистные машины, снабженные скребками и металлическими щетками типа ОМЛ и ОМ. Эти же машины наносят на очищенную поверхность грунтовочный слой, посредством второго рабочего органа — праймерного устройства. Для очистки и праймирования трубопроводов применяют следующие машины для труб диаметром 168 — 325 мм — 0МЛ-8А, 325 — 529 мм — ОМ-5221, 631 — 820 мм — ОМЛ-4, для труб диаметром 1020, 1220 и 1420 мм — соответственно ОМЛ-12, ОМ-121 и ОМ-1422.
Для изоляции очищенного трубопровода используют самоходные изоляционные машины двух типов ИМ — для изоляции битумными покрытиями с последующей обмоткой армирующими и защитными рулонными материалами (стеклохолстом, бумагой, бризолом, гидроизолом), ИЛ — для изоляции трубопровода полимерными лентами. Для изоляции труб битумом применяют следующие машины для труб диаметром 168 — 299 мм — ИМ-2А, 325 -529 мм — ИМ-521, 631 — 820 мм — ИМ-17, 1020 мм — ИМП-7М, 1020 -1220 мм -ИМ-121 и для труб диаметром 1420 мм — ИМ-1422.
Также применяются комбинированные машины, так называемые комбайны, выполняющие операции очистки и изоляции труб, что очень удобно при производстве работ.
Для изоляции труб липкими полимерными материалами применяют следующие машины для труб диаметром 351 — 720 мм — ИМ-6П, 920 -1020 мм — ИМ-19, 529 — 1020 мм — ИМ-25, 1020 мм — комбинированную машину ОИМ-1, для очистки и изоляции труб диаметром 1020 — 1420 мм — ИЛ-1422. Они движутся по трубопроводу в процессе намотки ленты со скоростью 100 — 300 м/ч. Машины типа ИЛ для изоляции полимерными лентами и ИМ-1422 имеют по четыре шпули, что позволяет наносить двухслойную изоляцию.
Технология комплексно-механизированной прокладки трубопроводов колонной машин. Для обеспечения нормальной работы очистной и изоляционной машин в процессе укладки трубопровода его поддерживают трубоукладчиками, необходимое количество и мощности которых зависят от диаметра и толщины стенок труб, рельефа трассы и характера грунтов. Обычно используют пять-шесть трубоукладчиков, а для труб особо больших диаметров (1220 — 1420 мм) шесть-восемь и даже десять трубоукладчиков.
Характерная схема организации работы изоляционно-укладочной колонны при укладке магистрального стального трубопровода совмещенным методом работ показана на рис 6.24, б. Трубоукладчики 1 и 2 с помощью троллейных подвесок поднимают трубопровод с бермы траншеи для прохождения очистной машины 7, расположенной между ними. Применение троллейных подвесок позволяет трубоукладчикам в процессе изоляционно-укладочных работ непрерывно перемещаться вдоль траншеи с постоянным подъемом трубопровода.
По мере движения трубоукладчики 1 и 2, имея различные вылеты стрелы, смещают трубопровод в сторону траншеи. Трубоукладчики 3 и 4 поддерживают трубопровод для обеспечения возможности работы изоляционной машины 8, расположенной в конце колонны. Этими же трубоукладчиками смещают опускаемый вниз трубопровод (показан пунктиром) вместе с изоляционной машиной на ось траншеи и, таким образом, изоляцию трубопровода производят непосредственно над траншеей.
Главной особенностью совмещенного метода выполнения изоляционно-укладочных работ механизированной колонной является необходимость непрерывного удержания приподнятого участка трубопровода группой трубоукладчиков (см. рис. 6.24, б), как при перемещении вдоль трассы, так и при многочисленных технологических остановках в течение смены. При определении оптимальных интервалов между трубоукладчиками помимо устойчивости последних и прочности трубопровода учитывают также условия, обеспечивающие качественное выполнение очистных и изоляционных работ, а именно, необходимость подъема трубопровода на требуемую технологическую высоту в зоне прохождения очистной и изоляционной машин, скорость затвердения битумной мастики и др.
Необходимые расстояния между трубоукладчиками в зависимости от диаметров трубопровода при совмещенном методе изоляционно-укладочных работ, а также расстояния от очистной и изоляционной машин до трубоукладчиков приведены в приложении 3, составленной применительно к общей схеме расстановки машин при укладке стальных магистральных водоводов, рассмотренной на рис 6.24, в.
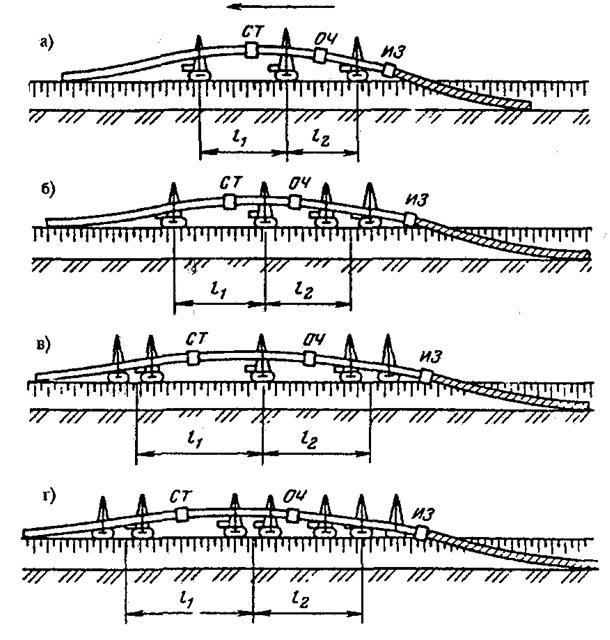
Рис. 6.25 – Схемы расположения трубоукладчиков и машин в изоляционно-укладочной колонне при совмещенном способе производства работ для трубопроводов различных диаметров
а – 529 – 820 мм, б – 1020 мм, в – 1220 мм, г – 1420 мм
ОЧ – очистная машина, ИЗ – изоляционная машина, СТ – сушильная установка, l1, l2 – расстояние между трубоукладчиками и группами трубоукладчиков
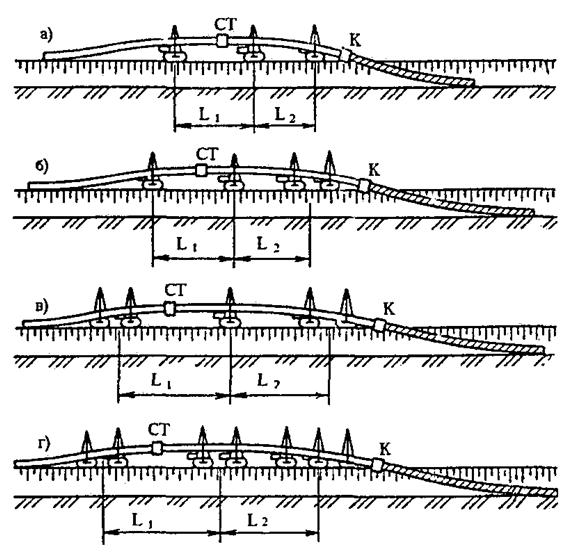
Рис. 6.26 – Схемы расположения трубоукладчиков и машин в изоляционно-укладочной колонне при совмещенном способе производства работ для трубопроводов различных диаметров при использовании комбайнов
а – 529 — 820 мм, б – 1020 мм, в – 1220 мм, г – 1420 мм
СТ – сушильная установка, К – комбайн для очистки и изоляции трубопровода, l1, l2 – расстояние между трубоукладчиками и группами трубоукладчиков
Количество кранов-трубоукладчиков в изоляционно-укладочной колонне зависит от способа прокладки трубопровода и его диаметра. На рис. 6.25 представлены рекомендуемые схемы расположения кранов-трубоукладчиков и сопутствующих машин в колонне для различных диаметров трубопроводов при их прокладке совмещенным методом, а на рис. 6.26 — то же при использовании комбайнов для очистки и изоляции трубопровода. Примерные расстояния между кранами-трубоукладчиками или их группами при этом даны в приложении 3.
При раздельном методе прокладки трубопровода рекомендуются другие схемы (рис. 6.27), а расстояния между кранами-трубоукладчиками при этом даны в приложении 3.
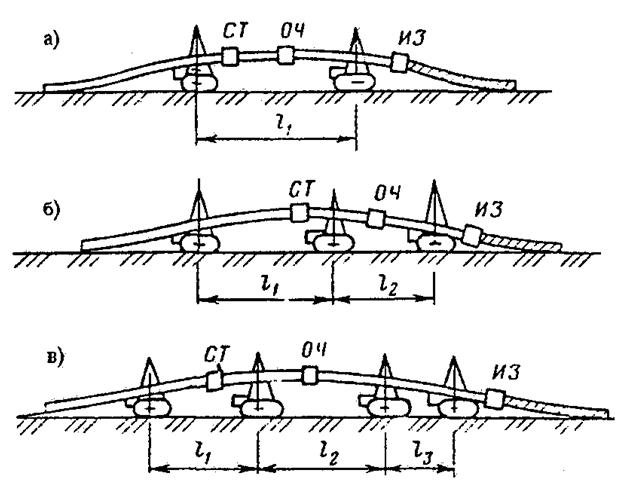
Рис. 6.27 – Схемы расположения трубоукладчиков и машин в изоляционно-укладочной колонне для трубопроводов различных диаметров при раздельном методе работ
а – 529 мм, б – 720 – 1020 мм, в – 1220 — 1420 мм
СТ – сушильная установка, ИЗ – изоляционная машина, ОЧ – очистная машина, l1, l2 , l3 – расстояние между трубоукладчиками
Как видно из этих схем, при раздельном методе прокладки трубопровода требуется меньшее количество кранов-трубоукладчиков. Например, если при совмещенном методе для прокладки трубопровода диаметром 1420 мм требуется 7 кранов-трубоукладчиков, то при раздельном методе всего 4.
Представляет также интерес так называемый «бесподъемный» способ укладки изолированного трубопровода на дно траншеи, образующегося как при раздельном способе прокладки стальных трубопроводов, так и при сварке трубопровода на трассе из труб с заводской изоляцией. В последнем случае после антикоррозионной изоляции сварных стыков также получают расположенную на берме траншеи готовую нитку трубопровода, которую требуется уложить на дно траншеи.
При этом способе траншея со стороны трубопровода, лежащего вдоль нее на берме, может быть выполнена с откосом 35 — 45° для предотвращения обрушения стенки траншеи, особенно если она проложена в малоустойчивых грунтах. Далее с помощью бульдозера, отвал которого облицован амортизирующим материалом, чтобы не повредить изоляцию трубопровода, начинают последовательно сдвигать его конец на ось траншеи.
Первую сдвижку трубопровода производят усилием бульдозера на расстоянии 33 — 46 м от начала нитки трубопровода, вследствие чего конец трубопровода зависает в траншее и фиксируется между ее стенками. Вторую сдвижку трубопровода делают на расстоянии 46 — 58 м от начала нитки, вследствие чего конец трубопровода длиной 200 — 250 м и массой до 120 т (при диаметре 1420 мм) зависает в траншее, изгибаясь под собственным весом в вертикальной плоскости. В то же время трубопровод под воздействием внешней сдвигающей силы от бульдозера изогнут в горизонтальной плоскости. Поэтому трубопровод, находясь в напряженном состоянии, начинает самопроизвольно укладываться в траншею за счет потенциальной энергии изгиба, переходящей в кинетическую. Процесс укладки трубопровода на дно траншеи происходит быстро без его перекатывания и закручивания.
Особенности изоляции трубопроводов полимерными лентами. Перед началом работ изоляционная машина должна быть заземлена, а также оборудована устройством для снятия статического электричества с поверхности ленты. Изоляционные ленты следует наматывать на трубопровод по свеженанесенной (невысохшей) грунтовке при температуре окружающего воздуха не ниже -40 °С. При температуре воздуха ниже +10 °С рулоны ленты и обертки перед нанесением необходимо выдержать не менее 48 ч в теплом помещении при температуре не ниже +15 °С (но не выше +45 °С). При температуре воздуха ниже +3 °С поверхность изолируемого трубопровода надо подогревать до температуры не ниже +15 °С (но не выше +50 °С). Изоляционные и оберточные ленты наносят без перекосов, морщин, гофр, отвисаний с величиной нахлеста: для однослойного покрытия — не менее 3 см, для двухслойного — на 50 % ширины ленты плюс 3 см.
Важным условием, обеспечивающим плотное прилегание ленты по всей защищаемой поверхности и создающим герметичность в нахлесте, является постоянное натяжение ленты со следующими усилиями:
Температура воздуха, °С +40 +20 -30
Натяжение, кгс на 1 см ширины 1,0 — 1,5 1,5 — 2,0 2,0 — 3,0
При установке на шпулю машины нового рулона ленты конец нанесенного полотнища нужно приподнять на 10 — 15 см и под него подложить начало разматываемого рулона. Эти концы разглаживают на изолируемой поверхности и затем прижимают рукой до нахлеста их последующим, витком ленты. При изоляции трубопроводов импортными лентами у сварных швов допускается, как исключение, наличие узкой (1,0 — 1,5 мм) полосы с неплотным прилеганием изоляционной ленты; эти неплотности при засыпке трубопровода должны исчезнуть.
Источник



