
- Pereosnastka.ru
- Обработка дерева и металла
- Пружины винтовые обработанные горячим способом это
- Витые пружины сжатия: особенности конструкции и эксплуатации
- Требования к пружинам
- Требования к материалу
- Особенности технологии
- Технология холодной навивки пружин без закалки
- Технология холодной навивки пружин с закалкой и отпуском
- Технология горячей навивки пружин с закалкой и отпуском
- Используемое оборудование и оснастка
Pereosnastka.ru
Обработка дерева и металла
Горячая навивка применяется при изготовлении крупных винтовых пружин, после навивки подвергаемых полной термической обработке, т. е. закалке и отпуску.
В технологический процесс горячей навивки пружин входят следующие операции:
1) отрезка заготовки требуемой длины;
2) нагрев заготовки;
3) оттяжка или вальцовка концов заготовки;
4) нагрев заготовки;
5) навивка пружины;
6) обрубка концов пружины;
7) разводка и правка пружины;
8) заточка и шлифование торцов пружины;
9) термическая обработка пружины;
10) испытание пружин и проверка размеров.
Отрезка пружинных заготовок
При изготовлении пружин с кольцами (пружины, работающие на растяжение, скручивание и т. п.) к полученной по вышеприведенной формуле величине прибавляют длину колец и концов и другие размеры по- чертежу.
Для пружин, работающих на сжатие, изготовляемых из материалов диаметром 12 мм и более, вычисленная длина заготовки укорачивается в целях экономии материала за счет оттяжки концов, которым обычно придается прямоугольная (по сечению) или клиновидная (по длине) форма.
Для пружин в индивидуальном производстве заготовки режут вручную, а в серийном и массовом производстве — на эксцентриковых прессах или ножницах; при этом для повышения производительности позади ножа устанавливают упоры для получения требуемой длины заготовки. В этом случае материал (пруток, полоса) просовывают между ножами до упора и затем нарезают на куски необходимой длины. При отсутствии упоров требуемую длину заготовки устанавливают разметкой.
Нагрев пружинных заготовок
Заготовки для оттяжки концов нагревают до 950—1150 °С в небольших отжигательных печах, работающих на нефти, на небольшом расстоянии отстоящих от молотов или от эксцентриковых вальцов.
Производить нагрев заготовок для оттяжки концов выше 1150 °С или ниже 700—750 °С не рекомендуется, так как это приведет к браку пружин: в первом случае из-за перегрева металла, во втором — из-за недогрева и образования трещин на оттянутых концах вследствие хрупкости стали.
Оттяжка концов заготовок
Для оттяжки концов заготовок применяются молоты с пневматическим или электрическим приводом, а также эксцентриковые вальцы, причем последние могут быть гладкими или с ручьями, по форме соответствующими профилю протягиваемого материала.
Оттянутые концы заготовки могут иметь различную форму поперечного сечения, однако надо учитывать, что они должны обеспечить параллельность торцовых плоскостей крайних витков пружины. Отсюда вытекают определенные требования к оттянутым концам заготовок навиваемых пружин.
Параллельность торцовых плоскостей крайних витков пружины после навивки нарушается в результате деформации оттянутых концов заготовки, происходящей в процессе навивки за счет сужения сечения от растяжения внешних волокон витка или расширения сечения от сжатия внутренних волокон витка, лежащих у оправки.
При прямоугольном поперечном сечении оттянутых концов заготовки эти сечения в результате деформации после навивки принимают трапецеидальную форму, вследствие чего пружина, снятая с оправки, не имеет точных торцовых плоскостей и неплотно прилегает к горизонтальной плоскости.
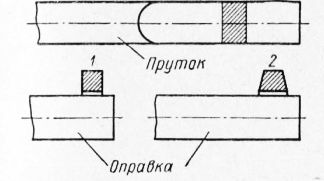
Рис. 1. Форма оттянутого конца прутка:
1 — поперечное сечение прутка до навивки пружины: 2 — поперечное сечение прутка после навивки пружины
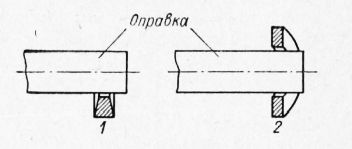
Рис. 2. Оттянутый конец прутка пружины.
Восстановление перпендикулярности оси пружины к своему основанию может быть достигнуто дополнительной заточкой торцовых плоскостей крайних витков пружины.
Трапецеидальное поперечное сечение оттянутых концов заготовок обеспечивает более точные торцовые плоскости крайних витков пружины, так как в результате деформации эта форма сечения после навивки пружины переходит в прямоугольную форму оттянутого конца заготовки при условии закрепления во время начала навивки узкой стороной трапеции на оправке.
Трапецеидальная форма поперечного сечения оттянутых концов заготовок облегчает также последующее затачивание торцов крайних витков пружины. Весьма важно взаимное расположение поперечных сечений оттянутых концов заготовок. При навивке пружины на оправку заготовка постепенно поворачивается вокруг своей оси на некоторый угол, вследствие чего второй оттянутый конец заготовки ложится на оправку широкой гранью и нарушает правильное расположение последнего торцового витка.
Расположение поперечных сечений оттянутых концов заготовок должно быть таким, чтобы после навивки обеспечивать правильное прилегание опорных концов пружины. Взаимное расположение оттянутых концов заготовки лучше всего устанавливается экспериментальным путем при навивке опытных образцов.
Существенное значение при горячей навивке пружин имеет также внешняя форма оттянутого конца заготовки. Наиболее рациональная форма оттянутого конца заготовки (ее крайний виток не выходит за наружный диаметр пружины) показана на рис. 4. Наоборот, оттянутый конец заготовки по форме, показанной на рис. 3, будет выходить за наружный диаметр пружины, что вызывает необходимость в дополнительной заточке на наждачном камне.
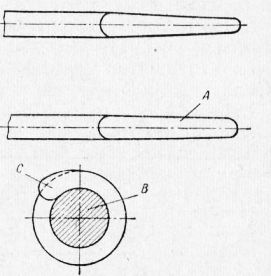
Рис. 3. Положение оттянутого конца навитой пружины
Рис. 4. Положение оттянутого конца навитой пружины:
А — форма оттянутого конца прутка до навивки; В — оправка; С — положение оттянутого конца пружины
Нагрев заготовки перед навивкой пружины
Горячая навивка пружин производится после оттяжки концов, причем заготовки подвергаются предварительному нагреву. Нагрев должен быть осуществлен в наиболее короткий промежуток времени, при котором обеспечивается полный и равномерный прогрев заготовок по всему сечению и по всей длине, а также гарантируется отсутствие значительного окисления и обезуглероживания поверхностного слоя металла.
Прутки перед горячей навивкой пружин можно нагревать в длинных муфельных или пламенных печах или контактным нагревом прутков электрическим током методом сопротивления.
Температура нагрева заготовок 800—1000 °С перед навивкой выбирается в зависимости от химического состава стали и установленного технологического процесса для того или иного вида пружин. Время нагрева заготовок зависит от их размеров и обычно при нагреве в пламенных или муфельных печах составляет от 12 до 40 мин.
При нагреве заготовок в муфельных или в пламенных печах необходимо полное обеспечение равномерности температуры нагрева во всем рабочем пространстве печи, так как в противном случае по всей длине и сечению заготовок будут получаться пружины с различными диаметрами витков (брак).
Печи для нагрева должны располагаться на таком расстоянии от навивальных станков, чтобы были обеспечены быстрое и легкое обслуживание станков при навивке пружины и удобная и быстрая подноска нагретых заготовок к навивальному станку с тем, чтобы нагретые заготовки не успевали остывать. Практически печи устанавливаются на расстоянии 0,5—2,0 м от навивальных станков.
Хорошим способом нагрева прутков для навивки пружин является контактный нагрев электрическим током методом сопротивления. Для нагрева прутков 0 10—40 мм и длиной 4—6 м сконструированы специальные аппараты, в которых автоматизированы включение тока при нагреве прутка до заданной температуры и выбрасывание его на приемный стол.
Установки контактного нагрева прутков электрическим током методом сопротивления работают при малых напряжениях порядка 7—25 в и больших силах тока 6000—8000 а. Время нагрева прутков при этом способе весьма незначительно и продолжается всего лишь несколько минут (в зависимости от диаметра и длины прутков).
Навивка крупных винтовых пружин
Крупные винтовые пружины могут быть изготовлены на обычном мощном токарно-винторезном станке. Нагретые прутки навиваются на гладкие цилиндрические стержни, называемые оправками. Одним концом оправки зажимаются в патроне передней бабки станка, другим — упираются в центр задней бабки станка. На продольном суппорте станка устанавливается специальное приспособление, служащее для направления прутка при навивке его на оправку. Нагретый пруток пропускается через направляющее приспособление продольного суппорта станка и одним концом укрепляется на оправке. Диаметр оправки обычно определяется опытным путем и должен быть несколько больше внутреннего диаметра пружины, так как при последующей термической обработке пружина уменьшается по внутреннему диаметру.
Навивка пружин на шаг осуществляется при помощи гитары и ходового винта станка, с которым соединяется продольный суппорт станка. Пружина обычно навивается больше свободной высоты, чем это требуется по техническим условиям, так как при дальнейших испытаниях она укорачивается. Поэтому шаг при навивке выбирается несколько большим заданного условия.
При навивке правой спирали пружины пруток закрепляется на оправке у задней бабки станка. При навивке левой спирали пружины пруток закрепляется на оправке у патрона передней бабки станка или снизу оправки у задней бабки станка; при этом вращение станка изменяется на обратное.
Во время навивки пружин необходимо наблюдать за работой направляющего механизма продольного суппорта станка для обеспечения правильного выхода второго конца прутка на оправку.
При неправильном выходе на оправку, например, вследствие небольшого искривления, конец прутка должен быть быстро выправлен крючком.
После навивки пружина должна быть быстро снята с оправки, так как при остывании последняя зажмет оправку и снять ее будет трудно. Для того чтобы можно было быстро снять пружину с оправки, заднюю бабку станка делают откидной.
Производительность навивки пружин на токарно-винторезных станках невелика и целесообразна только в индивидуальном производстве.
При массовом изготовлении крупных пружин рациональнее применять специальные пружинонавивальные станки, которые дают возможность навивать пружины любого шага, автоматически получают крайние прижатые витки пружины, изменяют направление вращения и число оборотов шпинделя, обладают большой производительностью и снабжены специальными приспособлениями для снятия пружин с оправки после навивки.
Источник
Пружины винтовые обработанные горячим способом это
Технология изготовления пружин играет важную роль и имеет большое значение для их беспроблемной долгосрочной эксплуатации. Упругие элементы – это высокотехнологичные изделия, требующие наличия квалификации и опыта от инженеров-конструкторов и технологов, а также хорошего парка оборудования на предприятии-производителе.
От того, насколько правильными были расчеты пружины, подбор материала с учетом требуемых характеристик и особенностей ее применения, а также используемые технологии и точность изготовления, зависит работа целого агрегата, где эта деталь будет комплектующей.

Витые пружины сжатия: особенности конструкции и эксплуатации
Данный тип пружин в процессе эксплуатации воспринимает нагрузки, прилагаемые в продольно-осевом направлении. Пружины сжатия изначально имеют просветы между витками, приложение внешней силы приводит к деформации, характеризующейся уменьшением длины изделия, и ограничивается тем моментом, когда витки соприкасаются. При отмене воздействия пружина должна восстановить свою форму и геометрические размеры, какими они были до приложения нагрузки.
Основными размерами, определяющими вид отдельной детали, являются:
- — Диаметр проволоки (прутков).
- — Количество витков.
- — Шаг навивки.
- — Диаметр изделия.
Наиболее распространенными являются цилиндрические винтовые пружины сжатия, у которых диаметр изделия одинаков по всей длине. Эти детали широко используются в разных отраслях промышленности: приборо- и машиностроении, горношахтной отрасли, газонефтедобыче, других.
Вообще же пружины сжатия могут иметь не только цилиндрическую форму, но и конусную, бочкообразную, более сложную. Шаг витков может быть постоянный и переменный, а навивка – по или против направления движения часовой стрелки.
Это вносит особенности в общепринятую технологию их изготовления.

Требования к пружинам
Чтобы выполнять свою работу эффективно и правильно, эти элементы должны обладать хорошей прочностью, пластичностью, упругостью, выносливостью и релаксационной стойкостью.
Достижение этих качеств возможно при соблюдении многих факторов, в том числе:
- — Правильном выборе материала.
- — Грамотно проведенных расчетах.
- — Соблюдении технологии изготовления.
Качественные пружины должны соответствовать требованиям ГОСТ и техническому заданию конкретного заказчика.
Согласно стандарту предусмотрены три группы точности по контролируемым деформациям:
- — С допускаемым отклонениями до 5% (+/-).
- — До 10%.
- — До 20%.
В соответствии с этим определены три группы точности по геометрическим параметрам.
Важное требование к этим деталям – чистота поверхности, здесь не допускаются царапины и другие дефекты, так как они приводят к снижению прочности и надежности.

Требования к материалу
Пружины для работы в определенных условиях выбираются по типоразмерам с учетом характера и величины нагрузок, характерных для условий эксплуатации. Надежность работы этих деталей определяется многими факторами, в том числе – качеством и структурным состоянием металла/сплава после термической обработки, наличием остаточных внутренних напряжений. Кроме того, важно металлургическое качество стали/ сплава. Так что долговечная беспроблемная эксплуатация начинается с выбора материала с определенным комплексом свойств.
Винтовые пружины сжатия в зависимости от размеров, выполняемой работы и других факторов изготавливаются из различных сталей/сплавов, в том числе из конструкционных рессорно-пружинных, нержавеющих, других.
Наиболее широко используемыми материалами можно назвать сталь 60С2А ГОСТ 14959-79, а также 50ХФА, 51ХФА, 60С2ХФА и аналогичные сплавы. Из нержавеющих самое широкое применение находит сталь 12Х18Н10Т.


Особенности технологии
В зависимости от предусмотренного назначения таких деталей и их спецификации уместно говорить об особенностях технологии их производства. Изготовление изделий из материалов, имеющих круглое сечение, может быть выполнено путем холодной или горячей навивки. Первым способом обычно изготавливают мелкие/средние пружины (из проволоки до 8 мм в диаметре), а вторым – крупные.
Кроме того, различие обуславливается применение различных видов термической обработки, что связано с необходимостью придать изделиям определенные характеристики.

Технология холодной навивки пружин без закалки
Навивка заготовок выполняется из проволоки, которая производителем заранее была подвергнута патентированию. Этот процесс представляет собой нагрев до температуры, превышающей интервал превращений, что отлично подготавливает материал для последующей холодной пластической деформации.
В сформированных навивкой заготовках обеспечиваются соответствие таких обязательных параметров, как:
- Диаметр (этот параметр может быть внутренним, средним или наружным).
- Количество предусмотренных витков (рабочих и общих).
- Шаг и размер по высоте изготавливаемой детали (учитываются изменения, возможные в результате последующей обработки).
- Правильность выполнения поджатия крайних витков.
Следующий этап – механическая отделка (торцевание), в процессе которой концевые витки (нерабочие) обрабатываются до образования поверхности, перпендикулярной оси. После этого производится термическая обработка – в данном случае – только низкотемпературный отпуск. Это придает постоянные упругие свойства и нивелирует созданные при навивке напряжения. Важный технологический момент – правильно определить температуру и время воздействия, ориентируясь на диаметр выбранного материала и требования стандартов. Термообработанные пружины подвергаются контролю и испытаниям на соответствие параметров требованиям чертежей.
Если по требованиям эксплуатации предусмотрено антикоррозионное покрытие, его нанесение становится последним этапом производства таких деталей. Только в том случае, если применялась гальваника, детали прогреваются для обезводороживания.

Технология холодной навивки пружин с закалкой и отпуском
Отличие данной технологии от описанной ранее начинается только на этапе термической обработки. Предыдущие действия: навивка и необходимая механическая обработка, выполняются точно так же.
Первым этапом термической обработки выполняется закалка: нагрев до определенной температуры (в зависимости от используемого материала), выдержка детали в течении указанного времени и принудительное (быстрое) охлаждение специальной среде, в основном в масле (иногда в воде, солевом растворе, других). Важно: для нагрева пружин под закалку их располагают горизонтально во избежание просадки под собственным весом.
Завершается термообработка отпуском – прогревом до сравнительно небольшой температуры и выдержкой строго определенное время для придания необходимых качеств.
После этого производится контроль таких параметров, как твердость, правильность сжатия/восстановления. Если предусмотрено технологией изготовления конкретной детали – применяется очистка пескоструем, упрочнение дробью, нанесение предотвращающего коррозию защитного покрытия.

Технология горячей навивки пружин с закалкой и отпуском
Горячая навивка подразумевает предварительный прогрев материала в электрической или газовой печи (возможный вариант – применение токов высокой частоты).
Подготовленная таким образом заготовка подвергается навивке согласно требованиям техзадания, разводке, а также торцовке и доводке геометрических значений с помощью инструментов. После этого деталь подается на закалку, параметры которой определяются используемым материалом, а потом – на отпуск.
По окончании термообработки производится контроль параметров и, если это необходимо, обжатие, заневоливание, другие дополнительные операции и обработка поверхности. Завершается процесс производства окрашиванием и сушкой.

Используемое оборудование и оснастка
Для изготовления пружин требуется различное оборудование, которое лучше всего соответствует требованиям каждого шага технологического процесса.
Навивка осуществляется или на специальных пружинонавивочных станках, или на переоборудованном для этих целей токарном оборудовании. Возможно также использование ручной оснастки или специализированных полуавтоматов. Дальнейшая обработка – механическая – осуществляется торцешлифовальными станками, а термическая – в закалочных и отпускных печах. Важно: для предотвращения коробления при термообработке используются специальные оправки. Для деталей небольшого размера они применяются при отпуске, а большие проходят закалку на оправке.
Контроль качества также проводится на специальном, предназначенном именно для этого процесса оборудовании.
Источник



