
- Задачи к экзаменационным билетам по МДК-02-01 «Оборудование, техника и технология электросварки»
- Движение электрода при сварке: способы ведения электрода, выбор оптимального угла наклона электрода
- Способы ведения электрода
- Угол наклона электрода
- Углом вперёд
- Углом назад
- Под прямым углом (90 градусов)
- Расстояние между электродом и свариваемой деталью
Задачи к экзаменационным билетам по МДК-02-01 «Оборудование, техника и технология электросварки»
Вопросы для экзамена по МДК-02-01 «Оборудование, техника и технология электросварки»
1. Общая классификация и сущность видов сварки. Преимущества и недостатки сварки перед другими способами соединения деталей.
2. Виды сварки давлением. Краткая характеристика.
3. Виды сварки плавлением. Краткая характеристика.
4. Характеристика углового шва. Технология выполнения углового шва дуговой сваркой.
5. Сварочная дуга: определение, физическая сущность, строение. Условия устойчивого горения.
6. Электроды: классификация, маркировка, требования к хранению.
7. Структура условного обозначения электродов.
8. Флюсы: назначение, классификация, применение.
9. Защитные газы: назначение, классификация, свойства.
10. Виды покрытий электродов. Состав покрытий, преимущества и недостатки.
11. Сварочная проволока: назначение, химический состав, маркировка.
12. Порошковая проволока. Назначение, классификация, маркировка, основные требования, предъявляемые к ним
13. Длина сварочной дуги, влияние длины сварочной дуги на производительность и качество шва.
14. Металлургические процессы при сварке плавлением.
15. Оборудование и классификация сварочного поста электросварщика: определение, виды, характеристика.
16. Требования к источникам питания сварочной дуги.
17. Источники питания сварочной дуги: классификация, преимущества и недостатки.
18. Устройство сварочного трансформатора. Регулирование силы сварочного тока. Виды сварочных трансформаторов.
19. Устройство сварочного выпрямителя. Регулирование силы сварочного тока. Виды сварочных выпрямителей.
20. Устройство сварочных преобразователей. Регулирование силы сварочного тока. Виды преобразователей.
21. Балластный реостат: назначение, устройство, принцип работы.
22. Характеристика специализированных источников питания дуги, вспомогательных устройств.
23. Электрододержатели: назначение, классификация, требования.
24. Сварочные кабели: типы, требования, правила выбора.
25. Основные дефекты сварных швов. Причины их возникновения.
26. Дефекты сварных швов. Методы их устранения.
27. Дефекты сварных швов: классификация, характеристика дефектов.
28. Контроль качества сварных швов. Назначение, виды, краткая характеристика контроля.
29. Контроль качества сварных швов внешним осмотром.
30. Защита от поражения электрическим током. Заземление. Предотвращение ожогов и отравлений вредными газами и пылью.
31. Требования техники безопасности к принадлежностям и инструментам сварщика.
32. Правила техники безопасности при выполнении электросварочных работ.
33. Защита органов зрения и дыхания при сварочных работах.
34. Техника и технология выполнения сварных швов: зажигание сварочной дуги, положение электрода, колебательные движения электродом. Окончание шва.
35. Причины поражения электрическим током. Опасный ток и опасное напряжение.
36. Режимы ручной дуговой сварки в нижнем положении.
37. Режимы дуговой сварки: назначение, сущность принцип выбора основных и дополнительных показателей.
38. Параметры режима ручной дуговой сварки неплавящимися электродами. Влияние режима сварки на форму и размеры шва.
39. Параметры режима ручной дуговой сварки плавящимися электродами. Влияние режима сварки на форму и размеры шва.
40. Технология выполнения швов различной протяжённости.
41. Колебательные движения электродов: назначение, разновидности.
42. Режимы дуговой сварки: назначение, сущность, принцип выбора основных и дополнительных показателей.
43. Техника и технология выполнения швов в горизонтальном, вертикальном и потолочном положении
44. Подготовка металла под сварку. Характеристика всех видов операций.
45. Характеристика стыкового шва. Технология выполнения стыкового шва дуговой сваркой.
46. Виды деформаций в сварных изделиях. Основные методы борьбы со сварочными напряжениями и деформациями.
47. Деформации и напряжения при сварке. Силы деформации и напряжения. Виды деформаций в сварных изделиях и их причины.
48. Способы высокопроизводительной, ручной дуговой сварки: сварка сдвоенным электродом или пучком электродов.
49. Способы высокопроизводительной, ручной дуговой сварки: Сварка с глубоким проплавлением. Сварка трехфазной дугой. Сущность.
50. Способы высокопроизводительной, ручной дуговой сварки: Сварка лежачим и наклонным электродом.
51. Ожоги, ушибы, порезы. Причины и предупреждение.
52. Требования правил техники безопасности к рабочему месту электрогазосварщика.
53. Обязанности сварщика перед началом работы.
54. Профессиональные требования к электрогазосварщику.
55. Способы заполнения сварочного шва по сечению.
56. Защита от поражения электрическим током.
57. Оказание помощи пострадавшему от электрического тока.
58. Правила техники безопасности при выполнении сварочных работ на временных рабочих местах.
59. Правила техники безопасности при выполнении дуговой сварки.
60. Спецодежда и принадлежности электросварщика. Требования к спецодежде и принадлежностям.
Задачи к экзаменационным билетам по МДК-02-01 «Оборудование, техника и технология электросварки»
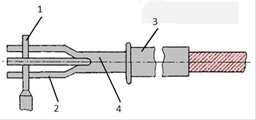
1. Задача. Произведите сравнительный анализ конструкции и функциональных
Возможностей электрододержателей, изображённых на рисунках.

2. Задача. Подберите основные параметры режима сварки для металла толщиной 8мм. Сварка в нижнем положении.
3. Задача. Проведите сравнительный анализ технологических особенностей способов ведения электрода.

4. Задача. Сделайте сравнительный анализ технологических особенностей
электродов марок УОНИ- 13/55 и УОНИ-13/НЖ.
5. Задача. При работе тиристорного выпрямителя не обеспечиваются параметры
падающих внешних характеристик. Предложите способы ликвидации
6. Задача. Сделайте сравнительный анализ способов регулирования силы
сварочного тока в источниках питания, электрические схемы которых
представлены на рисунках.
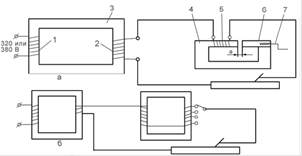
7. Задача. Сделайте сравнительный анализ электрических схем, представленных на рисунках.


8. Задача. Спрогнозируйте последствия в случае замыкания одной из катушек поз.5 трансформатора.

9. Задача. Сварочный выпрямитель даёт пониженное напряжение холостого хода. Сварочный ток снизился почти вдвое. Укажите причины возникновения данной ситуации и методы её устранения.
10. Задача. В процессе сварки слышен повышенный шум из силового
трансформатора. Возросло напряжение холостого хода. Укажите
причины возникновения данной ситуации и методы ее устранения.
11. Задача. Выполните сравнительный анализ конструктивных и технологических
особенностей двух источников питания сварочной дуги, представленных на


12. Задача. Спрогнозируйте последствия, которые могут возникнуть в случае
неисправности в устройстве поз.2.

13. Задача. В процессе сварки произошёл непровар корня шва. Предложите перечень
мер, позволяющих избежать возникновения данного дефекта.
14. Задача. Объяснить причину прилипания электрода к металлу при зажигании дуги. Какими должны быть в этом случае действия сварщика?
15. Задача. Написать формулу, по которой определяется сила сварочного тока. Дать пояснение символам формулы.
16. Задача. Подобрать основные параметры сварки для металла толщиной 6 мм. Сварка в нижнем положении.
17. Задача. Прочитать условное обозначение электрода:
Э46 – АНО – 4 – 3,0 – УД ГОСТ 9467-75, ГОСТ 9466-75
18. Задача. Определить силу сварочного тока и длину дуги, если толщина металла 22 мм.
19. Задача. Определить силу сварочного тока и длину дуги, если S = 8 мм, V-образный скос кромок, сварка в потолочном положении.
20. Задача. Определить силу сварочного тока и длину дуги, если диаметр электрода 5 мм.
21. Задача. Определить силу сварочного тока и длину дуги, если толщина металла 10 мм. Сварка в вертикальном положении.
22. Задача. Прочитать условное обозначение электрода:
Э50А – ЦУ – 7-5,0-УД ГОСТ5467-75, ГОСТ9466-75
23. Задача. Определить силу сварочного тока и длину дуги, если диаметр электрода 2 мм.
24. Задача. Определить силу сварочного тока и длину дуги, если толщина металла 1 см, сварка в горизонтальном положении.
25. Задача. Назвать и схематично изобразить способ сварки листового материала длиной 1300 мм.
26. Задача. Объяснить назначение покрытия на плавящихся электродах.
27. Задача. Определить основное время сварки, расход электродов и длину швов по чертежу при сварке конструкции. Дано: сила сварочного тока Iсв = 150 А; площадь сечения F = 30 мм 2 ; коэффициент наплавки 8,0 г/А•ч; удельная плотность металла 7,8 г/см3.
28. Задача. Определите основное время сварки, если площадь сечения шва 0,3 см 2 , длина шва 100 см, сила сварочного тока 140 А, удельная плотность металла 7,8 г/см3. Коэффициент наплавки 7,8 г/А•ч.
29. Задача. Определить основное время сварки t0 и расход электродов Q, если толщина свариваемых деталей S = 8 мм; коэффициент наплавки 7,8 г/А•ч; площадь сечения F = 35 мм 2 ; удельная плотность металла 7,8 г/см3; длина шва ℓ = 800 мм.
30. Задача. Определить силу сварочного тока Iсв и длину дуги Lд, если толщина металла S = 8 мм, V-образный скос кромок. Сварка в потолочном положении.
Источник
Движение электрода при сварке: способы ведения электрода, выбор оптимального угла наклона электрода
Зажжение дуги можно осуществить двумя способами:
- Электродом прикасаются к соединяемому металлу, а затем удерживают его на дистанции 3-4 мм, поддерживая состояние дуги. Время соприкосновения должно быть очень коротким, в противном случае, электрод приварится к детали;
- Как и при зажжении спички, электрод быстрым боковым движением (примерно под углом 15 градусов) соприкасается с заготовкой, а далее удерживается на расстоянии 2-3 мм.
Чтобы получить сварочный шов высокого качества, рекомендуется проводить работу короткой дугой.
Если подносить электрод под углом 90 градусов к месту соединения, тогда, расплавляясь, он хорошо растекается и равномерно заполняет всю сварочную ванну.
Необходимо соблюдать оптимальный угол наклона электрода. Если варить с очень острым углом, то не удастся прогреть основной металл. В этом случае шов получится малой ширины, но высокий. Края будут непроваренными, что снизит прочность полученной конструкции.
Чтобы достичь высокой прочности соединения, необходимо проводить всю сварку с одной скоростью и поддерживать одинаковый угол наклона. Тогда присадочный материал равномерно заполнит все необходимые пустоты, что обеспечит высокое качество шва.
Однако бывают случаи, когда изменение наклона необходимо. Примером может быть сварка труб.
В процессе сварки не нужно сильно напрягаться, не стоит сильно сжимать ручку держателя, движения должны быть свободными.
В финале работы для предотвращения образования кратера нужно приподнять конец электрода.
Способы ведения электрода
Недочёты, возникшие от удержания неправильного угла наклона, можно исправить, если в точности соблюдать технику ведения сварки. Существует три основных способа ведения электрода при сварке:
- По ломаной зигзагообразной линии. Таким способом можно соединять заготовки без наличия скоса кромок. Используется при сварке изделий, толщина которых не превышает 6 мм. Высококачественные швы выходят, если проводить работу встык и в нижнем положении.
- Круговые или эллипсоидные движения. Данный способ используется для соединения конструкций из легированных сталей, при этом шов должен находиться в вертикальном положении. Такой метод гарантирует хороший прогрев свариваемых деталей.
- Движения треугольником. Чаще всего используется при соединении труб с неповоротным стыком. Свариваемые детали должны быть толщиной более 6 мм. Данный метод позволяет тщательно проварить корень шва и гарантирует необходимый прогрев средней части шва.
Угол наклона электрода
Работу можно проводить, держа электрод под разными углами. На подбор угла наклона оказывает воздействие множество факторов: толщина соединяемых деталей, вид металл, положение конструкции в пространстве. Выделяют три основных метода ведения электрода.
Углом вперёд
При данном методе электрод располагается под углом от 30 до 60 градусов. Удаётся прикрыть сварочную ванну от попадания вредных газов, но при этом образуется значительное количество шлака. Если он попадает впереди шва, то его можно вытеснить расплавленным металлом.
Наклон уменьшают в случае, если формируется большое скопление шлака впереди сварочной ванны. В редких случаях можно доводить до перпендикулярного положения. К этому прибегают при чрезмерном скоплении шлака. В противном случае, он не успеет застыть и заполнит всю ванну, погасив при этом сварочную дугу.
Чтобы исправить это, рекомендуется зажигать дугу под прямым углом и понемногу менять его, стараясь контролировать процесс образования шлака.
Применяется данный способ, если необходимо обеспечить разогрев небольшой глубины основного материала для образования вертикального шва на швеллере, для проварки корневого шва толстых металлических заготовок.
Углом назад
Главным отличием от предыдущего метода является то, что электрод наклоняется в другую сторону. При таком способе шлак сразу выталкивается из сварочной ванны назад. Он должен следовать за электродом, накрывая собой расплавленный металл, чтобы тот равномерно остывал.
Данный метод используется для провара корневого шва толстых металлических изделий при сваривании угловых соединений труб.
Под прямым углом (90 градусов)
Сваривать соединения таким способом очень трудно, процесс требует определённых навыков от сварщика.
Применяется данный метод для работы в труднодоступных местах, где нет возможности установить другой угол наклона. При таком способе удаётся достичь средней глубины провара металла.
Какой бы угол наклона ни был выбран, необходимо соблюдать баланс положения шлака в сварочной ванне. Он не должен сильно отставать от электрода, но и не должен скапливаться впереди в большом количестве.
Расстояние между электродом и свариваемой деталью
Важным параметром является то, на каком расстоянии находится электрод, так как это отразится на качестве полученного шва, его размерах и форме, а также шероховатости.
Электрическая дуга может быть:
Идеальная длина сварочной дуги 2-3 мм.
Работать электродом на очень малом расстоянии рекомендуется для сваривания корневых швов толстых заготовок. При этом нет необходимости проводить поперечные колебательные движения. Устанавливается средняя или максимальная сила тока.
Дуга является короткой, если расстояние до свариваемого участка составляет половину от диаметра используемого электрода. При работе на такой дистанции увеличивается глубина проплавления заготовок, а ширина шва уменьшается. Короткую дугу активно применяют для вертикальной сварки.
Длина средней дуги равняется толщине используемого электрода. В этом случае возрастает напряжение, и существенно расширяется шов.
Длинная дуга составляет 150% от диаметра выбранного электрода. Проводить работу на таком расстоянии нежелательно, так как шов получается значительно шире, сокращается глубина проплавления, возникает разбрызгивание раскалённого металла.
Источник



