
§ 46. ПРОЦЕСС РЕЗАНИЯ ПРИ ШЛИФОВАНИИ.
Основные характеристики процесса шлифования.
Основные характеристики процесса шлифования. Шлифование представляет собой процесс сверхскоростного резания, осуществляемого большим количеством абразивных зерен, расположенных по периферии или торцовой поверхности шлифовального круга.
Результатом резания отдельного абразивного зерна шлифовального круга, удаляющего мелкую стружку, является царапина на обрабатываемой поверхности. Поэтому процесс резания при шлифовании можно рассматривать как суммарное царапание обрабатываемой поверхности абразивными зернами. Свойственное процессу шлифования высокое качество обрабатываемой поверхности достигается благодаря наличию на поверхности инструмента огромного числа царапающих зерен; поэтому царапины не только плотно размещены, но и многократно перекрываются.
Процесс резания при шлифовании отличается следующими особенностями:
1. Шлифовальный круг имеет не сплошную, а прерывистую режущую кромку, так как абразивные зерна находятся друг от друга на некотором расстоянии.
2. Процесс шлифования заключается в очень тонком срезании отдельными зернами — резцами материала детали.
3. Зерна круга в отличие от резцов имеют неправильную округленную в вершинах геометрическую форму и произвольно расположены в круге, поэтому нет определенных значений углов заточки, а передний угол, как правило, имеет отрицательное значение. Так, у зерен электрокорунда, зернистостью 80 имеются закругления на вершинах радиусом до 0,014 мм, а у зерен зернистостью 40-0,012 мм. В момент, предшествующий врезанию, абразивные зерна интенсивно скользят по металлу, вызывая большое тепловыделение, приводящее к высокой мгновенной температуре.
На рис. 92, а показан момент вступления абразивного зерна в контакт с обрабатываемой поверхностью, когда резания не происходит и режущая кромка зерна скользит по обрабатываемой поверхности, в результате металл под кромкой абразивного зерна сжимается (происходит упругопластическая деформация металла).
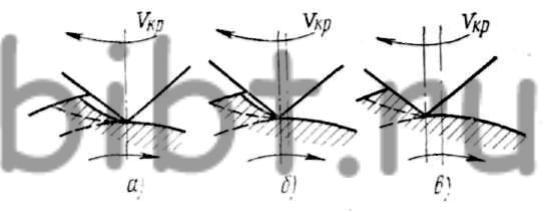
Рис. 92. Схема срезания стружки абразивным зерном
На рис. 92, б процесс резания еще не начинается, деформированный металл приближается к передней поверхности режущего зерна.
На рис. 92, в показан момент, когда в результате деформации металла и движения режущей кромки абразивного зерна его передняя поверхность сталкивается с образовавшимся выступом металла, сдвигает его и скалывает стружку. Стружка успевает нагреться до оплавления и уносится в виде застывшей капельки металла.
4. В процессе шлифования под влиянием увеличивающейся нагрузки на затупившиеся зерна последние могут выкрашиваться или раскалываться. При этом обнажаются новые острые кромки зерен. Таким образом, в отличие от резца круги могут самозатачиваться.
5. Снятие стружки зерном происходит за очень незначительное время (0,0001-0,00005 с), т. е. практически мгновенно, но благодаря большому количеству зерен процесс стружкообразования протекает для всего круга непрерывно.
6. Высокая твердость и термостойкость абразивных зерен, а также увеличение пластичности обрабатываемого материала из-за местного нагрева в зоне контакта круга с деталью дают возможность обрабатывать очень твердые материалы (стальные закаленные детали, твердые сплавы, высокотвердые чугуны и др.).
7. Высокая температура в зоне контакта абразивного зерна и детали приводит к интенсивному нагреву поверхности, образовавшейся риски. После выхода зерна из зоны контакта начинается охлаждение, но поверхность не успевает полностью охладиться до тех пор, пока в работу вступает новое зерно. Можно считать, что новое зерно начинает резание при температуре примерно 600° С.
Таким образом, в процессе шлифования резание осуществляется при высокой температуре детали, тогда как резание резцами или фрезами — при значительно более низкой. Это обстоятельство приводит к необходимости учитывать при шлифовании физико-механические свойства стали и чугунов при температуре 600° С, а не в холодном состоянии.
При высоких температурах материал имеет меньшую твердость и прочность и потому обрабатываемость его более легкая, чем холодного материала.
Ряд легирующих элементов способствует сохранению высоких механических свойств в нагретом состоянии, т. е. делает сталь более жаропрочной. Наиболее эффективными элементами, повышающими жаропрочность, являются вольфрам, молибден, кремний, титан. Поэтому стали, легированные этими элементами, шлифуются труднее углеродистых конструкционных сталей.
Легирование конструкционных сталей добавками хрома, марганца, никеля ухудшает обрабатываемость стали шлифованием незначительно, а добавки вольфрама, кремния, титана и других элементов, значительно повышающих жаропрочность, резко ухудшают обрабатываемость стали шлифованием.
Стружка, снимаемая при шлифовании и размещаемая в порах шлифовального круга, при выходе из зоны шлифования под действием центробежных сил и струи охлаждающей жидкости удаляется с поверхности круга. При сравнительно больших сечениях снимаемой стружки, превышающих размер пор между зернами круга, она вдавливается в поры круга с такой силой, что действия силы и струи охлаждающей жидкости уже недостаточны, чтобы ее удалить. Такой режим шлифования ведет к быстрому засаливанию круга и браку деталей.
Средняя толщина стружки, снимаемой одним зерном абразивного круга, имеет также большое влияние на стойкость и производительность шлифовального круга. Средняя толщина стружки зависит от длины дуги контакта шлифовального круга с шлифуемой деталью и от средней толщины слоя, снимаемого при шлифовании.
Источник
Обработка шлифованием
Для всех технологических способов шлифовальной обработки главным движением резания Vк (м/с) является вращение круга. При плоском шлифовании возвратно-поступательное перемещение заготовки является продольной подачей Sпp (м/мин) (рис. 1, а).
Для обработки поверхности на всю ширину b заготовка или круг должны перемещаться с поперечной подачей Sп (мм/дв. ход). Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. Периодически происходит и подача Sв на глубину резания. Это перемещение осуществляется также в крайних положениях заготовки, но в конце поперечного хода.
Рис. 1. Основные схемы шлифования

При круглом шлифовании (рис. 1, б) продольная подача происходит за счет возвратно-поступательного перемещения заготовки. Подача Sпp (мм/об. заг) соответствует осевому перемещению заготовки за один ее оборот. Вращение заготовки является круговой подачей Sкр (м/мин).
Подача Sп (мм/дв. ход или мм/ход) на глубину резания для приведенной схемы обработки происходит при крайних положениях заготовки. Движения, осуществляемые при внутреннем шлифовании, показаны на рис. 1, в.
Обработка заготовок на кругло-шлифовальных станках
Круглое шлифование цилиндрических поверхностей может быть выполнено по одной из четырех схем (рис. 2).
Рис. 2. Схемы обработки заготовок на кругло шлифовальных станках

При шлифовании с продольной подачей (рис. 2, а) заготовка вращается равномерно (Sкр) и совершает возвратно-поступательные движения (Sпр). В конце каждого хода заготовки шлифовальный круг автоматически перемещается на Sп и при следующем ходе срезается новый слой металла определенной глубины, пока не будет достигнут необходимый размер детали.
Скорость Vk вращательного движения круга обеспечивает скорость резания.
Производительный способ обработки — врезное шлифование (рис. 2, б) применяют при обработке жестких заготовок в тех случаях, когда ширина шлифуемого участка может быть перекрыта шириной шлифовального круга. Круг перемещается с постоянной подачей Sп (м/об. заг) до достижения необходимого размера детали. Этот же метод используют при шлифовании фасонных поверхностей и кольцевых канавок. Шлифовальный круг заправляют в соответствии с формой поверхности или канавки.
Глубинным шлифованием (рис. 2, в) за один проход снимают слой материала на всю необходимую глубину. На шлифовальном круге формируют конический участок длиной 8 — 12 мм. В ходе шлифования конический участок удаляет основную часть срезаемого слоя, а цилиндрический участок зачищает обработанную поверхность. Поперечная подача отсутствует.
Шлифование уступами (рис. 2, г) — это сочетание методов, представленных на рис. 2, а, б. Процесс шлифования состоит из двух этапов. На первом этапе шлифуют врезанием с подачей Sп, передвигая периодически стол на 0,8 — 0,9 ширины круга (показано штриховой линией). На втором этапе делают несколько ходов с продольной подачей Sпр для зачистки поверхности при выключенной подаче Sп.
Во многих случаях на деталях необходимо обеспечить правильное взаимное расположение цилиндрических и плоских (торцовых) поверхностей. Для выполнения этого условия шлифовальный круг заправляют по схеме на рис. 2, д и поворачивают на определенный угол. Шлифуют коническими участками круга. Цилиндрическую поверхность шлифуют аналогично схеме на рис. 2, о, с периодической подачей Sп на глубину резания. Обработка торцовой поверхности детали заканчивается чаще всего с подачей вручную при плавном подводе заготовки к кругу,
Наружные конические поверхности шлифуют по двум основным схемам. При обработке заготовок на центрах (рис. 3, а) верхнюю часть стола поворачивают вместе с центрами на угол а так, что положение образующей конической поверхности совпадает с направлением продольной подачи Sпр. Далее шлифуют по аналогии с обработкой цилиндрических поверхностей. При консольном закреплении заготовок (рис. 3, б) на угол a (половина угла конуса) поворачивается передняя бабка.
Рис. 3. Схемы шлифования конических поверхностей

Обработка заготовок на внутришлифовальных станках
Внутреннее шлифование применяют для получения высокой точности отверстий на заготовках, как правило, прошедших термическую обработку. Возможно шлифование сквозных, несквозных (глухих), конических и фасонных отверстий. Диаметр шлифовального круга составляет 0,7 — 0,9 диаметра шлифуемого отверстия. Кругу сообщают высокую частоту вращения: она тем выше, чем меньше диаметр круга.
На рис. 4, а приведена схема шлифования с закреплением заготовки в кулачковом патроне. На внутришлифовальных станках также обрабатывают и внутренние торцовые поверхности. Внутренние фасонные поверхности шлифуют специально заправленным кругом методом врезания.
Рис. 4. Схемы обработки на внутри шлифовальных станках

Внутренние конические поверхности шлифуют с поворотом передней бабки так, чтобы образующая конуса расположилась вдоль направления продольной подачи.
Заготовки больших размеров и массы шлифовать описанными выше методами нерационально. В этих случаях применяют планетарное шлифование (рис. 4, б). Заготовку закрепляют на столе станка неподвижно. Шлифовальный круг вращается вокруг своей оси, а также вокруг оси отверстия Sпл, что аналогично круговой подаче (положение круга, совершившего в планетарном движении пол-оборота, показано штриховой линией). Планетарным шлифованием можно обрабатывать внутренние фасонные и торцовые поверхности.
Обработка заготовок на плоскошлифовальных станках
На практике наиболее распространены четыре схемы плоского шлифования (рис. 5). Шлифуют периферией и торцовой поверхностью круга. Заготовки 2 закрепляют на прямоугольных или круглых столах 1 с помощью магнитных плит, а также в зажимных приспособлениях. Возможно закрепление одной или одновременно многих заготовок. Заготовки размещают на столах, затем включают ток и они притягиваются к магнитной плите.
Прямоугольные столы совершают возвратно-поступательные движения, обеспечивая продольную подачу. Подача на глубину резания дается в крайних положениях столов. Поперечная подача необходима в тех случаях, когда ширина круга меньше ширины заготовки (рис. 5, а).
Рис. 5. Схема обработки заготовок на плоскошлифовальных станках

Круглые столы (рис. 5, в) совершают вращательные движения, обеспечивая круговую подачу. Остальные движения совершаются по аналогии с движениями при шлифовании на прямоугольных столах.
Более производительно шлифование торцом круга, так как одновременно в работе участвует большое число абразивных зерен (рис. 5, б, г). Но шлифование периферией круга с использованием прямоугольных столов позволяет выполнить большее число разнообразных видов работ. Способом шлифования периферией круга обрабатывают, например, дно паза, производят профильное шлифование, предварительно заправив по соответствующей форме шлифовальный круг, и выполняют другие работы.
Источник
Особенности процесса резания при шлифовании
Лекция 17. Шлифование
Шлифование обеспечивает получение высокой чистоты обработанной поверхности и высокой точности размеров обрабатываемых деталей. Шлифование выполняется абразивными инструментами. Абразивный инструмент представляет собой твердое тело, состоящее из зерен абразивного (шлифовального) материала, скрепленных между собой связкой. Значительную часть объема абразивного инструмента занимают воздушные поры. Абразивные инструменты в подавляющем большинстве используются в виде шлифовальных кругов разнообразной формы. Кроме того, они могут использоваться в виде брусков, шкурок, паст и порошков.
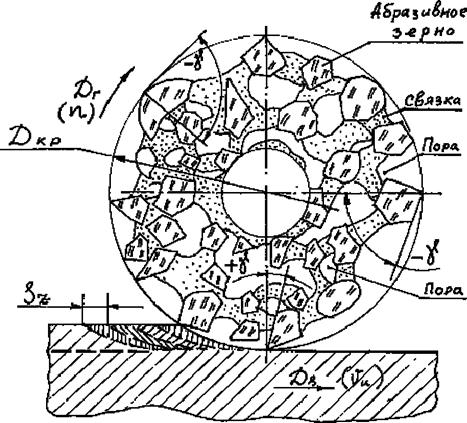
Рис.17.1. Схема резания и расположения абразивных зерен, пор и связки в абразивном инструменте при шлифовании.
Процесс резания при шлифовании можно рассматривать как фрезерование многозубой фрезой с высокой скоростью. Каждое единичное абразивное зерно представляет собой режущее лезвие со случайными геометрическими параметрами, которые зависят не только от формы зерна, но и от положения его в абразивном инструменте. На рис.17.1. видно, что наибольший, отрицательный передний угол имеется на зернах со сферической поверхностью.
Каждое единичное зерно срезает стружку очень малого переменного сечения. Обработанная поверхность образуется в результате совокупного действия большого числа абразивных зерен, расположенных на режущей поверхности абразивного инструмента. Срезаемая в процессе работы круга стружка располагается в порах между зернами. Разогревшаяся до высокой температуры, близкой к температуре плавления обрабатываемого материала, и размягчившаяся стружка забивает поры и налипает на поверхность круга, происходит так называемое «засаливание» его. При этом режущая способность шлифовального круга резко падает, ухудшается чистота и качество обработанной поверхности. Для восстановления режущей способности круга производится его правка, при которой с помощью правочных роликов или алмазных «карандашей» с режущей части круга удаляется поверхностный слой затупившихся и засалившихся зерен.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник



