
- Процесс плоскостной разметки, определение порядка разметки, способа выполнения, проверка разметки и кернение деталей
- Плоскостная разметка. Виды разметок
- Приспособления для плоскостной разметки
- Инструменты для плоскостной разметки
- Инструменты для пространственной (объёмной) разметки.
- Подготовка к разметке.
- Безопасность труда.
- Процесс плоскостной разметки определение порядка разметки способа выполнения
- § 15. Приемы плоскостной разметки
Процесс плоскостной разметки, определение порядка разметки, способа выполнения, проверка разметки и кернение деталей




![]()
![]()
Разметка, её виды и назначение
Разметкой называется операция нанесения линий и точек на заготовку, предназначенную для обработки. Линии и точки обозначают границы обработки.
Существуют два вида разметки: плоская и пространственная. Разметка называется плоской, когда линии и точки наносятся на плоскость, пространственной – когда разметочные линии и точки наносятся на геометрическое тело любой конфигурации.
Пространственная разметка может быть выполнена на разметочной плите с помощью разметочного ящика, призм и угольников. При пространственной разметке для поворота размечаемой заготовки используются призмы.
Инструменты и приспособления для нанесения разметки, виды и их назначение
Для плоской и пространственной разметки требуются чертеж детали и заготовки для нее, разметочная плита, разметочный инструмент и универсальные разметочные приспособления, измерительный инструмент и вспомогательные материалы.
К разметочному инструменту относятся: чертилка (с одним острием, с кольцом, двухсторонняя с изогнутым концом), маркер (несколько видов), разметочный циркуль, кернеры (обычные, автоматические для трафарета, для круга), кронциркуль с конусной оправкой, молоток, циркуль центровой, прямоугольник, маркер с призмой.
К приспособлениям для разметки относятся: разметочная плита, разметочный ящик, разметочные угольники и бруски, подставка, рейсмус с чертилкой, рейсмус с подвижной шкалой, прибор для центрирования, делительная головка и универсальный разметочный захват, поворотная магнитная плита, струбцины сдвоенные, регулируемые клинья, призмы, винтовые подпорки. Измерительными инструментами для разметки являются: линейка с делениями, штангенрейсмус, рейсмус с подвижной шкалой, штангенциркуль, угольник, угломер, кронциркуль, уровень, контрольная линейка для поверхностей, щуп и эталонные плитки.
К вспомогательным материалам для разметки относятся: мел, белая краска (смесь разведенного в воде мела с льняным маслом и добавлением состава, препятствующего высыханию масла), красная краска (смесь шеллака со спиртом с добавлением красителя), смазка, моющие и травящие материалы, деревянные бруски и рейки, небольшая жестяная посуда для красок и кисть.
Простыми разметочными и измерительными инструментами, используемыми при слесарных работах, являются: молоток, чертилка, маркер, кернер обыкновенный, угольник, циркуль, разметочная плита, линейка с делениями, штангенциркуль и кронциркуль.
Процесс плоскостной разметки, определение порядка разметки, способа выполнения, проверка разметки и кернение деталей.
Плоскую или пространственную разметку детали проводят на основании чертежа.
До разметки заготовка должна пройти обязательную подготовку, которая включает в себя следующие операции: очистка детали от грязи и коррозии (не производить на разметочной плите); обезжиривание детали (не производить на разметочной плите); осмотр детали с целью обнаружения дефектов (трещин, раковин, искривлений); проверка габаритных размеров, а также припусков на обработку; определение разметочной базы; покрытие белой краской поверхностей, подлежащих разметке и нанесению на них линий и точек; определение оси симметрии.
Если за разметочную базу принято отверстие, то в него следует вставить деревянную пробку. Разметочная база – это конкретная точка, ось симметрии или плоскость, от которой отмеряются, как правило, все размеры на детали. Накерниванием называется операция нанесения мелких точек-углублений на поверхности детали. Они определяют осевые линии и центры отверстий, необходимые для обработки, определенные прямые или кривые линии на изделии. Накернивание делают с целью обозначения на детали стойких и заметных знаков, определяющих базу, границы обработки или место сверления. Операция накернивания выполняется с использованием чертилки, кернера и молотка.
Источник
Плоскостная разметка. Виды разметок
![]()
![]()
Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащее обработке.
Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм.
Плоскостная разметка, выполняемая обычно на поверхности плоских деталей, на полосовом и листовом материале, заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий (рисок), окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Пространственная разметка наиболее распространена в машиностроении; и по приёмам она отличается от плоскостной.
Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна.
Размер плиты выбирают так, чтобы её ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Инструменты для плоскостной разметки
Чертилка, штангенциркуль, кернер, линейка, угольник, молоток и др.
Чертилки служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 или У12, заточенный на конус под углом 15-20 0 .
Кернер — слесарный инструмент, применяющийся для нанесения углублений (кернов) на предварительно размеченных линиях.
Керны изготавливают из инструментальной углеродистой или легированной стали У7А, У8А, 7ХФ или 8ХФ, под углом 50-60 градусов.
Циркули используют для разметки окружностей и дуг, деления отрезков и окружностей, а также для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Штангенциркули. Разметочный штангенциркуль предназначен для точной разметки прямых линий и центров, а также для разметки больших диаметров.
Инструменты для пространственной (объёмной) разметки.
Те же что и для плоскостной разметки + штангенрейсмас.
Рейсмас является основным инструментом для пространственной разметки и служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите.
Подготовка к разметке.
Перед разметкой необходимо выполнить следующее:
— очистить заготовку от пыли, грязи, окалины, следов коррозии стальной щёткой и др.;
— тщательно осмотреть заготовку;
— при обнаружении раковин, пузырей, трещин и т. п., точно измерить их и, составляя план разметки, принять меры к удалению этих дефектов в процессе дальнейшей обработки (если это возможно);
— все размеры заготовки должны быть тщательно рассчитаны, чтобы после обработки на поверхности не осталось дефектов;
— изучить чертеж размечаемой детали, выяснить её особенности и назначение;
— определить базовые поверхности заготовки, от которых следует откладывать размеры в процессе разметки;
— при плоскостной разметке базами могут служить обработанные кромки заготовки или осевые линии, которые наносятся в первую очередь;
— за базы удобно также принимать приливы, бобышки, платики.
Нанесение разметочных рисок. Разметочные риски наносятся в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления.
Прямые риски наносят чертилкой, которая должна быть наклонена по направлению её перемещения и в сторону от линейки. Чертилку всё время прижимают к линейке, которая должна плотно прилегать к детали. Риски проводят только один раз. Если риска нанесена некачественно её закрашивают, дают красителю высохнуть, и проводят риску вновь.
Разметка углов и уклонов производится с помощью транспортиров, штангенциркулей, угломеров.

Накернивание разметочных линий. Керном называется углубление (лунка), образовавшееся от действия острия кернера при ударе по нему молотком. Центры кернеров должны располагаться точно на разметочных линиях.
Разметочные молотки. Для разметочных работ используют молоток №1 (массой 200 гр.).
Способы разметки. Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, но иногда этим способом размечают даже малые партии, но сложных изделий.
Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и появляется следы коррозии.
Дефекты:
— несоответствие размеров размеченной заготовки данным чертежа вследствие невнимательности разметчика или неточности разметочного инструмента;
— неточность установки рейсмаса на нужный размер; причиной этого является невнимательность или неопытность разметчика, грязная поверхность плиты или заготовки;
— небрежная установка заготовки на плите в результате выверки плиты.
Безопасность труда.
Соблюдать следующие правила безопасности труда:
— установку заготовок (деталей) на плиту и снятие их с плиты необходимо выполнять только в рукавицах;
— заготовки (детали) и приспособления надёжно устанавливать ближе к середине;
— перед установкой заготовок (деталей) проверить плиту на устойчивость;
— проверять надёжность крепления молотка на рукоятке;
— удалять пыль и окалину с разметочной плиты только щёткой, а с крупных плит — метлой.
Источник
Процесс плоскостной разметки определение порядка разметки способа выполнения




§ 15. Приемы плоскостной разметки
Разметочные линии наносят в такой последовательности: сначала проводят горизонтальные, затем — вертикальные, после этого — наклонные и последними — окружности, дуги и закругления. Вычерчивание дуг в последнюю очередь дает возможность проконтролировать точность расположения прямых рисок: если они нанесены точно, дуга замкнет их и сопряжения получатся плавными.
Прямые риски наносят чертилкой, которая должна быть наклонена в сторону от линейки (рис. 45,6) и по направлению перемещения чертилки (рис. 45, а). Углы наклона должны соответствовать указанным на рисунке и не изменяться в процессе нанесения рисок, иначе риски будут не параллельными линейке. Чертилку все время прижимают к линейке, которая должна плотно прилегать к детали.
Риски ведут только один раз. При повторном проведении линий невозможно попасть точно в то же местр, в результате получается несколько параллельных рисок. Если риска нанесена плохо, ее закрашивают, дают высохнуть и проводят вновь.
Перпендикулярные линии (не в геометрических построениях) наносят при помощи угольника. Деталь (заготовку) кладут в угол плиты и слегка прижимают грузом, чтобы она не сдвигалась в процессе разметки. Первую риску проводят по угольнику, полку которого прикладывают к боковой поверхности б (рис. 46,а) разметочной плиты (положение угольника 1-1). После этого угольник прикладывают полкой к боковой поверхности а (положение //-ID и проводят вторую риску, которая будет перпендикулярна первой.
Параллельные риски (линии) наносят при помощи угольника (рис. 46,6), перемещая его на нужное расстояние.
Отыскание центров окружностей осуществляют при помощи центроискателей и цен- тронаметчиков. Простейший центроискатель (рис. 47,а) представляет угольник с прикрепленной к нему линейкой, являющейся биссектрисой прямого угла. Установив угольник- центроискатель на наружную поверхность изделия, проводят чертилкой прямую. Она пройдет через центр окружности. Повернув угольник на некоторый угол (около 90°), проводят вторую прямую. На их пересечении и находится искомый центр.
При малом диаметре размечаемого торца центроискателями пользоваться неудобно. В этом случае используют кернер-центроискатель.
Кернер-центроискатель (рис. 47,6) применяется для нанесения центров на цилиндрических деталях диаметром до 40 мм. Он имеет обыкновенный кернер 7, помещенный в воронке (колоколе) 3. В воронку вставлен фланец 2 с отверстием, в котором легко скользит кернер. Разметка заключается в том, что воронку прижимают к торцу изделия и молотком ударяют по головке 5 кернера. Под действием пружины 4 кернер всегда находится в верхнем положении.
Шарнирный ценроискатель К. ф. Крючека (рис. 47,в) имеет преимущества перед другими центроискателями. При помощи его находят положение центровых линий не только
цилиндрических, но и конических, прямоугольных и других отверстий. Центроискатель имеет четыре шарнирно связанные между собой планки, соединенные пружинами. При работе центроискателя пружины прижимают концы планок к стенкам отверстия. Точки А и Б, нанесенные на оси шарниров, указывают положение взаимно перпендикулярных линий.
Разметка углов и уклонов производится при помощи транспортиров (рис. 48,а) и угломеров. При разметке транспортир (рис. 48,6) устанавливают на заданный угол, удерживая левой рукой основание его, а правой рукой, поворачивая широкий конец линейки до тех пор, пока конец линейки, имеющий форму стрелки, ^ие совпадет с делением заданных градусов, нанесенных на основании. После этого линейку закрепляют шарнирным винтом, затем чертилкой наносят линии.
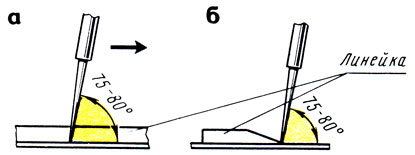
Рис. 45. Нанесение линий (рисок): а — наклон чертилки в сторону перемещения ее, б — наклон в сторону от линейки
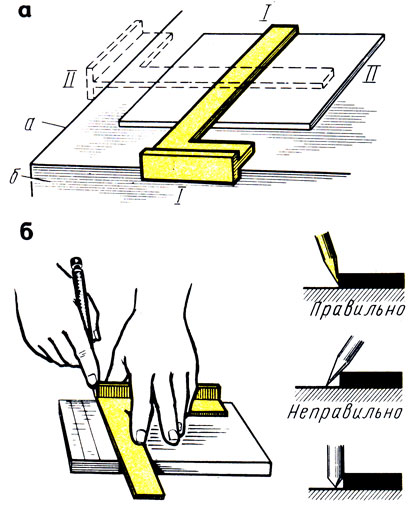
Рис. 46. Нанесение линий: а — перпендикулярных, б — параллельных
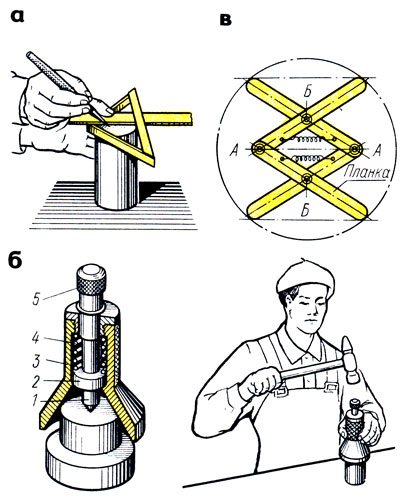
Рис. 47. Отыскание центров окружностей: а — центроискателем, б — кернером-центроискателем, в — шарнирным центроискателем; 1 — кернер, 2 — фланец, 3 — колокол, 4 — пружина, 5 — головка
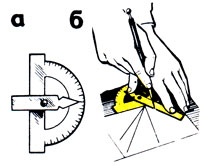
Рис. 48. Транспортир для разметки углов и уклонов (а) и его применение (б)
Штангенциркуль карманный (рис. 49) с линейкой для измерения глубин производства ГДР вместо обычного нониуса имеет индикатор часового типа. Этот инструмент успешно используется разметчиками, так как уменьшает напряжение зрения при взятии отсчетов и обеспечивает достаточную точность. Цена деления круговой шкалы индикатора 1/10 мм, предел измерений — 135 мм, рабочие поверхности губок закалены по всей длине.
Центроискатель-транспортир (рис. 50) отличается от обычного транспортира-центроискателя наличием транспортира 2, который при помощи движка 4 может перемещаться по линейке 3 и закрепляться на ней в нужном положении гайкой 5. Линейка прикреплена к угольнику 7. Транспортир дает возможность находить центры отверстий, расположенных на заданном расстоянии от центра цилиндрической детали и под любым углом. На рис. 50 найдено положение точки d, находящейся под углом 45° и на расстоянии 25 мм от центра.
Ватерпас с градусной шкалой и угломер часового типа (рис. 51), выпускаемые в ГДР, могут быть использованы для разметочных работ. Ватерпас (рис. 51 ,а) рационально применять при измерении уклонов с точностью до 0,0015°и при установке деталей на плите в тех случаях, когда плоскость разметочной плиты строго выверена по уровню.
Угломер часового типа (рис. 51, 6) не требует большого напряжения зрения при установке угловых величин по шкале.
Цена деления круговой шкалы — 5 угловых минут. Полный оборот стрелки соответствует изменению угла между линейками на 10°. В круглом отверстии циферблата отсчитывается цифра, соответствующая целому числу градусов. Вспомогательная ножка служит для измерения малых углов.
Источник



