
- Стенд по производству свай
- 15. Стендовый способ производства
- Производство и изготовление свай
- Рассмотрим производство свай
- Классификация свай
- Классификация свайных конструкций по методу монтажа
- Производство шпунта ларсена (л5)
- Производство железобетонных свай
- Заказ доставки ЖБ свай на стройплощадку
- Полезные материалы
- Забивка свай гидромолотом
Стенд по производству свай

Существующие на большинстве предприятий по производству сборных железобетонных изделий технологии производства свай предлагают использование перемещаемых металлоформ с последующей термообработкой в пропарочных камерах. Использование специализированного стенда с высокой степенью механизации и автоматизации производственных процессов для производства свай (в том числе, преднапряженных) позволяет значительно увеличить производительность при снижении трудовых и энергетических затрат предприятия.
Свайный термостенд предназначен для серийного поточного изготовления ненапряженных забивных железобетонных свай трапециевидного (конусного) сечения высотой 300 и 350 мм (по ГОСТ 19804-91).
Стенд для формования свай представляет собой многоручьевую цельносварную металлическую конструкцию для производства свай железобетонных забивных с технологическим уклоном.
Термостенд представляет собой формовочные секции собранные в единое поле. Ширина секции термостенда составляет 2400 мм. В зависимости от выбранного типоразмера свай, на нем одновременно (по ширине) изготавливаются в 7 рядов сваи высотой 300 мм или в 6 рядов сваи высотой 350 мм.
Рабочая поверхность отсеков изготавливается из калиброванных холодногнутых металлических листов толщиной 6 мм, места стыков отсеков внутри усилены ребрами жесткости. Поперечная жесткость термостенда и продольная соосность отсеков гарантируются силовыми элементами. Благодаря уклону в формующей части металлоформы съем готовых изделий производится без их предварительной распалубки.
Стендовая технология производства свай (специализированный свайный стенд), предназначена непосредственно под изготовление свай различного сечения с высокой производительностью и не подразумевает переналадку стенда.
Конфигурация термостенда дает возможность изготавливать сваи любой необходимой длины. Длина свай зависит только от длины заложенных в отсеки армокаркасов свай и установленных формообразующих элементов (для оголовников и острия). Например, на одном термостенде длиной 66 м можно изготавливать 35 свай высотой 300 мм или 30 свай высотой 350 мм при длине каждой сваи 12 м.

Для ввода термостенда в эксплуатацию на месте требуются минимальные подготовительные работы по размещению системы теплоснабжения, строительству основания термостенда и подведению коммуникаций (горячая вода и электроэнергия). Термостенд поставляется крупными блочными секциями.
Благодаря блочному принципу, производственную мощность предприятия по выпуску свай можно увеличивать поэтапно, постепенно увеличивая количество термостендов.
В конструкция питателя бункера вибробетоноукладчика применен распределительный шнек, который позволяет осуществить рациональную и равномерную укладку бетонной смеси одновременно в каждый ручей по ширине секции. Процесс уплотнения глубинными вибраторами автоматизирован. Вибробетоноукладчик оборудован заглаживающим устройством с виброрейкой.
В конструкции стенда смонтирована система теплоснабжения и выполнена таким образом, что тепло направляется непосредственно под основание термостенда с высокой эффективностью. В качестве теплоносителя используется горячая вода (температура 90-95̊С).
Управление, обработка данных и визуализация процесса термообработки ведётся АСУ ТО (автоматизированной системой управления термообработкой) с щита управления.



Для организации производства свай железобетонных необходимо укомплектование арматурного участка в составе следующего оборудования:
- Станок для гибки острия каркаса СМЖ-111
- Ножницы СМЖ-322
- Машина одноточечной сварки МТ-1928
- Машина контактная сварочная МСН-1 для производства каркасов свай
- Машина для контактной стыковой сварки МС-2008Г
ООО Завод строительного оборудования Виком готово выполнить работы по проектированию арматурного производства и произвести комплексную поставку оборудования совместно с ООО “Унитех-М” г. Новочебоксарск
Источник
15. Стендовый способ производства
При стендовом способе производства изделия изготовляют в неподвижных формах или на оборудованных для этого рабочих местах — стендах. В процессе формования и до приобретения бетоном необходимой прочности изделия остаются на месте, в то время как технологическое оборудование и обслуживающие его рабочие звенья перемещаются от одной формы на стенде к другой. Для формования плоских и крупноразмерных тонкостенных элементов (стеновых панелей, шатровых и ребристых панелей перекрытий, оболочек и т. п.) применяют стационарные металлические формы и железобетонные формы-матрицы. Их располагают в одну или несколько линий, оставляя проходы для обслуживания. Для формования крупноразмерных элементов в формах без дна, с обычным армированием и с напряжением арматуры применяют бетонные стенды с гладкой, шлифованной поверхностью.
Предварительно-напряженные балки, ребристые плиты, шпалы, сваи изготавливают в металлических и железобетонных, разборных или неразборных, групповых формах-стендах, собранных в пакеты значительной протяженности.
Стендовый способ производства обеспечивает выпуск изделий широкой номенклатуры при сравнительно несложной переналадке оборудования. Для увеличения оборачиваемости формовочных площадей применяют быстротвердеющие цементы высоких марок и различные ускорители твердения бетона. При необходимости тепловой обработки изделий стендовые линии устраивают в неглубоких напольных камерах или в термоформах. Стендовый способ производства хотя и приводит к более низкому использованию производственной площади по сравнению с агрегатным, но имеет ряд преимуществ, особенно при изготовлении предварительно-напряженных конструкций.
Продолжительность технологического цикла в стендовом производстве зависит главным образом от времени выдерживания изделия на стенде для приобретения им необходимой прочности и составляет обычно 1—2 сут.
Если число стендовых линий обеспечивает непрерывное перемещение специализированных рабочих звеньев с одной формовочной линии на другую через равные промежутки времени, возможна поточная организация производства.
Длинные стенды (пакетные и протяжные) применяют при изготовлении нескольких изделий по длине стенда одновременно. На пакетных стендах арматурные пакеты с зажимами на концах собирают на отдельной установке, а затем переносят и укладывают в захваты стендов или форм. На протяжных стендах арматурную проволоку сматывают с бухт, установленных в одном конце стенда, и протягивают по всей длине стенда до другого упора непосредственно на линии формования.
Способами образования арматурного пакета определяются степень механизации производства и особенности оборудования пакетных, и протяжных стендов.
Изготовление линейных изделий
На пакетных стендах целесообразно изготовлять изделия со сравнительно небольшими поперечными размерами и компактным расположением арматуры по сечению (шпалы, сваи, опоры, балки и т. п.). В этом случае захваты и зажимные устройства получаются малогабаритными и относительно легкими, поэтому пользоваться ими удобно. Натяжение пакета, состоящего из определенного числа проволок, осуществляется за один прием мощным гидродомкратом, что дает большую экономию времени.
Изготовление линейных изделий большой высоты или ширины (балки, прогоны, плиты и т. п.) с большим поперечным сечением, требующих поштучного или группового натяжения стержневой арматуры, целесообразно на протяжных стендах.
Короткие стенды предназначаются для изготовления одного изделия по длине стенда и одного-двух изделий по ширине стенда в горизонтальном положении (ферм, двускатных балок и др.). Разновидностью коротких стендов являются переносные металлические силовые формы.
Натяжение арматуры (проволочной, стержневой, прядевой) осуществляется гидродомкратами на упоры стенда или электротермическим способом.
Организация процесса формования изделий на стендах зависит от вида стенда и типа формуемого изделия, а вид стенда определяется его расположением по отношению к уровню пола, формой поверхности и устройствами для формования изделий.
Напольный стенд наиболее удобен для формования крупноразмерных и длинномерных элементов в стендовых термоформах, обеспечивающих прогрев бетона подачей пара во внутренние полости бортов и поддонов.
Лотковый стенд заглублен по отношению к уровню пола, что дает возможность перекрывать его крышками для прогрева изделий паром и применять автоматические устройства для закрепления лотков.
Специализированные стенды для формования криволинейных оболочек, прогонов тавровых балок, шпал и других подобных конструкций оборудованы не-пазбо’рными металлическими или железобетонными формами. При разборных формах основные элементы бортовой оснастки должны быть укреплены и снабжены фиксаторами для быстрого закрепления на стенде.
Изготовление изделий на длинных стендах
Заготовка арматурных пакетов. На многих заводах сборного железобетона установлены пакетные стенды типа СМ-535 для производства предварительно-напряженных конструкций. Пакетный стенд серии СМ-535 Гипростроммаша состоит из двух формовочных линий, расположенных ниже уровня пола цеха: мелкой, предназначенной для формования изделий небольшой высоты, и заглубленной — для формования изделий высотой до 2 м. Торцовые упоры стенда представляют собой стальные массивные рамы, сваренные из балок двутаврового сечения. Стойки упоров укрепляют в железобетонном основании; в промежутки между стойками пропускают захватные тяги для натяжения арматуры, которые по высоте можно перемещать в нужное положение.
В состав пакетного стенда входят следующие агрегаты и машины: линия заготовки пакетов проволоки, устройство для транспортирования пакетов к формовочным постам, оборудование формовочной площадки стенда.
Пакеты из проволоки диаметром 2,6 . 3 мм изготавливают на отдельной технологической линии, оснащенной бухтодержателями и гидравлическим прессом для запрессовки зажимов на концах пакетов в цепи с приводом, для протягивания пакета на необходимую длину. Бухтодержатели рассчитаны на 24 бухты проволоки и состоят из восьми групп катушек диаметром 2 м по три штуки в каждой. Катушки расположены на вертикальной оси, одна над другой, и могут независимо вращаться. Для предотвращения свободного разматывания проволок при вращении катушек на каждой из них установлен фрикционный тормоз. Для выравнивания и получения при сборке пакетов проволок равной длины их пропускают с катушек через правильно-тормозные роликовые устройства. Гидравлический пресс для сжатия пакета проволок в волновом зажиме установлен в головной части конвейера. Наибольшее расчетное усилие прессования — 180 кН.
Источник
Производство и изготовление свай
При возведении любых видов строений, будь то мост, коттедж или забор, прежде всего, должен быть заложен фундамент. Особенно это касается свайных фундаментов для строительства с насыщенным водой или осыпающимся грунтом. Некоторые типы свай могут применяться для создания ограждений, к примеру: шпунтовые сваи используют для ограждения строительных площадок и создания водных заграждений.

При проектировании строительства или перед монтажом какой-либо конструкции, необходимо правильно выбрать вид свай, которые будут использоваться, учесть ограничения и возможности данного участка (возводимого строения). Далее необходимо выбрать поставщика и заказать необходимое количество материала, при этом не забывая, что сваи в грунт нужно вводить с помощью определённого инструмента.
Рассмотрим производство свай
По методу применения сваи можно поделить на 2 типа: собственно для фундамента и шпунты (шпунтовые сваи), которые представляют из себя желоба из стали толщиной от 9.5 до 21 мм, крепящиеся друг к другу краями, загнутыми специальным способом. Из последних создают разные типы заграждений (в том числе и гидробарьеры).
 Для производства свай используются различные материалы: дерево, металл, бетон, а в некоторых случаях их комбинирование. Сегодня существуют и кустарные методы производства свай разных конструкций, но в качестве все же выигрывают крупные предприятия, используя промышленное оборудование для производства свай.
Для производства свай используются различные материалы: дерево, металл, бетон, а в некоторых случаях их комбинирование. Сегодня существуют и кустарные методы производства свай разных конструкций, но в качестве все же выигрывают крупные предприятия, используя промышленное оборудование для производства свай.
Классификация свай
Если классифицировать производство свай по используемым материалам, представлены следующие:
- Деревянные сваи применяются для мягких грунтов, где использование более дорогих (жби и металлических) свай нецелесообразно. Для создания этого типа свай используется сосна из-за своей малой подверженности коррозии. Конец изделия, который забивается в грунт, затачивается в виде конуса, а легкое вхождение в почву обеспечивает использование конусообразных стальных насадок.
- Сваи ЖБИ (железобетонные сваи) – основной тип свай для укрепления и строительства фундаментов в России. Этот тип изделий отличается комбинированием материалов при создании, что обеспечивает долговечность конструкции. Создания железобетонных свай начинается с создания каркасов из арматуры, которые заливаются бетоном. Однако перед выбором этого типа поддерживающей конструкции нужно учитывать, что сваи жби устанавливаются забиванием с помощью молота, при этом на грунт и соседние объекты производится динамическое воздействие, что может привести к нежелательным последствиям.
- Металлические сваи – получаются легче бетонных и, что самое главное, существует возможность создания винтовых фундаментных свай, которые можно использовать до 6 циклов. Минус такого изделия в его подверженности коррозии.
Классификация свайных конструкций по методу монтажа
- Винтовые сваи – удобный тип сваи, который, как шуруп, закручивается в грунт. Благодаря такому методу монтажа, изделие не деформируется и входит в грунт, в отличие от набивных, не создавая динамического воздействия на окружающие строения.
- Буронабивные сваи — разновидность железобетонных свай. Они исполняются с помощью металлических труб, которые погружают в грунт с помощью бурения, виброусадки, вкручивания или забивания. После того, как конструкцию из труб сделают нужной длины, изнутри вычищают грунт, вставляют специальный каркас, сделанный из арматурних прутьев и проволоки, затем заливают бетоном. После того как бетон застыл, производится демонтаж оболочек, а на верхнем конце получившегося изделия делают головку. Таким способом, изготовление свай можно производить прямо на стройплощадке, что намного удобнее.
- Забивные сваи могут быть: из труб, дерева, железобетона и шпунтовые. Этот тип свай должен обладать определенной ударопрочностью для того, чтобы быть забитыми в грунт без деформации.
Производство шпунта ларсена (л5)
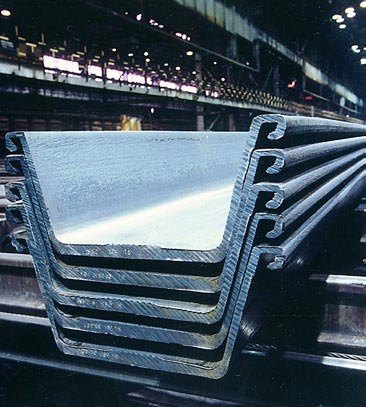
 Отдельным видом свай являются л5 (шпунт), на которых хотелось бы отдельно остановить внимание. Дело в том, что производство шпунта ларсена в нашей стране началось в 1900 году. И этот удобный вид свай применяется даже при возведении дамб, мостов и водоотводов. Благодаря необычной конструкции и замкам на «крыльях», сваи образуют плотную стену с отличной гидроизоляцией.
Отдельным видом свай являются л5 (шпунт), на которых хотелось бы отдельно остановить внимание. Дело в том, что производство шпунта ларсена в нашей стране началось в 1900 году. И этот удобный вид свай применяется даже при возведении дамб, мостов и водоотводов. Благодаря необычной конструкции и замкам на «крыльях», сваи образуют плотную стену с отличной гидроизоляцией.
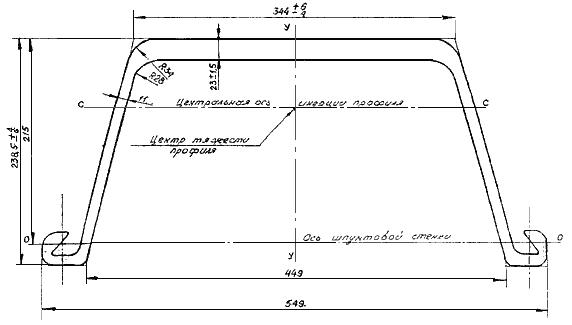
Шпунт Ларсена Л5 — это металлический профиль корытообразной формы, длина которого варьируется в пределах 5-22 метров. Изготовление шпунта Л5 ведется по нормативам ГОСТ №53629 «Шпунт стальной», согласно положениям которого готовые изделия должны соответствовать следующим техническим характеристикам:
- Габариты: длина 5-22 метра, полезная ширина (между боковыми пазовыми замками) — 42 см, толщина центральной стенки — 11 мм, толщина боковых стенок — 21 мм;
- Вес: погонный метр — 100 кг; квадратный метр — 240 кг;
- Удельное сопротивление готовой шпунтовой стенки — 2960 см3/м;
- Момент инерции 1 п.м. стенки — 51000 см4/м.
Шпунт Ларсена Л5 изготавливается из стали марок СТ3СП и 16ХГ (легированная), соответствующих 245 классу прочности. От других типов шпунта Л5 отличается большей жесткостью, что позволяет использовать его в качестве опорно-несущих элементов при строительстве мостов, пирсов и гидротехнических сооружений.
При реализации горячекатаного метода литая металлическая заготовка (сляб) разогревается в доменной печи до температуры, при которой металл получает повышенную пластичность. Конкретный температурный режим зависит от маки используемой стали.
После нагрева заготовка перемещается на прокатный станок, состоящий из системы валов. Разогретый металл пропускается через валки, которые обжимают заготовку и придают ей требуемую толщину и форму. После прокатки шпунтина подлежит химической очистке в емкости с раствором хлорводорода, в процессе которой удаляются образовавшиеся при нагреве стали окалины.
Далее на обрезочной линии выравниваются боковые кромки шпунта, которые после прокатки имеют неровную форму, и изделие перемещается на механизированную сварную линию, где к заготовке привариваются пазовые замки. Для стыковки замков и профиля применяется сварка под флюсом в газовой камере, после чего изделие проходит ультразвуковой контроль качества сварного шва.

Последний этап производства шпунта перед итоговой приемкой — антикоррозийная обработка и нанесение консервационной смазки. В процессе приемки шпунта проверяется:
- Геометрические размеры — сечение и длина;
- Отсутствие перекоса торцевых кромок;
- Кривизна профиля по длине;
- Однородность толщины защитного покрытия;
- Дефекты сварных соединений;
- Соответствие фактических прочностных характеристик изделия требуемым.
После приемки шпунт поступает на склад готовой продукции, где он маркируется (указывается центр тяжести и точки фиксации строповочными лебедками), укладывается штабелями и хранится до отгрузки клиенту.
Производство железобетонных свай
Требования к технологии изготовления, контролю качества и хранению ЖБ свай приведены в нормативном документе ГОСТ №19804 «Сваи забивные из железобетона».
Типовая забивная свая состоит из двух элементов — арматурного каркаса и бетонного тела. Каркас из арматуры завод-изготовитель может производить самостоятельно либо приобретать у предприятий, специализирующихся на металлопрокате.

Арматурные каркасы в зависимости от конфигурации классифицируются на продольные и пространственные. Для сборки каркаса используется арматура из стали серии ХГ2 и Г2С, применяются стержни диаметром 12-20 мм. с гладкой и рифленой поверхностью.
Для формирования тела сваи применяется бетон марки М200 и М300 с заполнителем из мелкофракционного гранитного щебня. Используемый бетон должен соответствовать установленным ГОСТ требованиям по классу морозостойкости и гидрофобности.
Изготовление свай осуществляется в специальных металлоформах, конструкция которых представлена на изображении 1,5.
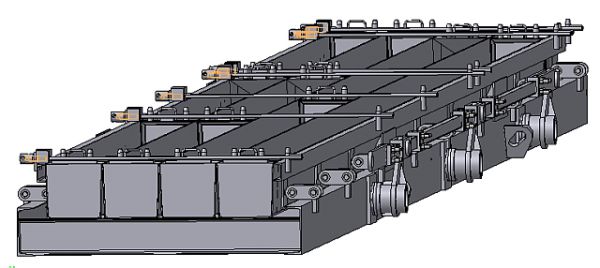
Технологический процесс производства железобетонных свай состоит из следующих этапов:
- Металлоформа подготавливается к работе, ее поверхность обрабатывается Эмульсолом — смазывающим материалом, за счет которой уменьшается сцепления бетона с стенками формы;
- В отсеки опалубки устанавливаются готовые арматурные каркасы, которые фиксируются в посадочных гнездах, расположенных на торцевых стенках формы. Каркас должен быть удален от стенок сваи так, чтобы обеспечивался защитный слой бетона толщиной 3-5 см;
- Производится заполнение металлоформы бетонной смесью и последующее уплотнение бетона вибрированием опалубки;
- Посредством крановых механизмов форма подается в пропарочною камеру, где под воздействием высоких температур происходит ускоренное отвердевание бетона;
- Набравшие требуемую прочность сваи вынимаются из опалубочной конструкции, проходят проверку качества и перемещаются в склад готовой продукции.

Существуют сваи, изготовленные по технологии предварительного напряжения. При их производстве установленный в металлоформу армокаркас растягивается с помощью гидравлических домкратов, после чего в опалубку заливается бетон и выжидается время его частичного отвердевания. После схватывания смеси натяжение арматуры ослабляется, каркас принимает исходную форму и вместе с сжатием арматуры уплотняется схватившийся с ее стенками бетон, который получает максимально возможную плотность.
Заказ доставки ЖБ свай на стройплощадку
СК «Установка Свай» готова осуществить поставку свай на строительные объекты в пределах Москвы и региона. Мы берем на себя выполнение всех работ по транспортировке, разгрузке и складированию свай на площадке.
Перевозка железобетонных конструкций выполняется полноприводным тягачами КАМАЗ, укомплектованными низкорамными прицепами. Машины обладают высокой проходимостью, они способны преодолевать сложную пересеченную местность и добираться на удаленные от города объекты.
Для сотрудничества с СК «Установка Свай» заполните форму «Отправить заявку» либо свяжитесь с представителями компании по контактным телефонам. Мы гарантируем, что взятые фирмой обязательства будут выполнены быстро и качественно!
Полезные материалы

Забивка свай гидромолотом
Компания «Установка Свай» реализует услуги по забивке железобетонных свай гидравлическими молотами.
Источник



