
- Технология производства керамического кирпича полусухого прессования
- Производство кирпича методом полусухого формования
- 2.1 Методом полусухого прессования
- 2.2 Методом пластического формования
- Полусухое вибропрессование: технология и оборудование
- Что такое полусухое вибропрессование?
- Что можно производить технологией полусухого вибропрессования
- Оборудование, необходимое для производства вибропрессованных изделий
- Этапы производства вибропрессованных изделий
- Достоинства вибропрессованной продукции
- Возможности линий полусухого вибропрессования
- Технология производства кирпича
- Технология производства строительного керамического кирпича. Пластичный и полусухой способы производства.
Технология производства керамического кирпича полусухого прессования
 Производство керамического кирпича методом полусухого прессования – это сложный, многостадийный технологический процесс, направленный на получение современного высококачественного строительного материала, имеющего более низкую стоимость, нежели традиционный кирпич пластического прессования.
Производство керамического кирпича методом полусухого прессования – это сложный, многостадийный технологический процесс, направленный на получение современного высококачественного строительного материала, имеющего более низкую стоимость, нежели традиционный кирпич пластического прессования.
Сырьевыми материалами для производства такого кирпича служат красножгущиеся суглинки, кварцевый песок, возможно карбонатные опоковидные породы, может использоваться ряд выгорающих добавок, таких как угольные шламы или древесные опилки, а также дроблёный бой бракованного кирпича.
Разработка карьеров сырьевых материалов ведется предприятиями хозяйственным способом с использованием горно-транспортного оборудования: экскаваторов (одно- или многоковшовых), бульдозеров, а иногда и грейдеров. Транспортировка глины на завод осуществляется автомобильным транспортом, как правило, это самосвал с полуцилиндрическим кузовом с подогревом (для облегчения разгрузки в холодное время года).
Для хранения глины, ее усреднения и вылеживания используется закрытое глинохранилище. Длительное вылеживание сырья в глинохранилище значительно улучшает его технологические свойства.
Далее осуществляется предварительное измельчение, необходимое для разрушения крупных агрегатированных кусков глины. Для этой технологической операции используется двухвальный рыхлитель. Глинорыхлитель работает следующим образом: крупные комья глины, попадая внутрь данной установки, разрезаются билами (рабочий орган данной установки, представляющий собой выступ на вращающейся оси), а при сухой глине дробятся. Измельченные комья через металлическую решетку с размером ячеек 150-200 мм направляются в ящичный питатель. Для очистки валов от налипания на двух боковых стенках корпуса предусмотрено два ряда ножей. Дозирование компонентов керамической массы, а также стабилизация её подачи на дальнейшую обработку, обеспечиваются ящичными питателями.
Ящичный питатель – установка прямоугольной формы с открытым верхом, в качестве дна которой выступает ленточный транспортер. Положение его передней стенки является регулируемым, от положения которой зависит объём материала, попадающего на ленточный транспортёр.
Пройдя магнитный сепаратор, глинистое сырье поступает на вальцы грубого помола (или дробления), где подвергается помолу и истиранию.
Тонкое измельчение (или помол) пластичных сырьевых материалов (глин и суглинков) сводится к их перетиранию с целью разрушения первичных связей, связывающих отдельные зёрна в крупные агрегатные включения. Для этого применяют такие устройства, как дифференциальные вальцы. Основными рабочими органами данной установки являются два гладких вала, вращающихся с разной скоростью. При работе вальцев грубого помола материал поступает на тихоходный вал, который затягивает массу в зазор между вращающимися с разной скоростью валами и раздавливает. Зазор между валами составляет 3-4 мм, при этом достигается максимальная эффективность обработки.
Далее, из полученной сыпучей субстанции необходимо получить сплошную плотную массу (пресс-порошок) с заданными ей температурой и влажностью, соответствующих формовочным.
Пресс-порошком называют сыпучую несвязную субстанцию, с заданным гранулометрическим составом и влажностью.
Для этого глину подсушивают в специальной установке — сушильном барабане, представляющем собой сварной металлический цилиндр с огнеупорной износостойкой футеровкой диаметром 1,5 – 3,0 и длиной 15 м, опирающийся на ряд роликов. Барабан имеет наклон 3 – 5 градусов и приводится в действие от привода через зубчатую передачу. Материал, загружаемый через торцевое отверстие, расположенное в верхней части барабана, перемещается в результате его наклона и вращения к разгрузочному отверстию. Сушка осуществляется горячим воздухом с температурой до 800°С.
Дополнительные сырьевые материалы (карбонатные плавни, выгорающие добавки) поступают в бункеры склада добавок и ленточным транспортером подаются в ящичный питатель. Далее подается на первичное дробление в дезинтеграторные вальцы.
Дезинтеграторы состоят из двух корзин, вращающихся в противоположном направлении, представляющих собой диски, имеющие специальные металлические выступы. Степень помола зависит от частоты вращения корзины дезинтегратора, расстояния между выступами и влажности массы. Степень измельчения возрастает с увеличением скорости вращения и уменьшением расстояния между корзинами.
Измельченная сырьевая добавка ленточным транспортером подается на виброгрохот, где осуществляется её просеивание. После просеивания добавка поступает в сушильный барабан, после чего совместно с глиной проходит все дальнейшие стадии технологической переработки.
Полученный керамический пресс-порошок, конвейером подается в бункер-накопитель пресса. Из бункера-накопителя пресс-порошок раздаточным конвейером подается в глиномешалку-питатель, в которой происходит тщательное перемешивание и равномерное распределение влаги по всему объему.
Далее пресс-порошок подается в гидравлический или коленорычажный пресс, где происходит двухступенчатое формование: первая ступень прессования при давлении 4-10 МПа, вторая — 25-30 МПа, Длительность прессования должна обеспечить максимальное удаление воздуха из формируемого сырца и обычно составляет 0,5-3,5 с.
Спрессованный кирпич-сырец по рольгангу конвейера отбора сырца поступает на пост съемки-укладки, где формируется в технологические пакеты вручную либо с помощью автомата-садчика. Садка-выставка пакетов выполняется с помощью корзинчатого захвата мостовым краном.
Следующим этапом производственного процесса является сушка, однако благодаря невысокой влажности кирпича-сырца (8-12%), а также высокому давлению прессования, данную стадию технологического процесса, в большинстве случаев, объединяют с обжигом.
Сырец-кирпич сушат в камерных и туннельных сушилках, в течение 12-35 часов и температуре 90 – 120 °С.
Обжиг кирпича осуществляется в кольцевой или туннельной печи, работающей на газовом топливе при температуре 950-1050 ºС. Продолжительность обжига составляет: в кольцевых печах 1,5-3 суток, в туннельных 18-24 ч. После обжига кирпич подвергается сортировке, раскладке на поддоны и отгрузке потребителю.
Источник
Производство кирпича методом полусухого формования
2.1 Методом полусухого прессования
Метод полусухого прессования предусматривает предварительное высушивание сырья, последующее измельчение его в порошок, прессование сырца в пресс-формах при удельных давлениях, в десятки раз превышающих давление прессование на ленточных прессах. Преимущества технологии полусухого прессования заключается в том, что спрессованный кирпич-сырец укладывается непосредственно на печные вагонетки и на них высушивается в туннельных сушилках, или же, минуя предварительную досушку, непосредственно поступает на обжиг. Комплексная механизация производства осуществляется проще, чем при методе пластического формования. Однако технология полусухого прессования требует более совершенной системы аспирации на трактах приготовления и транспортирование порошка, использования более высокопроизводительных прессов.
Керамический кирпич получают путем приготовления пресспорошка заданного зернового состава с влажностью 7-9%, кратковременного прессования при удельном давлении не менее 20 мПа, сушки и обжига сырца.
Отличие технологии полусухого прессования от традиционной пластической формования заключается в упрощенной схеме приготовления сырьевой смеси. Кроме того, оборудование для оснащения линии подготовки пресспорошка менее энерго- и металлоемко. Полусухое прессование облегчает одну из наиболее сложных и длительных стадий технологического процесса — сушку. Получаемый кирпич имеет более четкие грани и углы, что позволяет использовать его как лицевой материал.
Особенности технологии полусухого прессования заключаются в следующем. Предусмотрен метод грануляции — как один из эффективных вариантов рыхлого глинистого сырья к сушке. Гранулирование исходного сырья перед сушильным барабаном обеспечивает улучшение условий сушки, снижение потерь с выносами (унос пыли), повышение однородности по размерам и влажности кусков, способствует повышению качества кирпича.
Технологическая схема производства кирпича включает:
-приемку и месячное хранение глинистого сырья в крытом глинозапаснике;
-первичную переработку сырья в камневыделительных вальцах;
-гранулирование сырья в прессе-грануляторе;
-высушивание гранул в сушильном барабане;
-хранение суточного запаса гранул в бункерах запаса;
-дробление гранул до необходимого гранулометрического состава в стержневом смесителе;
-формование кирпича-сырца на прессах;
-сушка сырца в люлечных роторно-конвейерных сушилах;
-укладка сырца на обжиговые вагонетки автоматами-садчиками;
-обжиг кирпича в туннельной печи;
-укладка кирпича на поддоны;
-складирование готовой продукции;
2.2 Методом пластического формования
Технологическая схема производства изделий с пластическим способом подготовки массы, несмотря на свою сложность и длительность, наиболее распространена в промышленности стеновой керамики. Метод формования из пластических масс исторически сложился на основе пластических свойств глин и широко используется в керамической технологии. Способ пластического формования позволяет выпускать изделия в широком ассортименте, более крупных размеров, сложной формы и большей пустотности. В отдельных случаях предел прочности при изгибе и морозостойкость таких изделий выше, чем у изделий, полученных способом полусухого прессования из того же сырья.
При переработке глин в сыром виде схема подготовки сырья несколько проще и экономичней, поскольку нужно меньше перерабатывающего оборудования, следовательно, меньше энергоемкость. Все оборудование более надежно и просто в обслуживании. Температура обжига изделий примерно на 50 0 С ниже, чем у изделий полусухого прессования, что позволяет также снизить энергозатраты на обжиг и в какой-то мере компенсируют высокие затраты на сушку.
Недостатком способа пластического формования является большая длительность технологического цикла за счет процесса сушки сырца, продолжающегося от 1 до 3 суток. Низкая прочность формованного сырца, особенно пустотелого, большая усадка материала при сушке и наличие отдельного процесса сушки затрудняет возможность механизации трудоемких операций при садке сырца на сушку, перекладке высушенного сырца для обжига и совмещения в одном агрегате процессов сушки и обжига.
Чтобы получить изделия требуемого качества необходимо из глины удалить каменистые включения, разрушить ее природную структуру, получить пластичную массу, однородную по вещественному составу, влажности и структуре, а также придать массе надлежащие формовочные свойства. Глиняный брус формуют в горизонтальных ленточных шнековых прессах часто с вакуумированием массы. Вакуумирование массы способствует повышению ее плотности, пластичности, улучшает формовочные и конечные свойства кирпича.
Производство керамики должно быть обеспечено непрерывной подачей однородного глинистого материала, лишенного каменистых включений имеющего разрушенную природную «структуру» для лучшего смачивания, сохраняющего достаточно постоянную влажность независимо от времени года и равномерно перемешенного с добавками. На керамических заводах сырьевые материалы подвергают грубому, среднему и мелкому дроблению грубому и тонкому помолу. Обычно тонким помолом завершается механическое измельчение материалов, что обеспечивает более интенсивное их спекание, содействует снижению температуры обжига. Измельчение глинистых материалов проводят последовательно на вальцах грубого и тонкого измельчения. Каменистые включения не могут быть полностью выделены из глины общепринятыми механическими приемами – дезинтеграторными ребристыми вальцами. Опыт показывает, что при пользовании этими машинами в глине может остаться около половины (а иногда и более) камней. В дальнейшем эти камни будут в значительном своем количестве перемолоты гладкими вальцами или бегунами, что, однако, вызывает быстрый износ бандажей и частые ремонты. Бегуны мокрого помола используют при наличии в глинах трудноразмокаемых включений и для обработки плотных глин и глин, содержащих известковые включения. Предварительное (грубое) дробление непластичных твердых материалов в керамической технологии производят в щековых или конусных дробилках, работающих по принципу раздавливающего и разламывающего действия. Степень измельчения в щековой дробилке 3-10, а в конусной – 6-15. Среднее и мелкое дробление, грубый помол непластичных материалов выполняется с помощью бегунов, молотковых дробилок, валковых мельниц. Молотковая дробилка обеспечивает высокую степень измельчения (10-15), однако влажность дробимого материала не должна быть более 15%.
Подача и дозировка сырья на большинстве кирпичных заводов происходит при помощи ящичных питателей.
В настоящее время на многих керамических и кирпичных заводах широко применяется увлажнение глины паром. Этот способ состоит в том, что в массу подается острый пар, который при соприкосновении с холодной глиной конденсируется на ее поверхности. В результате пароувлажнения обрабатываемая масса нагревается до 45-60 о С. Пароувлажнение имеет существенные преимущества, так как улучшается способность массы к формованию, что обуславливает уменьшение брака при формовке и повышение производительности ленточных прессов на 10-12%, снижение расхода электроэнергии на 15-20%. В результате пароувлажнения улучшаются сушильные свойства массы, что позволяет сократить продолжительность сушки сырца на 40-50%. Иногда производят дополнительную обработку керамической массы, которая осуществляется в вальцах тонкого помола, дырчатых вальцах или в глинорастирателе.
Полусухое вибропрессование: технология и оборудование
Что такое полусухое вибропрессование?
Вибропрессование – это технология производства строительных материалов, заключающаяся в уплотнении полусухих (жестких) бетонных смесей, благодаря воздействию на них вибрации и высокого давления. В производстве используется три основных компонента:

1.Вяжущее вещество (цемент);
2.Заполнитель (песок, щебень, керамзит, шлак и др). В зависимости от свойств применяемого заполнителя, готовая бетонная продукция различается своими физико-механическими показателями (прочностью, теплопроводностью и др.);
3.Вода. Благодаря низкому содержанию воды в смеси, получаемые строительные материалы обладают высокими эксплуатационными качествами (морозостойкость, прочность). Технология вибропрессования подразумевает заполнение формы не за счет текучести смеси, как в обычном жидком бетоне, а за счет вибрации и давления на полусухую смесь;
4.При необходимости — красители, пластификаторы, ускорители затвердевания;
Производство изделий методом вибропрессования практически или полностью автоматизировано, что позволяет наладить выпуск продукции в промышленных масштабах.
Что можно производить технологией полусухого вибропрессования
Вибропрессование – популярный метод производства мелкоштучных строительных материалов, так как позволяет изготавливать широкую номенклатуру бетонных изделий. В этот список входят:

 Стеновые и перегородочные камни (шлакоблоки, керамзитоблоки, арболитоблоки и др.)
Стеновые и перегородочные камни (шлакоблоки, керамзитоблоки, арболитоблоки и др.)
Фасадный кирпич
Тротуарная плитка/брусчатка
Дорожные и садовые бордюры, поребрики
Водосточные лотки
Фундаментные блоки и блоки несъемной опалубки
Элементы ландшафтной архитектуры
Для выпуска принципиально нового вида изделий достаточно сменить формообразующую оснастку на вибропрессе. Производители вибропрессового оборудования при необходимости могут создать пресс — форму по вашим чертежам.
Оборудование, необходимое для производства вибропрессованных изделий
От соблюдения технологии производства и используемого оборудования зависит качество производимых изделий. Оборудование для полусухого вибропрессования включает в себя:
· Вибропресс – это прессующий агрегат, который может выпускать широкую номенклатуру мелкоштучных строительных материалов, благодаря применению ударной или гармонической вибрации. Вибропрессы бывают мобильные, стационарные и ручные.
Ручные станки имеют низкую производительность и предназначены для использования в индивидуальных целях. Мобильные агрегаты производят формование бетонного изделия непосредственно на подготовленную рабочую площадку в помещении или на улице, пошагово передвигаясь по ней. Такой станок часто называют «шагающим» или «несушкой». Стационарный вибропресс устанавливается на фундаментную площадку и эксплуатируется в одном месте. Его преимуществом является то, что он может работать в составе целого формовочного комплекса, включающего в себя бетоносмесители, дозаторы, транспортеры и др.
· Бетоносмеситель. Для приготовления полусухих бетонных смесей используются бетоносмесители принудительного типа (горизонтальные лопастные, планетарные). Их особенность заключается в перемешивании бетонной смеси не за счет вращения барабана, как в гравитационных бетономешалках, а за счет вращения внутри неподвижной емкости вала с лопастями.
· Формообразующая оснастка. Для изготовления вибропрессованных строительных материалов необходима формообразующая оснастка: пуансоны и матрицы. Матрица — это металлическая форма, определяющую параметры будущего готового изделия. Пуансон — выполняет функцию пресса и имеет форму, обратную форме матрицы, точно входя в нее в процессе формования.
· Технологические поддоны — сменное оборудование для оснащения вибропрессов при формовании бетонных изделий, а также их перемещения в зону сушки.
· Ленточный конвейер или скиповый подъемник предназначены для транспортировки бетонной смеси из бетоносмесителя в бункер вибропресса.
· Вибросито применяют для механического просеивания сыпучих материалов для получения необходимой фракции. Его использование помогает повысить качество готовых вибропрессованных изделий.
· Дробилка позволяет из более крупной фракции наполнителя получать более мелкую. Крупная фракция дешевле, поэтому использование дробилки позволяет сэкономить деньги на закупе керамзита, щебня и т. д.
Этапы производства вибропрессованных изделий
Процесс вибропрессования делится на несколько этапов:
1.Замешивание бетонной смеси в бетоносмесителе.
2.Формование изделий. На вибростол вибропресса помещается технологический поддон, на который устанавливается матрица. Форма заполняется подготовленной смесью. Пуансон, опускаясь, давит на смесь и, при включенной вибрации, происходит формование. После завершения процесса пуансон и матрица поднимаются, оставляя на поддоне готовые изделия.
Жесткие бетонные смеси не требуют выдержки в пресс формах перед распалубкой, так как только что отформованные изделия сохраняют свою форму и могут быть сразу перемещены в зону сушки.
3.Сушка готовой продукции происходит либо в специальных пропарочных камерах – до 8 часов, либо в естественных условиях при температуре не менее 10°С – до 24 часов.
Технология вибропрессования, благодаря высокой степени механизации и автоматизации, позволяет производить большие объемы бетонных изделий с минимальным использованием ручного труда.
Достоинства вибропрессованной продукции
Вибропрессование позволяет получать качественные строительные материалы, обладающие высокой прочностью и долговечностью. К основным достоинствам вибропрессованных изделий относятся:
·Точность геометрических форм и размеров,
·Высокая устойчивость к постоянным нагрузкам, механическим и химическим воздействиям
·Низкий показатель водопоглощения, благодаря чему вибропрессованные изделия можно использовать в любой климатической зоне.
·Соответствие производимых материалов требованиям государственного стандарта (ГОСТ 6133-99 «Камни бетонные стеновые. Технические условия»).
·Изделия, произведенные с использованием красящего пигмента, не теряют насыщенности цвета на протяжении всего срока эксплуатации.
·Вибропрессованные блоки, хорошо поддаются оштукатуриванию и другим видам отделочных работ; при этом, они сами могут быть фасадным материалом (цветной кирпич, колотый кирпич).
Возможности линий полусухого вибропрессования
·Применение технологии вибропрессования позволяет производить распалубку сразу же после завершения процесса формования. Это сокращает время изготовления изделия.
·Высокая производительность оборудования и минимизация влияния человеческого фактора на результат.
·Использование различных наполнителей в приготовлении бетонных смесей: песок, шлак, бой кирпича, щебень, керамзит, арболит и др.
·Стоимость вибропрессового оборудования зависит от его производительности, поэтому для индивидуального использования легко найти модель, которая будет соответствовать вашему бюджету.
·Простота управления вибропрессом, быстрая смена формообразующей оснастки без обращения к специалистам.
·Возможность производить изделия различной формы и размеров: блоки могут иметь различное количество и форму пустот; дорожные камни (бордюры, тротуарная плитка) имеют широкую номенклатуру.
Полусухое вибропрессование – это современный высокопроизводительный метод производства строительных материалов. Высокая степень автоматизации используемого оборудования позволяет наладить выпуск большого объема продукции с минимальным использованием ручного труда. К тому же, вибропрессы просты в эксплуатации и не требуют наличия специального образования.
Технология производства кирпича




![]()
![]()
На рис. 2 приведена блок-схема технологического процесса производства кирпича способом пластического формования
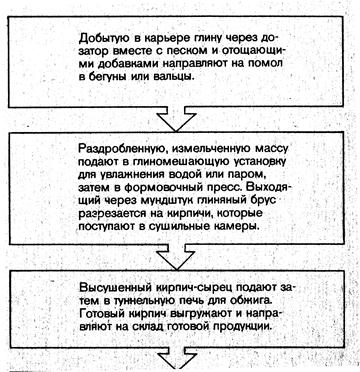
Рис.2. Блок схема технологического процесса производства кирпича способом пластического формования
На рис.3 представлена развернутая схема операций подготовки глиномассы и пластического формования кирпича.
Рис.3. Технологическая схема производства кирпича способом пластического формования.
1 – ящичный подаватель, 2 – транспортер, 3 – дробление глины на дезинтеграторных вальцах, 4 – помол глины на бегунах, 5 – транспортер, 6 – формование кирпича на ленточном прессе, 7 – резка кирпича-сырца на автомате.
Песок, добавки и воду, в случае недостаточной естественной влажности глины, можно добавлять на стадии помола на бегунах (как отмечено в блок-схеме).
Ленточный пресс, или экструдер (рис.4), представляет собой машину, по принципу действия аналогичную мясорубке, но без ножей.
Глина поступает сверху в глиномялку 8, продавливается через решетку 7 – в вакуум-камеру 6. В вакуум-камере создается разрежение, в результате часть воды испаряется, что способствует в дальнейшем упрочнению кирпича за счет уменьшения капиллярных пор, остающихся при испарении избыточной воды. Далее шнековый вал 1 уплотняет глину в прессовой головке 2 и через мундштук 3 с отверстием в идее прямоугольника размером 250 х 120 мм выдавливается глиняный брус 4, который в дальнейшем разрезается на отдельные кирпичи. Полученный необожженный кирпич называется «кирпич-сырец».
Кирпич-сырец укладывается на вагонетки и поступает на сушку в туннельную сушилку, где навстречу движущимся вагонеткам с кирпичом идут отходящие из печи обжига горячие газы, высушивающие кирпич.
Рис.4. Ленточный вакуумный пресс. 1 – шнековый вал, 2 – Прессовая головка, 3 – мундштук, 4 – глиняный брус, 5 – крыльчатка, 6 – вакуум-камера, 7 – решетка, 8 — глиномялка.
Обжиг кирпича на современных заводах проводится в туннельных печах, по принципу действия сходных с туннельными сушилками, но в печи, в отличие от сушилки, на стенках средней части туннеля располагаются горелки, обжигающие своим пламенем кирпич, проезжающий мимо них на вагонетках. Температура обжига обычного стенового кирпича около 1000°С. Обожженный кирпич несколько остывает к концу туннеля печи, но принимает температуру окружающего воздуха уже на складе готовой продукции.
Способ производства кирпича методом полусухого прессования отличается, прежде всего, подготовкой глины. Глину сушат в барабанных сушилках, измельчают в сухом виде на дезинтеграторах и увлажняют водой или паром до 8-10 % влажности. Далее прессуют отдельные кирпичи на гидравлических прессах и подают в вагонетках на обжиг. Стадия сушки сырца в этом методе отсутствует.
Один и тот же материал, полученный разными способами, имеет различие в свойствах. Так, например, кирпич полусухого прессования отличается от кирпича, полученного способом пластического формования (при одном и том же сырье), меньшим сопротивлением изгибу. Изучение технологии в нашем курсе как раз имеет целью выяснение влияния способа получения на свойства материалов.
На свойства кирпича и других керамических изделий влияет не только состав глины и глиномассы, не только способ формования, но и температура обжига. Если для стенового кирпича обычная температура обжига 900…1000°С, то дорожный кирпич, плитки для пола, огнеупорные материалы обжигаются при более высокой температуре – до 1400°С. Материалы, обожженные при разных температурах, имеют разную структуру.
4. Состав структура и свойства керамики
Из раздела о превращениях глины при обжиге (см. выше) ясен химический состав строительной керамики: сплав из силикатов алюминия и кремнезема. По фазовому составу в керамике можно выделить: кристаллическую фазу, аморфную фазу и поры. Аморфная фаза имеет тот же химический состав, что и кристаллическая, она образовалась при оплавлении кристаллов и играет роль связующего в керамическом материале. Содержание газовой фазы – пор зависит от степени спекания (температуры обжига) и наличия в составе глиномассы веществ, выделяющих при обжиге газы, например, порообразующих (выгорающих) добавок.

Таким образом, структуру керамики можно назвать микроконгломератной, а при значительном содержании пор – капиллярно-пористой с открытыми порами.
Если в плотной и технической (оксидной) керамике пористость играет отрицательную роль – снижает прочность, то в строительной керамике поры могут иметь и положительное, и отрицательное значение. Это касается, в первую очередь стеновой керамики – кирпича и керамических камней. Благодаря открытой пористости кирпичная стена «дышит», т.е. обладает необходимой для стенового материала газопроницаемостью. В то же время при большой влажности воздуха внутри помещения (бани, прачечные и пр.) влага задерживается в порах кирпича стены, замерзает в наружном слое зимой и вызывает разрушение кирпича. Пористая керамика, таким образом, относится к материалам с малой прочностью и морозостойкостью, а также со значительной водопроницаемостью (вследствие открытости пор). Поэтому для строительных керамических изделий, работающих в условиях постоянной влажности, применяют плотную керамику (дорожный кирпич, плитки для пола, санитарно-технические изделия, трубы)
Характеристики структуры пористой керамики в цифрах: пористость 10-40%; водопоглощение по массе от 5 до 20 %; водопоглощение по объему от 10 до 40%. Плотная керамика имеет 0,5. 5 % водопоглощение по массе и 1. 10% по объему.
Теплопроводность керамики: 1,16 Вт/м.К – для абсолютно плотного черепка, 0,8 Вт/м.К – для кирпича, 0,2 Вт/м.К и менее – для эффективных (теплоизоляционных) изделий.
Прочность пористой керамики до 30 МПа, плотной — до 100 МПа; морозостойкость пористой керамики 15-50, плотной – выше.
Свойства керамического стенового кирпича в соответствии с ГОСТ 530-95 изложены в лабораторном практикуме. Там же приведены разновидности стенового кирпича и керамических камней по размерам.
Технология производства строительного керамического кирпича. Пластичный и полусухой способы производства.
При производстве керамического кирпича используется метод полусухого прессования и метод пластического формования, каждый из которых имеет свои достоинства и недостатки. При наличии рыхлых глин и глин средней плотности с влажностью не свыше 23-25% применяют пластический способ переработки глин; для слишком плотных глин, плохо поддающихся увлажнению и обработке с низкой карьерной влажностью (менее 14-16%) — полусухой способ переработки.
Метод полусухого прессования предусматривает предварительное высушивание сырья, последующее измельчение его в порошок, прессование сырца в пресс-формах при удельных давлениях, в десятки раз превышающих давление прессование на ленточных прессах. Преимущества технологии полусухого прессования заключается в том, что спрессованный кирпич-сырец укладывается непосредственно на печные вагонетки и на них высушивается в туннельных сушилках, или же, минуя предварительную досушку, непосредственно поступает на обжиг. Комплексная механизация производства осуществляется проще, чем при методе пластического формования. Однако технология полусухого прессования требует более совершенной системы аспирации на трактах приготовления и транспортирование порошка, использования более высокопроизводительных прессов.
Технологическая схема производства изделий с пластическим способом подготовки массы, несмотря на свою сложность и длительность, наиболее распространена в промышленности стеновой керамики. Метод формования из пластических масс исторически сложился на основе пластических свойств глин и широко используется в керамической технологии. Способ пластического формования позволяет выпускать изделия в широком ассортименте, более крупных размеров, сложной формы и большей пустотности. В отдельных случаях предел прочности при изгибе и морозостойкость таких изделий выше, чем у изделий, полученных способом полусухого прессования из того же сырья.
При переработке глин в сыром виде схема подготовки сырья несколько проще и экономичней, поскольку нужно меньше перерабатывающего оборудования, следовательно, меньше энергоемкость. Все оборудование более надежно и просто в обслуживании. Температура обжига изделий примерно на 500С ниже, чем у изделий полусухого прессования, что позволяет также снизить энергозатраты на обжиг и в какой-то мере компенсируют высокие затраты на сушку.
Недостатком способа пластического формования является большая длительность технологического цикла за счет процесса сушки сырца, продолжающегося от 1 до 3 суток. Низкая прочность формованного сырца, особенно пустотелого, большая усадка материала при сушке и наличие отдельного процесса сушки затрудняет возможность механизации трудоемких операций при садке сырца на сушку, перекладке высушенного сырца для обжига и совмещения в одном агрегате процессов сушки и обжига.
Поможем написать любую работу на аналогичную тему
Технология производства строительного керамического кирпича. Пластичный и полусухой способы производства.
Технология производства строительного керамического кирпича. Пластичный и полусухой способы производства.
Технология производства строительного керамического кирпича. Пластичный и полусухой способы производства.
Источник



