
Производство изделий кассетным способом
10. Кассетно-стендовая технология
10.1. Характеристика кассетно-стендовой технологии.
10.2. Кассетная установка и принцип ее работы.
10.3. Особенности технологии.
10.4. Технологические расчеты.
10.5. Преимущества и недостатки кассетной технологии.
10.1. Характеристика кассетно-стендовой технологии.
Кассетный способ производства заключается в формовании изделий в вертикальном положении в стационарных разъемных металлических групповых формах-кассетах, где изделия остаются до приобретения бетоном необходимой прочности. Рабочие, формующие изделия, в процессе производства перемещаются от одной кассетной формы к другой.
При формовании изделий в вертикальном положении достигается высокая точность их размеров и хорошее качество поверхности, т.е. изделия получаются гладкими и нуждаются лишь в незначительной обработке (шпаклевке), что особенно важно при формовании внутренних стеновых панелей, так как обе стороны таких изделий являются лицевыми.
10.2. Кассетная установка и принцип ее работы.
Кассетная установка , как правило, состоит из станины, пакета кассетных форм и машины для сборки и разборки формовочных отсеков.
Пакет кассетных форм представляет собой набор отсеков, разделенных между собой разделительными стенками и паровыми отсеками (паровые рубашки).
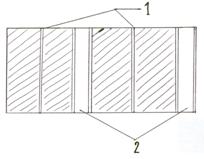
Рис. 55. Схема пакета кассетных форм:
1 — разделительные стенки; 2 – паровые отсеки.
Паровой отсек представляет собой замкнутую полость. Между паровыми отсеками должно быть не более двух изделий.
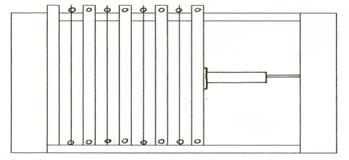
Рис. 56. Кассетная установка
Станина имеет 4 стойки, соединенные опорными рамами, на которые опираются механизмы перемещения и зажима разделительных стенок кассеты. Станина воспринимает распорные усилия, возникающие при формовании и вибрировании бетонной смеси.
Принцип работы:
Передняя стенка отодвигается при помощи гидравлического привода, затем вынимается изделие, а передняя стенка передвигается в исходное положение.
Далее специальными захватами сцепляется передняя стенка и вторая и отодвигаются вместе.
Затем вынимается второе изделие и т. д.
На торцах разделительных стенок имеются консоли, на которых установлены вибраторы:
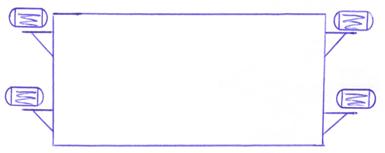
Рис. 57. Схема расположения вибраторов на торцах разделительных стенок кассетной установки
10.3. Особенности технологии.
Особенности технологии связаны с конструкцией формы и заключаются в необходимости укладки, уплотнении бетонной смеси, а также ТВО в узкой и высокой (щелеобразной) полости рабочих отсеков. В связи с этим предъявляются следующие требования:
— ограничение наибольшей крупности заполнителя в зависимости от толщины изделия (10 – 20 мм);
— необходимость использования высокоподвижных, литых смесей;
— дополнительное уплотнение бетонной смеси (использование глубинных вибраторов);
— при формовании уровень бетонной смеси во всех отсеках должен быть одинаков во избежание деформации стенок отсеков.
Кроме этого для кассетной технологии характерно следующее:
1) повышенный расход цемента;
2) возможность расслоения бетонной смеси;
3) бетон находится в «обойме», поэтому при ТВО не нужна предварительная выдержка изделий, таким образом можно сократить время ТВО и увеличить оборачиваемость кассетной установки.
При кассетной технологии рекомендуется применять «повторное вибрирование», то есть во время ТВО рекомендуется временно включать вибраторы (пока бетонная смесь не схватилась и способна к обратимым деформациям).
Для того, чтобы распалубка отсеков происходила легко необходимо боле качественно очищать отсеки кассетной установки.
По сравнению с другими способами производства чистка кассет является более трудоемкой операцией и занимает около 8 – 10 % продолжительности цикла.
10.4. Технологические расчеты.
1) Определяется продолжительность оборота кассетной установки:
где — продолжительность подготовки операций:
Источник
ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И КОНСТРУКЦИЙ
Кассетный способ производства, являясь по существу стендовым методом, выделяется в самостоятельную группу.
Суть этого способа заключается в том, что формование изделий происходит в вертикальном положении в стационарных разъемных групповых металлических формах-кассетах, в которых изделия находятся до приобретения бетоном заданной прочности. Рабочее звено, занятое в производстве изделия, перемещается от одной кассетной установки к другой, что при соответствующем числе форм позволяет осуществлять непрерывный производственный поток.
Кассетным способом изготавливают внутренние несущие стеновые панели, панели перекрытий, балконные плиты и другие железобетонные изделия, имеющие габариты, соответствующие размерам отсеков кассетных установок. В кассетных установках применяют подвижные бетонные смеси с осадкой конуса 7-9 см и выше с предельной крупностью заполнителя 20 мм:
Изготовление изделий производят следующим образом. После очистки, смазки и сборки кассетных установок в формовочные отсеки устанавливают арматурные каркасы и закладные детали. Затем заполняют их бетонной смесью. Уплотнение бетонной смеси осуществляют вибрацией. В зависимости от конструкции кассетной установки вибрация бетонной смеси может передаваться через арматурный каркас, виброгребенку, путем вибрации внутренних разделительных стенок, а также за счет вибрации днища отсека кассетной формы. После уплотнения верхнюю поверхность отформованных изделий заглаживают и покрывают крышками, матами или полимерными пленками в целях предотвращения испарения влаги из бетона во время тепловой обработки.
Установки со складывающимся сердечником предназначены для формования и термообработки объемных элементов лифтовых шахт, секций коллекторов и пешеходных переходов. Цикл изготовления изделий составляет 6 ч. Одновременно могут формоваться 2 элемента лифтовых шахт или 2 секции коллекторов, или 1 секция пешеходных переходов.
Отличительной особенностью установок для изготовления объемных элементов является наличие складывающихся сердечников, выполняющих функции внутренних формообразующих элементов. В рабочем состоянии конфигурация сердечников отвечает форме и размерам внутреннего очертания изделия. В этом положении осуществляется формование и тепловая обработка изделий. Уплотнение бетонной смеси осуществляется с Помощью навесных вибраторов. По окончании тепловой обработки сердечник с помощью крана извлекается из изделия, при этом его формообразующие элементы (стенки) складываются автоматически. Кинематика механизма сердечника обеспечивает при распалубке беспрепятственный вывод из изделия закрепленных на его стенках формообразующих элементов.
Установка состоит из сердечника, установленного на амортизаторы и оснащенного вибраторами, наружной опалубки, закрепленной на раме, охватывающей сердечник, рычажной выпрессовочной траверсы.
Эта установка работает следующим образом: в подготовленную форму укладывают бетонную смесь с одновременной вибрацией. После термообработки изделия на сердечник краном устанавливают выпрессовоч-ную траверсу, заводят пальцы в проушины наружных щитов, включают гидроцилиндр, который через тяги поворачивает рычаги траверсы. Рычаги поворачивают и одновременно поднимают наружные щиты, а те, в свою очередь, раму. Рама давит на изделие, поднимая его на высоту 160 мм. Происходит отрыв изделия от сердечника. Далее в обратном порядке снимают траверсу, открывают наружные борта, а изделие краном снимают с сердечника и устанавливают на конвейер отделки.
Источник
Производство ЖБИ кассетным способом

Современное производство ЖБИ предусматривает применение нескольких технологий, обеспечивающих высокую эффективность при создании бетонных изделий различного типа. Повышенной популярностью пользуется технология производства кассетным способом. Она является усовершенствованным аналогом стендового метода с вертикальной установкой форм кассетного типа, когда установки размещаются в технологическую линию.
Метод демонстрирует высокую эффективность при изготовлении изделий средних и крупных габаритов, в том числе: несущих и внутренних стеновых панелей, балконных плит, лестничных маршей, лестничных ступеней, бордюров, межэтажных перекрытий , а также широкого спектра других изделий, выпускаемых в массовом количестве, например, для строительства типовых зданий и сооружений.
Особенности и преимущества кассетной технологии производства ЖБИ
Ключевая особенность технологии – это применение в производстве специальных стационарных форм-кассет, оборудованных вибрационной плитой (для равномерного распределения бетонной смеси по форме) и паровым регистром (для ускорения формования и затвердевания бетона). Изделие находится в кассетах до приобретения необходимых параметров твердости. На всех этапах работ изделия остаются стационарными – производственное оборудование самостоятельно перемещается к каждой форме для проведения запланированных
манипуляций.
Технология производства ЖБИ кассетным способом, предусматривает следующие этапы:
- Предварительная очистка кассетной установки от остатков бетона – поверхность кассеты должна быть чистой и ровной. Это позволит выпускать изделия с максимально ровной поверхностью/гранями;
- Смазка поверхности кассетной формы масляной эмульсией – для минимизации сцепления бетона с металлической стенкой при расформовке;
- Установка арматурного каркаса – повышает прочность готового железобетонного изделия;
- Заполнение кассетных форм бетоном – проводится заливка бетона в подготовленную кассетную форму с предварительно установленным арматурным каркасом.
После заполнения формы бетоном выполняется его уплотнение. Учитывая разновидность кассетной установки, вибрационное воздействие может оказываться за счет вибрации днища/стенок кассетной формы или через специальную виброгребенку ( наружных или глубинных вибровозбудителей ). Завершив процесс формовки бетона вибрацией, специалисты накрывают кассеты специальными матами, крышками или пленкой из полимерного материала – это предотвращает испарение влаги в процессе тепловой обработки железобетонного изделия.
Преимущества кассетной технологии производства ЖБИ
Выпуск ЖБИ кассетным методом имеет несколько существенных преимуществ над конкурентными технологиями, в том числе:
- Высокая компактность производства ЖБИ – снижает потребность производства в свободных площадях, что сокращает ежемесячные издержки на аренду помещений и коммунальные услуги;
- Сокращение сроков производства изделия – использование более жестких режимов производства, сокращает время тепловой обработки изделия. При этом высокое качество производства сохраняется;
- Повышенная производительность труда – оператор принимает минимальное физическое участие в процессе производства ЖБИ;
- Высокая степень заводской готовности изделий – позволяет использовать готовые ЖБИ практически сразу после выгрузки из кассетной металлоформы.
Обратите внимание! Процесс производства ЖБИ изделий в кассетных формах со складывающимся сердечником занимает до 6-8 часов.
К таким изделиям относят: компоненты лифтовых шахт, канализационных коллекторов, лестничных маршей и т.д.
Где купить оборудование для кассетного производства ЖБИ?
Производственное предприятие ИНТЭК специализируется на выпуске технологических линий по производству ЖБИ изделий кассетным методом под ключ, а также отдельных комплектующих, для ремонта или модернизации уже работающих мощностей.
В компании работают выездные бригады шеф-мастеров. Они выполняют доставку оборудования на объект заказчика, проводят профессиональный монтаж и пуско-наладочные работы – это позволяет заказчику получить полностью работающее производство, готовое к выпуску качественных ЖБИ изделий. При необходимости, специалисты ИНТЭК готовы провести обучение персонала для работы на нашем оборудовании.
Хотите заказать технологическую линию производства ЖБИ по кассетному методу или необходима развернутая консультация?
Обратитесь к нашему менеджеру прямо сейчас!
Источник
Кассетный способ производства конструкций.
Кассетный способ производства, являясь по существу стендовым методом, выделяется в самостоятельную группу.
Суть этого способа заключается в том, что формование изделий происходит в вертикальном положении в стационарных разъемных групповых металлических формах-кассетах, в которых изделия находятся до приобретения бетоном заданной прочности. Рабочее звено, занятое в производстве изделия, перемещается от одной кассетной установки к другой, что при соответствующем числе форм позволяет осуществлять непрерывный производственный поток.
Кассетным способом изготавливают внутренние несущие стеновые панели, панели перекрытий, балконные плиты и другие железобетонные изделия, имеющие габариты, соответствующие размерам отсеков кассетных установок. В кассетных установках применяют подвижные бетонные смеси с осадкой конуса 7-9 см и выше с предельной крупностью заполнителя 20 мм.
Изготовление изделий производят следующим образом. После очистки, смазки и сборки кассетных установок в формовочные отсеки устанавливают арматурные каркасы и закладные детали. Затем заполняют их бетонной смесью. Уплотнение бетонной смеси осуществляют вибрацией. В зависимости от конструкции кассетной установки вибрация бетонной смеси может передаваться через арматурный каркас, виброгребенку, путем вибрации внутренних разделительных стенок, а также за счет вибрации днища отсека кассетной формы. После уплотнения верхнюю поверхность отформованных изделий заглаживают и покрывают крышками, матами или полимерными пленками в целях предотвращения испарения влаги из бетона во время тепловой обработки.
Процесс производства пустотных железобетонных плит агрегатно-поточным методом.
В состав технологических линий с агрегатно-поточным способом входят следующие основные агрегаты: формующая машина или бетоноукладчик с виброплощадкой, формоукладчик, установка для нагрева или механического натяжения арматуры, камера тепловой обработки, а так же посты распалубки, чистки и смазки форм, складирования полуфабриката, резервных форм и
готовых изделий (в зимнее время), ремонта и доводки форм, стенд для испытания готовых изделий.
На качество железобетонных изделий влияет сцепление бетона с поверхностью форм. Один из способов уменьшения сцепления – использование смазок. Правильно выбранная и хорошо нанесенная смазка облегчает рас формование изделия и способствует получению его ровной и гладкой поверхности.
Арматурные сетки и каркасы изготовляют в арматурном цехе, оборудованном резательными, гибочными и сварочными аппаратами. Изготовление арматуры складывается из следующих операций: подготовки проволочной и прутковой стали – чистки, правки, резки, стыкования, гнутья; сборки стальных стержней в виде плоских сеток и каркасов; изготовления объемных арматурных каркасов, включая приварку монтажных петель, закладных частей, фиксаторов. Подготовка арматуры, поступающей на завод в мотках и бухтах, заключается в их размотке, выпрямлении (правке), очистке и разрезке на отдельные стержни заданной длины. Правку и резку арматурной стали осуществляют на правильно-отрезных станках-автоматах.
Натяжение арматуры на упоры форм может быть одиночным (каждый арматурный элемент натягивается отдельно) или групповым (одновременно натягивается несколько элементов) в зависимости от конструктивных особенностей изделия.
По агрегатно-поточному способу производства преимущественно изготовляют предварительно напряженные многопустотные настилы и панели перекрытия, плиты покрытия размером 3×6, 3×12 и 3×16 м. а также колонны и свай.
На первой стадии производят распалубку изделий и отпуск натяжения арматуры. На второй стадии ведут подготовительные операции к бетонированию: смазку форм. Установку арматуры и ее натяжение электротермическим способом. На третьей стадии устанавливают второстепенные элементы изделия, закладные детали, монтажные петли и др. На четвертой стадии укладывают ненапрягаемую арматуру, а на стадии пять производят контроль всех операций и формы. После этого форма с помощью крана перемещается на виброплощадку. Бетонирование панели происходит за два подхода бетоноукладчика с вибронасадкой.

При поточном способе организации производства процессы формования, твердения и распалубке изделия выполняются на специализированных постах, входящих в состав технологического потока. Каждый пост оборудован соответствующими машинами и механизмами, а формы и изделия перемещаются от одного поста к другому.

В плитах все чаще требуется выполнять различные отверстия и вырезы. Они наиболее эффективно маркируются на верхней поверхности плиты автоматическими графопостроителями. Кроме того, графопостроитель может одновременно наносить идентификационные данные на боковые поверхности плит. В современном графопостроителе используется та же краска определенного типа, что и в струйных принтерах.
Источник



