
Производственная система на примере TPS
Производство — процесс изготовления товаров или предоставления услуг для потребителей. Это процесс, который использует нематериальные ресурсы, такие как идеи, творчество, исследования, знание, мудрость и т. д. Обычно, это ручной, механический или химический процесс, который преобразует полученные на входе материальные ресурсы, такие как сырье, полуфабрикаты или комплектующие в готовую продукцию или товар, имеющие ценность для потребителя.
В производственном процессе используются помещения, производственное оборудование и инструменты, людской труд, различные ресурсы — вода, электроэнергия, расходные материалы. В производственный процесс включены процессы обработки заказов, закупки сырья и материалов, складирования, транспортной логистики и т. п. Все эти процессы можно объединить в производственную или перерабатывающую подсистему.
Производственный процесс не может существовать без управляющего и вспомогательных (поддерживающих) процессов, которые имеют ценность только для самого предприятия. Вспомогательные процессы, например, обслуживание оборудования или IT-структуры предприятия, управление персоналом.
Таким образом, производственная система может быть определена как:
«Совокупность методов, процедур и планов, включающая в себя все функции, необходимые для переработки информации и сырья на входе в готовые товары/услуги на выходе».
Если планы не выполняются, намеченные цели не достигаются, значит, производственная система не работает.
Производственная система Toyota
Производственная система Toyota (TPS), погруженная в философию «полной ликвидации всех потерь», охватывает все аспекты производства для достижения максимальной эффективности. К потерям относят все, что не добавляет ценности для потребителя: потери из-за ожидания, ненужной транспортировки, лишних запасов, лишних этапов обработки, перепроизводства и брака. Все эти потери переплетаются друг с другом, создавая еще больше потерь, что, в конечном счете, отрицательно влияет на управление самой корпорацией.
Производственная система Toyota восходит своими корнями к автоматическому ткацкому станку Сакичи Тойода (1867-1930), который является автором одной из основополагающих концепций системы «Дзидока» (Jidoka) – производство высококачественной продукции.
TPS развивалась и дополнялась на протяжении многих лет путем проб и ошибок. Второй из основных принципов — концепция «Точно в срок» (Just-In-Time или JIT), разработанная Киичиро Тойода (1894-1952), основателем (и вторым президентом) Toyota Motor Corporation.
Дзидока и андон
Революционный автоматический ткацкий станок, изобретенный Сакичи Тойода не только позволил автоматизировать работы, которые раньше выполнялись вручную, но также станок останавливался сам в случае обнаружения поломки, чтобы предотвратить выпуск дефектной продукции. Если оборудование останавливается самостоятельно, возникает необходимость обратить внимание оператора на эту ситуацию. Поэтому важной частью производственного процесса стал «Андон» (Andon) — система сигнализации (световое табло), позволяющая считывать информацию с одного взгляда. Это позволило наблюдать за работой большого количества станков всего одному оператору. В результате, Сакичи удалось добиться чрезвычайного повышения производительности и эффективности работы.
Развитием системы дзидока стала «человеческая автоматизация». Частью сигнальной системы андон является специальный шнур, дернув за который, каждый рабочий может остановить конвейер. Роль автоматического стопора станка на конвейере выполняет каждый рабочий. Не успел завернуть гайку — дерни за шнур. Главное, что никто не станет ругать и наказывать этого рабочего. Наоборот, похвалят, что не передал дальше по конвейеру брак. Причину же попытаются установить, и это называется «Хансей» – постоянный анализ.

Точно в срок
Киичиро Тойода, который унаследовал эту философию, реализовал свое убеждение, что «идеальные условия для создания вещи создаются, когда машины, оборудование и люди работают вместе, чтобы добавить ценность, не создавая никаких отходов». Он придумал методики и технологии для устранения отходов между операциями и процессами. В результате, родился метод JIT.
«Точно в срок» означает создание «только того, что нужно, когда это необходимо, и в необходимом количестве». Например, чтобы эффективно производить большое количество автомобилей, который может состоять из 30000 частей, необходимо создать детальный план производства, который включает в себя и закупки запчастей. При этом каждая из 30 тысяч деталей должна поступить на определенное рабочее место на сборочном конвейере «в момент, когда это необходимо, и в необходимом количестве». В результате, устраняются потери и необоснованные заявки, что приводит к повышению производительности.
Канбан
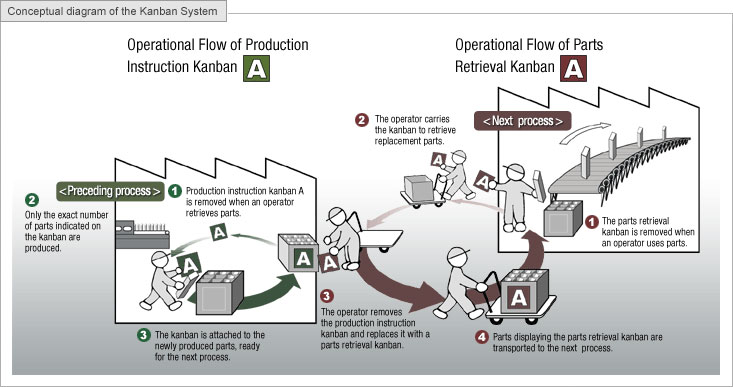
В производственной системе Toyota имеется уникальный метод управления производством «Канбан» (Kanban), который играет важную роль. Систему канбан также называют «Метод супермаркета», потому что идея использования контрольных карт была заимствована у американских супермаркетов. На контрольных картах продуктов указывается информация, например, название продукта, код товара и место хранения. В Toyota, когда процесс обращается к предшествующему процессу для получения запчастей, он использует канбан, чтобы сообщить, какие части были использованы.
Канбан позволяет процессу (заказчик) обратиться к предыдущему процессу (супермаркет) для получения необходимых частей, когда они необходимы и в необходимом количестве. Чтобы на предшествующих этапах не делать лишних частей и не доставлять их на следующий этап. На рисунке представлена иллюстрация принципа работы системы Канбан с двумя типами канбанов: карточки производственного заказа (зеленые) и карточки отбора комплектующих (коричневые).
Однако, оригинальные методы и процессы — это лишь одна сторона производственной системы Тойота. Вот, что говорит экс-вице-президент Toyota Group Ясухито Ямаучи о производственной системе TPS: «Суть TPS заключается в стандартизации процессов и системе постоянных улучшений (кайдзен или кайзен). И оба эти понятия неразрывно связаны с вопросами мотивации людей. Кстати, в Toyota принято говорить именно о людях, а не о персонале. Это отражает наше уважение к тем, кто работает в компании. Кроме того, основные факторы эффективности производственной системы – это: инициатива, находящаяся в руках рядовых сотрудников, делегирование полномочий, делегирование задач, предоставление рабочим свободы для принятия решений в разумных пределах, а также кайдзен. Среди этих пяти факторов нет ни одного, который можно было бы рассматривать в отрыве от мотивации и вовлеченности персонала. От того, насколько охотно люди хотят работать, насколько близко к сердцу они принимают происходящее в компании, напрямую зависят все пять основных факторов построения производственной системы». Полный текст интервью находится здесь.
Дао Тойота
Широко известна книга американского профессора Джеффри Лайкера «Дао Toyota: 14 принципов менеджмента ведущей компании мира». Автор 20 лет посвятил изучению опыта Тойота и сформулировал свои выводы в этой книге.
Практикуя философии «Ежедневные улучшения» и «Хорошее мышление, хорошие продукты», TPS превратилась во всемирно признанную производственную систему. Тойотовцы не сделали из своей системы тайны. Они готовы поделиться своим опытом со всеми. TPS явилась прообразом популярного во всем мире и в России Бережливого производства (Lean). И сегодня все подразделения Тойоты продолжают улучшать TPS день и ночь, чтобы обеспечить ее дальнейшее развитие — кайзден.
В последнее время «дух Toyota делать вещи» называется «Дао Toyota». Дао — это путь, но не в значении «дорога», а в более широком философском смысле — дело жизни. Он был принят не только внутри японской компании и в автомобильной промышленности, но и в производственной деятельности по всему миру, и продолжает развиваться во всем мире.
Источник
Тема 1. Производственные системы и их виды. Предприятие как производственная система
Тема 1. Производственные системы и их виды. Предприятие как производственная система
1. Определение понятия «производственная система». Закономерности развития производственных систем.
2. Предприятие как производственная система.
3. Элементы и факторы организации, функционирования и развития производственных систем
В.1. Определение понятия «производственная система». Закономерности развития производственных систем
Системой называют совокупность взаимосвязанных элементов, предназначенную для достижения определенной цели.
Система находится в постоянном взаимодействии с внешней средой, которая представляет собой совокупность всех объектов, изменение свойств которых влияет на систему, а также тех объектов, чьи свойства меняются в результате поведения системы. Характерной особенностью такой совокупности является то, что ее свойства как системы не сводятся к простой сумме свойств, входящих в нее элементов.
Качество организации системы обычно выражается в эффекте синергии. Он проявляется в том, что результат функционирования системы в целом получается выше, чем сумма одноименных результатов отдельных элементов, составляющих ее совокупность. На практике это означает, что из одних и тех же элементов мы можем получить системы разного или одинакового свойства, но различной степени эффективности в зависимости от того, как эти элементы будут взаимосвязаны между собой, т. е. как будет организована сама система.
Рассмотрим экономические (производственные) системы, которые обладают рядом особенностей, отличающих их от технических и иных систем:
нестационарностью (изменчивостью) отдельных параметров системы и стохастичность ее поведения;
уникальностью и непредсказуемостью поведения системы в конкретных условиях (благодаря наличию у нее активного элемента – человека) и вместе с тем – наличием у нее предельных возможностей, определяемых имеющимися ресурсами;
способностью изменять свою структуру и формировать варианты поведения;
способностью противостоять энтропийным (разрушающим систему) тенденциям;
способностью адаптироваться к изменяющимся условиям;
способностью и стремлением к целеобразованию, т. е. к формированию целей внутри системы.
Производственная система – это совокупность производственных, управленческих и вспомогательных бизнес-процессов, направленных на безопасное производство работ и удовлетворение потребителя.
Эффективность современной производственной системы определяется способностями преобразования ресурсов в ценности с наименьшими потерями, выявления и устранения потерь, развития и самообучения.
Производственная система – целенаправленный процесс, благодаря которому происходит превращение отдельных элементов системы в полезную продукцию.
Производственная система представляет собой обособившуюся в результате общественного разделения труда упорядоченную часть производственного процесса, способную самостоятельно или во взаимодействии с другими аналогичными системами удовлетворять те или иные нужды, потребности и запросы потенциальных потребителей с помощью производимых этой системой товаров и услуг.
С позиции системного подхода, производство – важнейшая сфера человеческой деятельности – представляет собой сложную систему. Системами, состоящими из комплекса взаимосвязанных объектов, являются народное хозяйство, отрасль промышленности, предприятие, цех, участок. Вместе с тем сложными системами являются и комплексы функций, виды деятельности, осуществляемые на предприятиях. Всю деятельность предприятия можно рассматривать как единую сложную систему, которая состоит из сети подчиненных, менее сложных систем.
Производственные системы – это особый класс систем, состоящих из трудящихся, орудий и предметов труда и других элементов, необходимых для функционирования системы, в процессе которого создаются продукция или услуги.
Полная система производственной деятельности организации называется операционной системой.
Производственная система (ПС) на первичном уровне может рассматриваться как группа механизмов (оборудование, аппараты и т. п.), обслуживаемых работником (оператор, машинист и т. п.). Каждый механизм и обслуживающий его работник представляют собой систему «человек-машина», состоящую из двух взаимодействующих и взаимосвязанных элементов.
Если пойти по пути интеграции систем «человек-машина», то мы можем прийти к производственному участку – сложной системе, состоящей из основных и вспомогательных рабочих, основного и вспомогательного оборудования, т. е. к системе со сложным комплексом взаимосвязей, взаимоотношений и интересов, обладающей сложной структурой и организацией.
Системами более высокого уровня и порядка будут цехи, отрасли и т. п. При этом каждое звено системы, подсистемы любого уровня отражает наиболее существенные черты системы более высокого уровня (порядка), частью которой эти звенья являются.
В производственной системе осуществляются производственные процессы. Их основой и определяющей частью являются технологические процессы, при осуществлении которых рабочий с помощью орудий труда воздействует на предметы труда и превращает их в продукт труда – готовую продукцию.
Элементами производственной системы являются люди и материальные объекты: труд, орудия труда, предметы труда, продукты труда, а также технология, организация производства.
Производственная система определяется поведением, эволюцией и набором структур.
Структура производственной системы – это совокупность элементов и их устойчивых связей, обеспечивающих целостность системы и тождественность ее самой себе, т. е. сохранение основных свойств системы при различных внешних и внутренних изменениях.
Структура производственной системы определяется составом и взаимосвязями ее элементов и подсистем, а также связями с внешней средой. Различают пространственную (связанную с расположением элементов системы в пространстве) и временную (основанную на последовательности изменения состояния элементов и системы в целом во времени) структуры производственных систем. Они тесно взаимосвязаны и взаимозависимы.
Целостность производственной структуры является одним из основных свойств системы. Все элементы ПС функционируют с единой общей целью – разработкой, проектированием и изготовлением необходимой продукции. ПС имеет вход, выход и обратную связь.
Возвращаясь к системному понятию термина «организация», отметим, что организация – это установление и обеспечение связей между элементами системы. Важно подчеркнуть, что, в отличие от биологических или технических систем, в организации социально-экономических систем связи носят менее устойчивый характер. Поэтому их необходимо не только устанавливать, но и постоянно поддерживать, т. е. обеспечивать их бесперебойное функционирование. В этом и состоит сущность организационной деятельность.
Тема 2. Производственный менеджмент в системе менеджмента предприятия
1.Эволюция производственного менеджмента.
Структура системы управления предприятием.
3. Основные функции производственного менеджмента
Рис. 2. Механизм функционирования производственной системы
Все методы и средства организации предполагают создание условий, максимально содействующих достижению поставленных целей.
Планирование представляет собой постановку проблемы, прогнозирование, определение целей, разработку стратегии их выполнение, определение условий и средств достижения цели.
Функционирование системы обеспечивается благодаря регулированию, которое включает учет и контроль. В процессе планирования принимаются решения. Потом создаются условия для его выполнения, и система начинает функционировать. Однако под влиянием внутренних и внешних факторов могут возникать отклонения от намеченных целей. Регулирование направлено на нейтрализацию причин отклонений и обеспечения желаемого хода развития системы.
Для обеспечения функционирования системы осуществляются сбор, хранение и обработка информации для расчета показателей, характеризующих функционирование системы и их анализ.
Контроль предполагает наблюдение за ходом достижения поставленных целей, проверку выполнения управленческих решений и оценку их последствий.
Регулирование позволяет выявить проблемы, требующие новых управленческих решений, новых организационных структур. Последствия этих решений вновь будут регулироваться, контролироваться.
Таким образом, производственные системы включают: планирование, анализ, контроль
В зависимости от особенностей производственной системы осуществляется процесс управления.
Основной функцией производственной системы является выпуск продукции.
Производствовключает непосредственно технологические процессы и вспомогательные операции, связанные с изготовлением продукции. Управление производством связано с составлением календарных планов, установлением норм выработки, совершенствованием технологии, контролем качества, обработкой материалов и т. п.
Подсистема планирования и контроля получает от перерабатывающей подсистемы информацию о состоянии системы и незавершенном производстве. Информация может поступать из внутренней и внешней среды организации.
Например, информация о спросе на продукцию, стоимости ресурсов, тенденции развития технологии, правительственных документах и т. п. поступает из внешней среды.
Подсистема планирования и контроля перерабатывает информацию и выдает решения, как должна работать перерабатывающая подсистема.
Конкретными вопросами, которые требуют решения, могут быть:
¨ планирование производственных мощностей;
¨ управление материально-производственными запасами;
Управлениеможет сталкиваться с разными проблемами, например: размещение предприятий; планировка предприятий и рабочих площадей; распределение ресурсов и последовательность их использования; выбор оборудования, его эксплуатация, текущий и капитальный ремонт, замена; материальные ресурсы; проектирование технологического процесса и контроль его хода; методы работы; контроль качества. Нетрудно убедиться в том, что это только небольшой круг проблем. Каждая из них может быть разбита на дополнительные подпункты.
Производственная подсистема управления предприятием по функциональному принципу может быть разделена на четыре основных функции:
I. инженерная функция (техническое и технологическое обеспечение производства);
II. финансовая функция (обеспечение деятельности предприятия ресурсами);
III. функция трудовых ресурсов (вербовка, отбор, подготовка трудовых ресурсов и управление персоналом);
IV. маркетинговая функция (обеспечение качественных и количественных выходов).
В общем виде сущность управления операциями состоит в следующем:
· разработка и реализация общей стратегии и направлений операционной деятельности предприятия;
· разработка и внедрение операционной системы (производственной системы), включая разработку производственного процесса, решение о месторасположении производственных мощностей, проектирование предприятия;
· планирование и контроль текущего функционирования системы;
· трансформация производственной системы (предание ей новых качественных и количественных параметров) в соответствии с требованиями и условиями внешней среды .
Следует отметить, что операционная система – это производственно-хозяйственная система, с четкой производственно-технологической ориентацией. Исходя из этого, базовыми элементами модели операционного менеджмента являются те элементы, которые образуют блок производственной подсистемы, охватывающей все функции.
Управление операциями или производственный менеджмент – это управление объектами (операционными ресурсами) или процессами, которые возникают в процессе создания товаров и услуг. Управление операциями создает согласованность между операциями и поддерживает жизнедеятельность производственных систем.
Производственный менеджмент ориентирован на создание и функционирование производственных систем. «Операционный менеджмент» ориентирован на управленцев, для того, чтобы понимать взаимосвязи между процессами, протекающими при подготовке, производстве и реализации продукции, а так же возможные проблемы и пути их разрешения.

Рис. 3 Матрица управления операционной системой:
Матрица представляет собой 12 секторов управления, каждый из которых так или иначе связан со всеми остальными и имеет свои специфики в управлении.
В процессе управления возникает множество конфликтов, основными причинами которых является:
Þ совместное использование ресурсов;
Þ взаимосвязь единства целей и различия задач;
Þ плохая коммуникационная система;
Þ компетентность, увязанная с п.2;
Þ различные ценности;
Þ психологические особенности.
Выполнение основной задачи производственной (или операционной) функции (эффективное преобразование входящих потоков в исходящие) должно быть направлено на достижение стратегической цели организации – выживание в долгосрочном периоде посредством повышения ее конкурентоспособности.
Главный показатель повышения конкурентоспособности организации – увеличение числа пользователей результатами деятельности организации, что прямо ведет к увеличению исходящих потоков.
Таким образом, производственная система может быть представлена как «затраты – превращение- выпуск», подчиняющаяся критериям планирования, анализа и контроля, что обеспечивает согласованное управление производством.
Вся деятельность предприятия представляет собой сложную единую систему, состоящую из сети подчиненных подсистем. Подсистема может быть представлена как подразделение первого порядка единой или целой сложной системы.
Одной из причин спада производства является снижение уровня управляемости предприятиями. Преодоление спада производства может быть осуществлено не только за счет внешних инвестиций в производственные отрасли, но и за счет мобилизации собственных ресурсов, что говорит о важности эффективного производственного менеджмента.
Тема 3. Основы организации производства
Производственный процесс.
Проектирование предприятия
Производственный цикл
Этап Планирование производственных мощностей.
В терминологии операционного менеджмента слово “capacity” (мощность) имеет значение: способность, владеть, получать, хранить и приспосабливать.
С точки зрения операционного менеджмента «Производственная мощность» рассматривается как объем выхода продукции, которого способно достичь конкретное предприятие в определенный период времени и в конкретных рыночных условиях.
В практике управления производством различают несколько видов понятий, характеризующих производственные мощности: проектную, пусковую, освоенную, фактическую, плановую, входную и выходную по периоду, вводимую, выводимую, балансовую.
Цель стратегического планирования
производственных мощностей – обеспечение методов определения такого общего уровня мощности капиталоемких ресурсов – производственных помещений, оборудования и совокупного объема рабочей силы, который наилучшим образом поддерживал бы долговременную конкурентную стратегию.
Целевой уровень производственной мощности оказывает влияние на:
Þ способность фирмы реагировать на действия конкурентов;
Þ на структуру ее издержек;
Þ на политику управления запасами;
Þ на необходимость организации эффективной работы управленческого персонала.
Основные задачи планирования масштабности производства:
1) определение технологической приоритетности;
2) установление соотношения постоянных и переменных затрат (операционный ливеридж);
3) определение физических ограничений на масштабы производства;
4) определение технической маневренности масштабов производства;
5) определение экологические и санитарные ограничения.
Сущность планирования мощности заключается в выборе модели организации предприятия.
Общая мощность = Количество составных элементов Х Мощность каждого элемента
На выбор оптимальной модели организации оказывает влияние три основных элемента:
А) технологические особенности и технологическая оптимальность;
Б) экономическая эффективность (капиталоемкость и наукоемкость одной из подсистем организации);
В) маркетинговая необходимость (необходимость распыления организационных подсистем в связи с распылением определенных показателей (потребителей)).
Наилучший оперативный уровень – уровень производственной мощности, на который был изначально спроектирован производственный процесс, а следовательно и объем производства, при котором средняя стоимость единицы продукции минимальна.
Проектная производственная мощность определяется в процессе проектирования производства и отражает его возможности для принятых в проекте условий функционирования предприятия.
В течение каждого планируемого периода производственная мощность может измениться. Чем больше планируемый период, тем вероятность таких изменений выше.
В. Производственный цикл
Производственный цикл
Производственным циклом изготовления той или иной машины или ее отдельного узла (детали) называется календарный период времени, в течение которого этот предмет труда проходит все стадии производственного процесса от первой производственной операции до сдачи (приемки) готового продукта включительно. Сокращение цикла дает возможность каждому производственному подразделению (цеху, участку) выполнить заданную программу с меньшим объемом незавершенного производства. Это значит, что предприятие получает возможность ускорить оборачиваемость оборотных средств, выполнить установленный план с меньшими затратами этих средств, высвободить часть оборотных средств.
Производственный цикл состоит из двух частей: из рабочего периода, т. е. периода, в течение которого предмет труда находится непосредственно в процессе изготовления, и из времени перерывов в этом процессе.
Рабочий период состоит из времени выполнения технологических и нетехнологических операций; к числу последних относятся все контрольные и транспортные операции с момента выполнения первой производственной операции и до момента сдачи законченной продукции.
Структура производственного цикла (соотношение образующих его частей) в различных отраслях машиностроения и на разных предприятиях неодинакова. Она определяется характером производимой продукции, технологическим процессом, уровнем техники и организации производства. Однако, несмотря на различия в структуре, возможности сокращения длительности производственного цикла заложены как в сокращении рабочего времени, так и в сокращении времени перерывов. Опыт передовых предприятий показывает, что на каждой стадии производства и на каждом производственном участке могут быть обнаружены возможности дальнейшего сокращения длительности производственного цикла. Оно достигается проведением различных мероприятий как технического (конструкторского, технологического), так и организационного порядка.
Осуществление производственных процессов тесно связано с методами их выполнения. Различают три основных вида организации движения производственных процессов во времени:
¨ последовательный, характерный для единичной или партионной обработки или сборки изделий;
¨ параллельный, применяемый в условиях поточной обработки или сборки;
¨ параллельно-последовательный, используемый в условиях прямоточной обработки или сборки изделий.
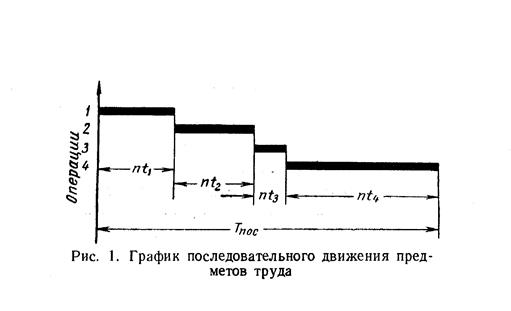
При последовательном виде движения производственный заказ – одна деталь, или одна собираемая машина, или партия деталей 1 (серия машин 2) – в процессе их производства переходит на каждую последующую операцию процесса только после окончания обработки (сборки) всех деталей (машин) данной партии (серии) на предыдущей операции. В этом случае с операции на операцию транспортируется вся партия деталей одновременно. При этом каждая деталь партии машины (серии) пролеживает на каждой операции сначала в ожидании своей очереди обработки (сборки), а затем в ожидании окончания обработки (сборки) всех деталей машин данной партии (серии) по этой операции.
Партией деталей называется количество одноименных деталей, одновременно запускаемых в производство (обрабатываемых с одной наладки оборудования). Серией машин называется количество одинаковых машин, одновременно запускаемых в сборку.
На рис. 1 представлен график последовательного движения предметов труда по операциям. Время обработки при последовательном виде движения предметов труда Тпос прямо пропорционально числу деталей в партии и времени обработки одной детали по всем операциям, т. е.
где Еt – время обработки одной детали по всем операциям в мин; n – число деталей в партии.
При параллельном виде движения обработка (сборка) каждой детали (машины) в партии (серии) на каждой последующей операции начинается немедленно после окончания предыдущей операции, независимо от того что обработка (сборка) других деталей (машин) в партии (серии) на данной операции еще не окончена. При такой организации движения предметов труда несколько единиц одной и той же партии (серии) могут одновременно находиться в обработке (сборке) на разных операциях. Общая продолжительность процесса обработки (сборки) партии деталей (серии машин) значительно уменьшается по сравнению с тем же процессом, выполняемым последовательно. В этом заключается существенное преимущество параллельного вида движения, позволяющего значительно сократить продолжительность производственного процесса.
Время обработки (сборки) партии деталей (серии машин) при параллельном виде движения Тпар может быть определено по следующей формуле:
Тпар = Еt + (n – 1) * r,
где r – такт выпуска, соответствующий в данном случае наиболее продолжительной операции, в мин.
Однако при параллельном виде движения, в процессе обработки (сборки) партии деталей (машин) на некоторых рабочих местах могут возникать простои людей и оборудования (рис. 2), продолжительность которых определяется разностью между тактом и длительностями отдельных операций процесса. Такие простои неизбежны в том случае, если операции, следующие одна за другой, не синхронизированы (не выровнены по их длительности), как это обычно делается на поточных линиях. Поэтому практическое применение параллельного вида движения предметов труда оказывается безусловно целесообразным и экономически выгодным при поточной организации производственного процесса.

Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего – параллельно-последовательного вида движения предметов труда.
Параллельно-последовательный вид движения предметов труда характеризуется тем, что процесс обработки деталей (сборки машин) данной партии (серии) на каждой последующей операции начинается раньше чем полностью заканчивается обработка всей партии деталей (сборки машин) на каждой предыдущей операции. Детали передаются с одной операции на другую частями, транспортными (передаточными) партиями. Накопление некоторого количества деталей на предыдущих операциях перед началом обработки натрии на последующих операциях (производственный задел) позволяет избежать возникновения простоев.
Параллельно-последовательный вид движения предметов труда позволяет значительно уменьшить продолжительность производственного процесса обработки (сборки) по сравнению с последовательным видом движения. Применение параллельно-последовательного вида движения экономически целесообразно в случаях изготовления трудоемких деталей, когда длительности операций процесса значительно колеблются, а также в случаях изготовления малотрудоемких деталей крупными партиями (например, нормалей мелких унифицированных деталей и т. д.).
При параллельно-последовательном виде движения предметов труда могут быть три случая сочетания длительности операций:
1) предыдущая и последующая операции имеют одинаковую длительность (t1 = t2);
2) длительность предыдущей операции t2 больше длительности последующей t3, т. е. t2 > t3;
3) длительность предыдущей операции t3 меньше длительности последующей t4, т. е. t3 [1] :
- потери из-за перепроизводства;
- потери времени из-за ожидания;
- потери при ненужной транспортировке;
- потери из-за лишних этапов обработки;
- потери из-за лишних запасов;
- потери из-за ненужных перемещений;
- потери из-за выпуска дефектной продукции.
Джеффри Лайкер, который наряду с Джимом Вумеком и Дэниелом Джонсом активно исследовал производственный опыт Toyota, указал в книге «Дао Toyota» 8-й вид потерь:
- нереализованный творческий потенциал сотрудников.
Также принято выделять ещё 2 источника потерь — му́ри и му́ра, которые означают соответственно «перегрузку» и «неравномерность»:
Му́ра — неравномерность выполнения работы, например колеблющийся график работ, вызванный не колебаниями спроса конечного потребителя, а скорее особенностями производственной системы, или неравномерный темп работы по выполнению операции, заставляющий операторов сначала спешить, а затем ждать. Во многих случаях менеджеры способны устранить неравномерность за счёт выравнивания планирования и внимательного отношения к темпу работы.
Му́ри — перегрузка оборудования или операторов, возникающая при работе с большей скоростью или темпом и с большими усилиями в течение долгого периода времени — по сравнению с расчетной нагрузкой (проект, трудовые нормы).
Основные принципы
Джим Вумек и Дэниел Джонс в книге «Бережливое производство: Как избавиться от потерь и добиться процветания вашей компании» излагают суть бережливого производства в виде пяти принципов:
- Определить ценность конкретного продукта.
- Определить поток создания ценности для этого продукта.
- Обеспечить непрерывное течение потока создания ценности продукта.
- Позволить потребителю вытягивать продукт.
- Стремиться к совершенству.
Другие принципы:
· Превосходное качество (сдача с первого предъявления, система ноль дефектов, обнаружение и решение проблем у истоков их возникновения);
· Установление долговременных отношений с заказчиком (путем деления рисков, затрат и информации).
Lean культура
Бережливое производство невозможно без бережливой культуры. Главное в Lean-культуре — человеческий фактор, коллективная работа. Существенную поддержку этому оказывает эмоциональный интеллект (EQ) работников. Lean-культуре соответствует и определённая корпоративная культура.
Эффективность
В целом использование принципов бережливого производства может дать значительные эффекты. Проф. О. С. Виханский утверждает, что применение инструментов и методов бережливого производства позволяет добиться значительного повышения эффективности деятельности предприятия, производительности труда, улучшения качества выпускаемой продукции и роста конкурентоспособности без значительных капитальных вложений [2] .
История
Отцом бережливого производства считается Тайити Оно, начавший работу в Toyota Motor Corporatio
Источник



