
Параметры сканирования
Параметры сканирования — это скорость перемещения преобразователя относительно поверхности контролируемого изделия и шаг между соседними траекториями перемещения. Эти параметры определяют производительность контроля. Они должны обеспечить проверку всего объема изделия (при стопроцентном контроле).
В практике контроля в основном применяют способы поперечно-продольного и продольно-поперечного перемещения преобразователя. Способ сканирования, при котором преобразователь (систему преобразователей) перемещают в поперечном направлении относительно контролируемого сечения, систематически сдвигая на определенный шаг в продольном направлении, является способом поперечно-продольного перемещения преобразователей (см. рис. 5, а). При продольно-поперечном способе перемещения (рис 5, б) преобразователь (систему преобразователей) перемещают в продольном направлении относительно контролируемого сечения, систематически сдвигая на определенный шаг в поперечном направлении. Расстояние между соседними траекториями точки ввода упругих колебаний при любом способе сканирования называют шагом сканирования.
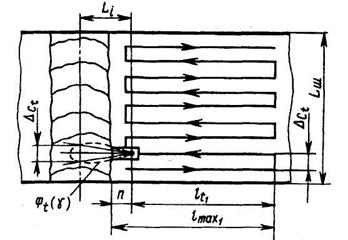

Рис. 5. Схемы сканирования шва посредством поперечно-продольного (а) и продольно-поперечного (б) перемещения преобразователя
Шаг сканирования Δс обычно устанавливают не меньше половины размера пьезоэлемента преобразователя в направлении шага. Более точное значение шага (это особенно существенно при автоматическом контроле) определяется минимальной шириной акустического поля преобразователя на определенном уровне от максимального значения чувствительности. Обычно чувствительность при поиске дефектов устанавливается выше уровня фиксации (чаще всего, на 6 дБ). Это превышение определяет уровень ширины акустического поля при установлении шага сканирования.
Сканирование объекта можно вести посредством продольного, поперечного, поперечно-продольного, продольно-поперечного перемещения преобразователей, а также бегающим и качающимися лучами.
Скорость v перемещения преобразователя при ручном контроле не должна превышать 150 мм/с. При автоматическом контроле она ограничивается частотой посылок зондирующих импульсов Nи и инерционностью регистратора дефектов, определяемой числом импульсов Nр, от которого срабатывает регистратор. Для круглого или квадратного преобразователя
Источник
Продольно поперечный способ сканирования
Способы сканирования при ультразвуковом контроле
Гурвич Анатолий Константинович
Главный научный сотрудник НИИ мостов и дефектоскопии,
д. т. н., профессор, почетный член Международной Академии НК.
В ультразвуковой дефектоскопии с 1 февраля 1953 г.
Обзор способов сканирования
Первоначальный смысл и буквальный перевод с английского языка термина «сканирование» (scan) — «пристально изучать, рассматривать внимательно». В этом обзоре мы внимательно рассмотрим или, проще говоря, просканируем способы сканирования объектов при ультразвуковом контроле.
Насколько мне помнится, термин «сканирование» пришел к нам в ультразвуковую дефектоскопию из радиолокации в начале 1950-х гг. После ряда изменений понятие термина «сканирование» трактуется как «перемещение по определенному закону какого-либо луча или пучка; сканирование осуществляют механическим или немеханическим способами. При немеханическом сканировании луч перемещается в результате электрического управления отдельными элементами неподвижного излучающего устройства» [1].
Но! Но и данную трактовку полезно было бы развить с учетом того, что:
а) с середины 1950-хх гг. известен способ сканирования качающимся ультразвуковым лучом, излучаемым специальным щупом (преобразователем) (рис. 1), перемещаемым вдоль контролируемого сварного соединения [2 — 5];
б) в 2009 г. российскими учеными предложен способ сканирования, при котором фактически отсутствует сканирование лучом — способ «виртуального» сканирования [7].
Становление и развитие способов сканирования проходило в эпоху, когда логарифмическая линейка и арифмометр заменяли калькулятор, карандаш и копировальная бумага — ксерокс, пишущая машинка и плакатные перья с тушью — персональный компьютер, когда отсутствовали вычислительная техника и даже предпосылки, что таковая может быть.
Понятно, что при ультразвуковом контроле способ сканирования и его параметры предопределялись (и предопределяются) конфигурацией и размерами объекта контроля, а также типом и размерами дефектов, подлежащих выявлению.
Жизнь «распорядилась» так, что развитие и внедрение в промышленность ультразвуковой дефектоскопии в СССР и в мировой практике (1952 — 1960 гг.) базировались (да и базируются сегодня) на контроле качества сварных соединений [8 — 11]. Для контроля сварных соединений потребовались наклонные пьезоэлектрические преобразователи (ПЭП) с углом ввода луча α = 45 ÷ 70°. Поиск дефектов осуществлялся перемещением ПЭП вдоль сварного шва (впоследствии, продольное сканирование, I) с периодическим возвратно-поступательным перемещением поперек шва (впоследствии, поперечное сканирование, t) (рис. 2а). Так к 1955 г. зародились способ сканирования продольным перемещением преобразователя и способ сканирования поперечным перемещением преобразователя [3, 4].
Естественно, что эти способы сканирования, разработанные применительно к контролю сварных соединений, распространяются и на контроль различных объектов, если воспринимать эти способы в редакции (рис. 26):
— способ сканирования продольным перемещением ПЭП (l) — это способ перемещения ПЭП в направлении по нормали к плоскости излучения волны;
— способ сканирования поперечным перемещением ПЭП (t) — это способ перемещения ПЭП в плоскости излучения волны.
Рис. 2в иллюстрирует применение этих способов при контроле таких сложных по конфигурации объектов, как рельсы.
На базе этих способов сканирования впоследствии формируются их комбинации [3, 5]: способы сканирования поперечно-продольным и продольнопоперечным перемещениями ПЭП (рис. 3).
Если первый из этих двух способов оказался востребованным с первых дней рождения, то второй обрел жизнь лишь в возрасте ≈25 лет, после вскрытия его ранее неизвестных функциональных возможностей.
Теперь уже позволительно вспомнить, что «вскрытие» проводилось весной 1972 года совместно с научной сотрудницей в центральном парке курорта Друскининкай (Литва). Инструмент — шариковая ручка, большая тетрадь и костыли для передвижения.
Сформулированный в результате вскрытия «способ продольно-поперечного перемещения ПЭП с переменным шагом сканирования» [8, 12, 13] в 1980 — 83 гг. был реализован посредством специального устройства РУППС для контроля 18 тыс. м стыковых соединений при строительстве моста в г. Ханой (Вьетнам) [14, 15]. В последние лет 15 этот способ сканирования используется и при контроле стыковых сварных соединений дельта-методом [16]*.
В этот же период времени возникают способы сканирования «бегающим» лучом и качающимся лучом [4 — 6].
_________________________________________________
Источник
Способы сканирования при ультразвуковом контроле
Обзор способов сканирования
Первоначальный смысл и буквальный перевод с английского языка термина «сканирование» (scan) — «пристально изучать, рассматривать внимательно». В этом обзоре мы внимательно рассмотрим или, проще говоря, просканируем способы сканирования объектов при ультразвуковом контроле.
Насколько мне помнится, термин «сканирование» пришел к нам в ультразвуковую дефектоскопию из радиолокации в начале 1950-х гг. После ряда изменений понятие термина «сканирование» трактуется как «перемещение по определенному закону какого-либо луча или пучка; сканирование осуществляют механическим или немеханическим способами. При немеханическом сканировании луч перемещается в результате электрического управления отдельными элементами неподвижного излучающего устройства» [1].
Но! Но и данную трактовку полезно было бы развить с учетом того, что:
а) с середины 1950-хх гг. известен способ сканирования качающимся ультразвуковым лучом, излучаемым специальным щупом (преобразователем) (рис. 1), перемещаемым вдоль контролируемого сварного соединения [2 — 5];
б) в 2009 г. российскими учеными предложен способ сканирования, при котором фактически отсутствует сканирование лучом — способ «виртуального» сканирования [7].

Становление и развитие способов сканирования проходило в эпоху, когда логарифмическая линейка и арифмометр заменяли калькулятор, карандаш и копировальная бумага — ксерокс, пишущая машинка и плакатные перья с тушью — персональный компьютер, когда отсутствовали вычислительная техника и даже предпосылки, что таковая может быть.
 Понятно, что при ультразвуковом контроле способ сканирования и его параметры предопределялись (и предопределяются) конфигурацией и размерами объекта контроля, а также типом и размерами дефектов, подлежащих выявлению.
Понятно, что при ультразвуковом контроле способ сканирования и его параметры предопределялись (и предопределяются) конфигурацией и размерами объекта контроля, а также типом и размерами дефектов, подлежащих выявлению.
Жизнь «распорядилась» так, что развитие и внедрение в промышленность ультразвуковой дефектоскопии в СССР и в мировой практике (1952 — 1960 гг.) базировались (да и базируются сегодня) на контроле качества сварных соединений [8 — 11]. Для контроля сварных соединений потребовались наклонные пьезоэлектрические преобразователи (ПЭП) с углом ввода луча а = 45 ÷ 70°. Поиск дефектов осуществлялся перемещением ПЭП вдоль сварного шва (впоследствии, продольное сканирование, I) с периодическим возвратно-поступательным перемещением поперек шва (впоследствии, поперечное сканирование, ґ) (рис. 2а). Так к 1955 г. зародились способ сканирования продольным перемещением преобразователя и способ сканирования поперечным перемещением преобразователя [3, 4].
Естественно, что эти способы сканирования, разработанные применительно к контролю сварных соединений, распространяются и на контроль различных объектов, если воспринимать эти способы в редакции (рис. 26):
- способ сканирования продольным перемещением ПЭП (I) — это способ перемещения ПЭП в направлении по нормали к плоскости излучения волны;
- способ сканирования поперечным перемещением ПЭП (t) — это способ перемещения ПЭП в плоскости излучения волны.
Рис. 2в иллюстрирует применение этих способов при контроле таких сложных по конфигурации объектов, как рельсы.
 На базе этих способов сканирования впоследствии формируются их комбинации [3, 5]: способы сканирования поперечно-продольным и продольно-поперечным перемещениями ПЭП (рис. 3).
На базе этих способов сканирования впоследствии формируются их комбинации [3, 5]: способы сканирования поперечно-продольным и продольно-поперечным перемещениями ПЭП (рис. 3).
Если первый из этих двух способов оказался востребованным с первых дней рождения, то второй обрел жизнь лишь в возрасте «25 лет, после вскрытия его ранее неизвестных функциональных возможностей.
Теперь уже позволительно вспомнить, что «вскрытие» проводилось весной 1972 года совместно с научной сотрудницей в центральном парке курорта Друскининкай (Литва). Инструмент — шариковая ручка, большая тетрадь и костыли для передвижения.
Сформулированный в результате вскрытия «способ продольно-поперечного перемещения ПЭП с переменным шагом сканирования» [8, 12, 13] в 1980 — 83 гг. был реализован посредством специального устройства РУППС для контроля 18 тыс. м стыковых соединений при строительстве моста в г. Ханой (Вьетнам) [14, 15]. В последние лет 15 этот способ сканирования используется и при контроле стыковых сварных соединений дельта-методом [16]1.
В этот же период времени возникают способы сканирования «бегающим» лучом и качающимся лучом [4 — 6].
Способ сканирования «бегающим» лучом не получил дальнейшего развития.
Способ сканирования «качающимся» лучом после его детальной методологической проработки в НИИ мостов при ЛИИЖТ [2, 5, 17 — 19], как затухший вулкан, через 30 лет благодаря созданию ПЭП на фазированной антенной решетке, извергает гамму ультразвуковых дефектоскопов, реализующих этот способ сканирования. Дефектоскопы с ПЭП на фазированной антенной решетке завораживают обывателей и даже некоторых специалистов своим непрерывно качающимся лучом в сопровождении причитаний экспонентов-«шаманов». Быть завороженным всегда опасно [20], а в НК НЕДОПУСТИМО!!
В процессе развития способов сканирования естественно проявляется интерес к представлению результатов контроля объектов различными способами сканирования. В рамках ограниченных научно-технических, а, следовательно, и творческих возможностей, представляется возможным отображение результатов контроля на ультразвукограммах I и II вида (табл.) [4, 5].

- ультразвукограмма I вида должна характеризовать отсутствие или наличие в объекте дефектов, их расположение по длине объекта и условную протяженность дефектов, иногда и примерную глубину их залегания;
- ультразвукограмма II вида должна представлять собой ФОТОГРАФИЮ экрана осциллографа с изображением поперечного сечения объекта в месте обнаружения дефекта, характеризуя конфигурацию выявленных дефектов и их расположение по сечению.
Рациональные формы и информативность сочетания способов сканирования
По результатам обзора применяемых способов сканирования при контроле объектов наклонными ПЭП допустимо выделить две группы способов для практической реализации при ручном (механизированном) ультразвуковом контроле объектов типовой, для текущего времени, аппаратурой:
I. Способы основополагающие:
1.1. Способ поперечного перемещения преобразователя при заданном угле ввода луча;
1.2. Способ продольного перемещения преобразователя при заданном угле ввода луча;
1.3. Способ качающегося луча. Примечание. Способы 1.1 и 1.3 пред-усматривают получение информации о состоянии объекта в конкретном сечении.
II. Способы, базирующиеся на сочетаниях основополагающих способов:
2.1. Способ поперечно-продольного перемещения преобразователя при заданном угле ввода луча;
2.2. Способ продольно-поперечного перемещения преобразователя при заданном угле ввода луча с переменным шагом поперечного сканирования в сочетании с поперечным сканированием возможно дефектных сечений при заданном угле ввода луча;
2.3. Способ продольного перемещения преобразователя, излучающего качающийся луч, в сочетании с поперечным сканированием возможно дефектных сечений при заданном («замороженном») угле ввода луча;
2.4. Способ поперечного перемещения преобразователя, излучающего качающийся луч, в сочетании с поперечным сканированием возможно дефектных сечений при заданном («замороженном») угле ввода луча. Опуская анализ каждого из семи приведенных способов, отметим, что:
• Способ 1.1 позволяет:
— получать развертку типа В, отображающую расположение дефектов в сечении объекта контроля;
— измерять координаты расположения и коэффициент выявляемости дефекта, определять условные размеры дефектов ΔХ и ΔН абсолютным и относительным способами, при необходимости переводить коэффициент выявляемости дефекта в его несуществующую эффективную площадь;
— обеспечивать воспроизводимость результатов контроля (о понятии «воспроизводимость результатов НК» см. в [21]).
• Способ 1.2 позволяет определять расположение выявленных дефектов по длине контролируемого объекта и их условную протяженность ΔL абсолютным и относительным способами.
• Способ 1.3 позволяет получать развертку типа Б, отображающую расположение дефектов в сечении объекта контроля, без измерения ΔХ и ΔН, предусмотренных в действующей документации на НК большинства объектов. Способ на базе действующей аппаратуры не обеспечивает воспроизводимость результатов контроля.
•  Способ 2.2 предусматривает увеличение каждого последующего шага поперечного сканирования по закону геометрической прогрессии (рис. 4) [8, 13], что существенно (в 2 — 10 раз) сокращает суммарную длину пути ПЭП 11 по сравнению с длиной пути 12 при традиционном способе продольно-поперечного сканирования. Так, при контроле стыкового шва листов толщиной 60 мм и длиной 1000 мм прямым лучом типового ПЭП с а = 65° L₂ = 57,5 м, а L₁ = 5,1 м. Способ требует применения специальных устройств для ручного сканирования преобразователем [14, 15]. Естественно, выбор рациональных способов сканирования предопределяется конфигурацией и размерами объектов, подлежащих контролю, объемами контроля, условиями, в которых будет выполняться контроль, квалификацией и навыками работы персонала, привлекаемого к выполнению контроля.
Способ 2.2 предусматривает увеличение каждого последующего шага поперечного сканирования по закону геометрической прогрессии (рис. 4) [8, 13], что существенно (в 2 — 10 раз) сокращает суммарную длину пути ПЭП 11 по сравнению с длиной пути 12 при традиционном способе продольно-поперечного сканирования. Так, при контроле стыкового шва листов толщиной 60 мм и длиной 1000 мм прямым лучом типового ПЭП с а = 65° L₂ = 57,5 м, а L₁ = 5,1 м. Способ требует применения специальных устройств для ручного сканирования преобразователем [14, 15]. Естественно, выбор рациональных способов сканирования предопределяется конфигурацией и размерами объектов, подлежащих контролю, объемами контроля, условиями, в которых будет выполняться контроль, квалификацией и навыками работы персонала, привлекаемого к выполнению контроля.
При выборе способа сканирования следует исходить из минимизации затрат на контроль и влияния «человеческого фактора» на соблюдение операторами заданных параметров сканирования.
Источник



