
- Классификация способов сварки
- Обзор основных методов сварки
- Путем плавления
- Под давлением
- Сварка сопротивлением
- Фронтальное электрическое сопротивление
- Точечное электрическое сопротивление
- Роликовое электрическое сопротивление
- Электрическая дуга имеет наибольшую практическую долю среди всех методов сварки.
- Дуговая сварка открытой дугой
- Плазменная сварка
- Электрошлаковая сварка
- Индукционная сварка
- Методы химической сварки
- Газопламенная сварка
- Термитная или алюминий-термитная сварка
- Механическая сварка
- Сварка трением
- Холодная сварка
- Ультразвуковая сварка
- Методы лучевой сварки
- Электронно-лучевая сварка
- Фотон (свет) — лазерная сварка
- Что такое сварка и ее виды
- 1. Определение процесса сварки
- 2. Классификация видов сварки
- 3. Термический класс сварки
- 3.1 Дуговая
- 3.2 Газовая
- 3.3 Лучевая
- 3.4 Термитная
- 3.5 Электрошлаковая
- 4. Термомеханический класс сварки
- 4.1. Кузнечная
- 4.2 Контактная
- 4.3 Диффузионная
- 5. Механический класс сварки
- 5.1 Трение
- 5.2 Холодная
- 5.3 Взрывом
- 5.4 Ультразвуковая
Классификация способов сварки

Обзор основных методов сварки
 Развитие технологий, изобретение новых металлических сплавов, повышение требований к прочности и долговечности конструкции — причины появления различных способов сварки. Различные методы сварки также обусловлены все более высокими требованиями к стыкам неразъемных конструкций, высокими требованиями к увеличению скорости, производительности и эффективности производственных процессов. Хотя некоторые методы сварки кажутся чисто теоретическими и редко используются на практике, они также заслуживают внимания. Не исключено, что на каком-то этапе развития материалов или технологий они более широко войдут в промышленное производство. Это касается лазерной или плазменной сварки. Давайте посмотрим на критерии классификации различных методов сварки.
Развитие технологий, изобретение новых металлических сплавов, повышение требований к прочности и долговечности конструкции — причины появления различных способов сварки. Различные методы сварки также обусловлены все более высокими требованиями к стыкам неразъемных конструкций, высокими требованиями к увеличению скорости, производительности и эффективности производственных процессов. Хотя некоторые методы сварки кажутся чисто теоретическими и редко используются на практике, они также заслуживают внимания. Не исключено, что на каком-то этапе развития материалов или технологий они более широко войдут в промышленное производство. Это касается лазерной или плазменной сварки. Давайте посмотрим на критерии классификации различных методов сварки.
В современной промышленности используются различные методы сварки металлов. Чаще всего металлы классифицируют по энергии, используемой для сварки . Исходя из этого, все способы сварки делятся на четыре основные группы:
Чтобы сделать сварное соединение двух частей, нужна дополнительная энергия, которую нужно подводить в зону сварки. Внешняя энергия для процесса может быть введена в виде тепла и / или силы. В зависимости от вида энергии мы различаем две основные группы методов сварки и соответствующие им разновидности.
Путем плавления
- Электрическая дуга
- Газ-кислород
- Электрошлак
- Электронный луч
- Лазерный
- Термит
Под давлением
- Электрическое сопротивление
- Высокая частота
- Электродуговая сварка шпилек
- Диффузия
- УЗИ
- Сварка трением
- Сварка взрывом
Сварка сопротивлением
Это делается тремя способами:
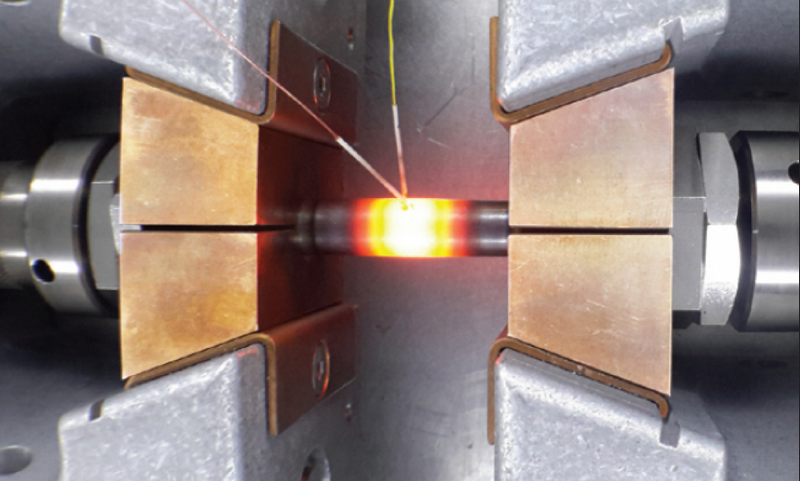
Фронтальное электрическое сопротивление
Свариваемые детали фиксируются в губках сварочного аппарата. Затем через челюсти трансформатора пропускается электрический ток и концы деталей сближаются. В точке соприкосновения концы быстро нагреваются до высокой температуры, после чего отключается электрический ток, детали прижимаются и свариваются. Этот метод в основном используется для сварки арматуры и инструментов.
Точечное электрическое сопротивление
 Сварные металлические листы 1 кладут друг на друга и прижимают между двумя медными электродами. От источника тока через электроды подается электрический ток, который сильно нагревает металл в месте соприкосновения соединяемых частей. Затем отключают ток, электроды прижимают сильнее и металл в этом месте сваривают. Сварной шов представляет собой несколько сварных точек. Этот метод применяется в массовом производстве бытовых электроприборов и в автомобильной промышленности.
Сварные металлические листы 1 кладут друг на друга и прижимают между двумя медными электродами. От источника тока через электроды подается электрический ток, который сильно нагревает металл в месте соприкосновения соединяемых частей. Затем отключают ток, электроды прижимают сильнее и металл в этом месте сваривают. Сварной шов представляет собой несколько сварных точек. Этот метод применяется в массовом производстве бытовых электроприборов и в автомобильной промышленности.
Роликовое электрическое сопротивление
Выполняется на аппарате с тем же устройством, что и на аппарате точечной сварки. Отличие в том, что вместо электродов для прижатия металлических листов используются ролики, через счетчик пропускается электрический ток от источника тока. В результате получается полный непрерывный сварной шов. Он состоит из нескольких точек сварки, частично перекрывающих друг друга.
Электрическая дуга имеет наибольшую практическую долю среди всех методов сварки.
В зависимости от положения электрическая дуга делится на два типа:
Дуговая сварка открытой дугой
 В этом методе электрическая дуга горит в атмосфере. По типу электродов мы различаем два отдельных метода сварки открытой дугой: метод Славянова и метод Бенардоса.
В этом методе электрическая дуга горит в атмосфере. По типу электродов мы различаем два отдельных метода сварки открытой дугой: метод Славянова и метод Бенардоса.
В методе Славянова электрический ток по одному из проводников подводится к свариваемому металлу, а по другому — к электрододержателю, в котором зажат металлический электрод. В процессе сварки кончик металлического электрода плавится от сварочной дуги между металлом сварного шва и электродом и образует жидкий металл, заполняющий зазор между свариваемыми частями.
В методе Бенардоса в электрододержатель помещают неплавкий электрод. Этот электрод не плавится в сварочной дуге, а только служит для ее формирования и поддержания. Изделие сваривают путем плавления дополнительного металлического стержня, который кладут сбоку в области дуги. Этот метод сейчас малопригоден.
Плазменная сварка
 Плазма представляет собой смесь электрически нейтральных молекул газа ( аргон , водород, азот и их смеси) и электрически заряженных частиц — электронов и положительных ионов, а иногда и тяжелых отрицательных ионов.
Плазма представляет собой смесь электрически нейтральных молекул газа ( аргон , водород, азот и их смеси) и электрически заряженных частиц — электронов и положительных ионов, а иногда и тяжелых отрицательных ионов.  Если сечение плазменной струи уменьшить по сравнению со свободной струей под действием магнитных полей за счет продувки газовой струей или распыляемой жидкостью, подаваемой через сопло, ее температура может повыситься до 20000-30000 ° C. Полученный плазменный поток используется для сварки как тугоплавких, так и легко окисляемых металлов. Помимо использования плазменного флюса для сварки, он также используется для резки алюминия, меди, сплавов, углерода, жаропрочных сталей и тугоплавких металлов.
Если сечение плазменной струи уменьшить по сравнению со свободной струей под действием магнитных полей за счет продувки газовой струей или распыляемой жидкостью, подаваемой через сопло, ее температура может повыситься до 20000-30000 ° C. Полученный плазменный поток используется для сварки как тугоплавких, так и легко окисляемых металлов. Помимо использования плазменного флюса для сварки, он также используется для резки алюминия, меди, сплавов, углерода, жаропрочных сталей и тугоплавких металлов.
Электрошлаковая сварка
 В этом методе сначала обнаруживается дуга между электродной проволокой и свариваемыми листами. Затем вручную подается флюс, который плавится от дуги, образуя жидкую ванну. Таким образом, радуга горит только в начале процесса. Дальнейшее плавление электродной проволоки и основного металла происходит из жидкого флюса. Его температура плавления всегда должна быть выше, чем у основного металла и электродной проволоки.Для охлаждения сварного шва используются охлаждаемые водой медные пластины. При автоматическом перемещении подушки охлаждаются и образуют сварочную ванну с этим сварным швом.
В этом методе сначала обнаруживается дуга между электродной проволокой и свариваемыми листами. Затем вручную подается флюс, который плавится от дуги, образуя жидкую ванну. Таким образом, радуга горит только в начале процесса. Дальнейшее плавление электродной проволоки и основного металла происходит из жидкого флюса. Его температура плавления всегда должна быть выше, чем у основного металла и электродной проволоки.Для охлаждения сварного шва используются охлаждаемые водой медные пластины. При автоматическом перемещении подушки охлаждаются и образуют сварочную ванну с этим сварным швом.
Этот метод используется для сварки толстых деталей в судостроении.
Индукционная сварка

 Этот метод особенно удобен для сварки труб. Похож на фронтальный метод. Две трубы расположены друг напротив друга на определенном расстоянии. На их концах расположены катушки с противоположной магнитной движущей силой. Когда между концами трубок обнаруживается дуга и к катушкам подается ток, в последних создается магнитный радиальный поток. Этот поток действует на дугу, и она начинает быстро вращаться, и через короткое время концы трубок оплавляются. Затем ток прекращается и трубы прижимаются друг к другу.
Этот метод особенно удобен для сварки труб. Похож на фронтальный метод. Две трубы расположены друг напротив друга на определенном расстоянии. На их концах расположены катушки с противоположной магнитной движущей силой. Когда между концами трубок обнаруживается дуга и к катушкам подается ток, в последних создается магнитный радиальный поток. Этот поток действует на дугу, и она начинает быстро вращаться, и через короткое время концы трубок оплавляются. Затем ток прекращается и трубы прижимаются друг к другу.
Методы химической сварки
К химическим методам относятся:
Газопламенная сварка
 В прошлом этот метод сварки широко применялся. Сейчас он используется в основном в цветных металлах и тонких стальных деталях.
В прошлом этот метод сварки широко применялся. Сейчас он используется в основном в цветных металлах и тонких стальных деталях.
При газовой сварке в качестве источника тепла используется топливный газ (ацетилен, пропан, природный газ, водород и др.), Смешанный с кислородом в специальной горелке. Свариваемые детали нагреваются в месте сварки пламенем газовой смеси, подаваемой горелкой. Тепло пламени топлива плавит основной металл, а вместе с ним и присадочный металл. После застывания расплавленного металла получается сварной шов.
Газопламенная сварка также применяется для соединения труб. Для этого используются специальные кольцевые горелки с множеством форсунок. Горелка состоит из двух полуколец, которые опираются на трубу.
Термитная или алюминий-термитная сварка
 Известно, что при горении смеси порошкового алюминия и порошкового оксида металла возникает высокая температура. Эта порошковая смесь называется термитом, отсюда и название этого метода сварки. При сжигании термитов образуется жидкая термитная смесь с температурой около 3500 ° C. Сварные части помещают в виде огнеупорной почвы. В эту форму заливается жидкая термитная смесь, высокой температуры которой достаточно для расплавления свариваемых деталей. Термитная смесь является не только теплоносителем, но и связующим металлом.
Известно, что при горении смеси порошкового алюминия и порошкового оксида металла возникает высокая температура. Эта порошковая смесь называется термитом, отсюда и название этого метода сварки. При сжигании термитов образуется жидкая термитная смесь с температурой около 3500 ° C. Сварные части помещают в виде огнеупорной почвы. В эту форму заливается жидкая термитная смесь, высокой температуры которой достаточно для расплавления свариваемых деталей. Термитная смесь является не только теплоносителем, но и связующим металлом.
Механическая сварка
При механической сварке соединение выполняется за счет механической работы, которая достигается приложением трения или сильного давления. В эту группу входят:
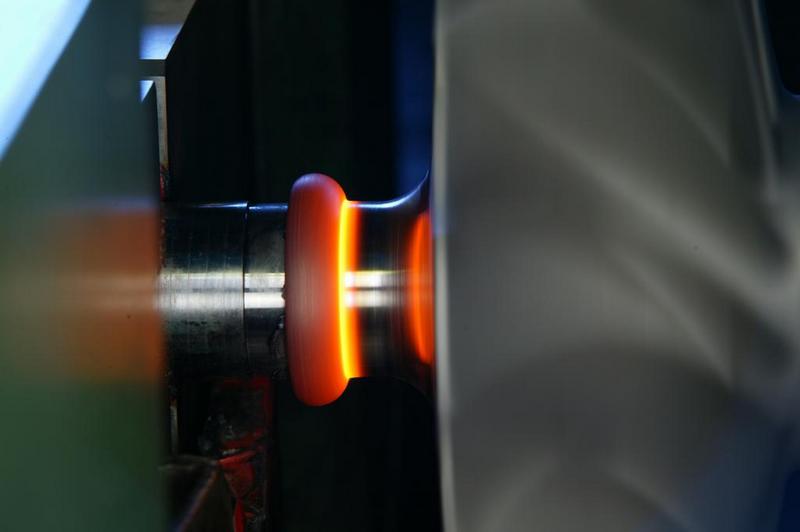
Сварка трением
 Этим методом свариваются детали круглого сечения из стали, меди, латуни, алюминия. Для этого две части помещаются на сварочный аппарат. Деталь 2 затягивается в патроне и получает вращательное движение. Деталь 2 закреплена в губках станка. Две части слегка прижимаются друг к другу. Вращательное движение передается части 2. Из-за трения в месте соприкосновения двух частей температура достигает 1200 ° С. Когда материал приводится в пластичное состояние, вращение детали прекращается и две части прижимаются друг к другу с определенной силой, в результате чего они свариваются.
Этим методом свариваются детали круглого сечения из стали, меди, латуни, алюминия. Для этого две части помещаются на сварочный аппарат. Деталь 2 затягивается в патроне и получает вращательное движение. Деталь 2 закреплена в губках станка. Две части слегка прижимаются друг к другу. Вращательное движение передается части 2. Из-за трения в месте соприкосновения двух частей температура достигает 1200 ° С. Когда материал приводится в пластичное состояние, вращение детали прекращается и две части прижимаются друг к другу с определенной силой, в результате чего они свариваются.
Холодная сварка
 В этом методе они подвергаются сварке с металлическими соединениями, которые обладают достаточной пластичностью (например, медь, алюминий, цинк , титан, свинец). Сварка производится на специальном прессе следующим образом. Поверхности деталей идеально выровнены и очищены. Сваренные детали помещают между пуансонами и прижимают с определенным усилием. Затем с помощью штампов и в точке соединения прикладывается сила, достаточная для сближения молекул двух частей и достижения сварного соединения.
В этом методе они подвергаются сварке с металлическими соединениями, которые обладают достаточной пластичностью (например, медь, алюминий, цинк , титан, свинец). Сварка производится на специальном прессе следующим образом. Поверхности деталей идеально выровнены и очищены. Сваренные детали помещают между пуансонами и прижимают с определенным усилием. Затем с помощью штампов и в точке соединения прикладывается сила, достаточная для сближения молекул двух частей и достижения сварного соединения.
Ультразвуковая сварка
Этот метод основан на использовании механических ультразвуковых колебаний металла. Это дает возможность сваривать детали небольшой толщиной от нескольких микрометров до 1,5 мм.
Сварочный аппарат с магнитострикционными преобразователями используется для преобразования электрической энергии в механическую ультразвуковую. Вибрационный вращающийся сердечник, изготовленный из специальных сплавов. У них есть возможность изменять свой размер, увеличивать или уменьшать их при намагничивании. На сердечник помещена катушка, на которую подается высокочастотный переменный ток, и при изменении тока длина сердечника изменяется синхронно — механические ультразвуковые колебания происходят с той же частотой. Через концентратор эти колебания передаются на свариваемый материал от верхнего и нижнего электрода. Поверхность очищается от грязи от вибраций. С другой стороны,за счет механических колебаний (за счет трения) поверхностный слой металла под электродом и в зоне соприкосновения деталей нагревается, а электроды прижимаются.
Методы лучевой сварки
В третью основную группу входят:
Электронно-лучевая сварка
Благодаря высокой температуре, достигаемой этим методом сварки, можно сваривать легкие металлы, такие как молибден-титан. Во время сварки металл в зоне стыка подвергается интенсивному воздействию электронного луча. Когда они падают на поверхность продукта, электроны выделяют свою кинетическую энергию, преобразуют ее в тепло и нагревают металл. Это тепло плавит металл, в результате чего образуется сварное соединение.
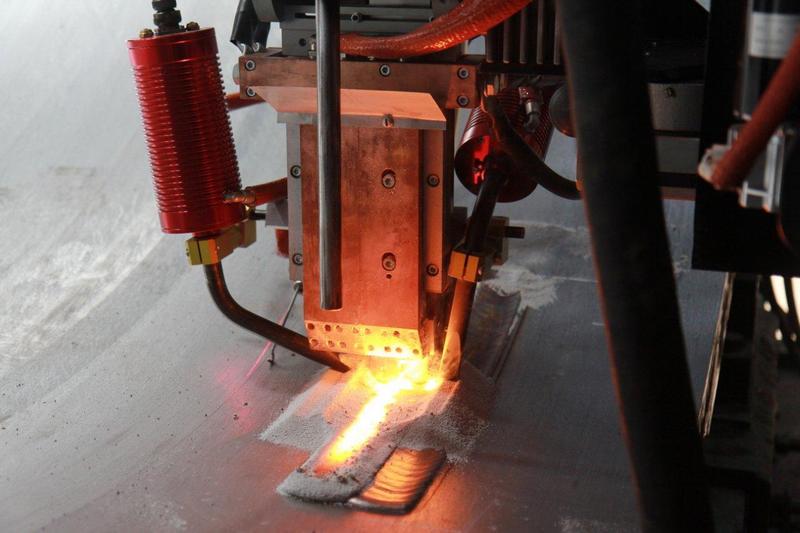
Фотон (свет) — лазерная сварка
 Открытие оптических квантовых генераторов — лазеров — имеет большое значение для фотонной сварки. Это новый тип источника света. Лазерное излучение фокусируется оптической линзой в пятно очень маленького размера диаметром несколько микрометров (от 80 до 500 мкм). Сегодня лазерная сварка становится все более распространенной технологией в промышленном производстве.
Открытие оптических квантовых генераторов — лазеров — имеет большое значение для фотонной сварки. Это новый тип источника света. Лазерное излучение фокусируется оптической линзой в пятно очень маленького размера диаметром несколько микрометров (от 80 до 500 мкм). Сегодня лазерная сварка становится все более распространенной технологией в промышленном производстве.
Источник
Что такое сварка и ее виды
В промышленности и строительстве, а также при ремонте сварка получила широкое распространение. В чем заключается суть процесса, какая принята классификация и каковы основные характеристики каждого класса вы узнаете из этой статьи.
1. Определение процесса сварки
Для стыковки деталей в промышленности и строительстве используют различные технологии. Лидерскую позицию удерживает сварка. Она широко используется в машиностроении и других отраслях промышленности, при проведении строительных и ремонтных работ. Такую популярность можно объяснить высокой надежностью конструкций, получаемых в результате, и их прочностью. Технология экономически выгодна, отличается высокой производительностью.
Сварка — это технологический процесс, в результате которого образуются неразъемные соединения материалов. Иногда понятие ошибочно относят только к технологии соединения металлических элементов. На деле же разнообразные виды сварки позволяют надежно скрепить не только металл, но и стекло, графит, керамику, пластик. Соединение происходит под воздействием температуры на межатомном уровне, в результате деформирования, либо при сочетании двух способов.
На физическом уровне при сварке атомы и молекулы соединяемых поверхностей образуют прочные связи. Чтобы такие соединения возникли, необходимо соблюдать некоторые условия:
- свариваемые поверхности нужно очистить от загрязнений, оксидов, инородных атомов;
- для облегчения взаимодействия атомов между собой должна произойти их энергетическая активация;
- свариваемые заготовки необходимо разместить на таком расстоянии, которое можно было бы сопоставить с межатомным расстоянием в элементах.
В процессе остывания происходит образование сварочного шва на стыке.
2. Классификация видов сварки
Существующие виды сварки можно поделить на три класса. Эти большие группы выделяют на основании таких различий:
- специфика техники;
- характеристики свариваемого материала;
- особенности защиты процесса сварки от воздействия воздуха.
Способ воздействия на детали — это главный критерий, который позволяет выделить следующие три вида этого процесса:
- Термическая сварка. Совершается при помощи тепла, с применением дополнительных материалов. Источником тепловой энергии при данном виде сварки может служить газовое пламя, плазменный поток, электрическая дуга. Под воздействием высокой температуры присадочный металл плавится, получившаяся жидкость заполняет промежутки между элементами. После остывания получается неразъемное соединение.
- Механическая сварка. Главную роль в соединении элементов играет наружное воздействие на свариваемые детали. Все виды механической сварки предполагают деформацию поверхностей, которая приводит к плотному скреплению на молекулярном уровне. При физическом воздействии происходит переход механической энергии в кинетическую, что позволяет нагреть элементы до нужной температуры.
- Комбинированная сварка. Также известна как термомеханическая, заключается в сочетании перечисленных выше способов. В таком процессе используется давление и тепловая энергия. Например, металл могут предварительно нагреть до нужной температуры, а затем при помощи внешнего воздействия образуется неразъемное соединение.
В каждый из перечисленных классов входит несколько видов сварочного процесса. Основной критерий для разделения — это источник энергии, которая воздействует на свариваемые поверхности.
3. Термический класс сварки
Приведенные ниже способы сварки связаны с образованием сварочной ванны в ходе процесса. Ее образование происходит при участии двух металлов: основного и присадочного. Присадочным металлом при термической сварке может выступать металлический пруток, электрод. Источником тепла — сварочная дуга, пламя горючего газа, сконцентрированный поток лучей, термит. Используемый источник тепла определяет, к какому виду относится конкретный способ соединения деталей.
3.1 Дуговая
Дуговая сварка наиболее распространена. Для нее не нужны специальные приспособления или инструменты. Для дуговой сварки необходим мощный стабильный разряд электричества в ионизированной атмосфере газов. Во время зажигания дуги происходит ионизация дугового промежутка, которая поддерживается на протяжении всего горения.

Зажигание дуги — это процесс, происходящий в три этапа:
- Контакт металлической заготовки и электрода вызывает короткое замыкание. Оно служит для достижения температуры, необходимой при сварке.
- Затем инструмент отводится на небольшое расстояние (от 3 до 6 мм). Такое действие провоцирует начало термоэлектронной эмиссии электронов.
- Предыдущие действия позволяют добиться возникновения устойчивого дугового разряда. Это происходит, так как дуговой промежуток становится электропроводным.
Данный вид сварки разделяется на три подгруппы исходя из метода соединения деталей:
Материал, число электродов, а также способ их включения в цепь электротока формируют еще одну классификацию дугового вида сварки на несколько подвидов:
- Сварка неплавящимся электродом дугой прямого действия. Используется графитный или вольфрамовый электрод, присадочный материал применяется не всегда.
- Сварка плавящимся электродом дугой прямого действия. Применяется металлический электрод, одновременно происходит плавление основного металла.
- Сварка косвенной дугой. Как правило, этот способ предполагает использование двух неплавящихся электродов.
- Сварка трехфазной дугой. Горение дуги при таком способе происходит между электродами, а также между основным металлом и каждый электродом.
3.2 Газовая
При газовой сварке источником тепла выступает пламя. Это делает данный способ пригодным для использования в полевых условиях и местах, где нет доступа к электричеству, так как питание от электросети не требуется. Еще одно характерное отличие газовой сварки от дуговой — нагрев и остывание свариваемых поверхностей происходят достаточно медленно и плавно. Поэтому технология подходит для соединения тонкостенной стали, цветных металлов, а также для проведения наплавки.

Данный вид предполагает расплавление металла под воздействием пламени, которое образуется в результате горения смеси горючих газов с кислородом. Обычно используют ацетилен или пропан, реже — пары бензина или керосин. Плавление присадочного металла участвует в формировании шва на стыке элементов, соединенных сваркой.
3.3 Лучевая
Области применения лучевого вида сварки — радиодетали, электронные схемы и другие микродетали. Сам процесс происходит под воздействием светового луча. В отличие от других видов сварки, этот должен происходить в специальной камере с вакуумной средой. В противном случае луч будет рассеиваться из-за плотности воздуха.
Способность соединять микро-детали — это отличительное преимущество такого способа, чего нельзя достичь при применении любого другого. Технология широко применяется в радиоэлектронной отрасли.

Лазерную сварку отличают швы высокой точности. В то же время нагревание поверхностей минимально, поэтому даже тонкий материал в результате соединения не деформируется. Такой способ позволяет направлять энергию с помощью призмы в труднодоступные места, которые не получилось бы соединить, применяя другие виды соединений.
Источником энергии может выступать не только световой луч, но и поток электронов из электронной пушки.
3.4 Термитная
Термит, который используют при данном виде соединения деталей, представляет собой специальную смесь для расплавления металла. В ее состав входят алюминий, магний, металлическая окалина. Смесь в виде порошка засыпают в жаропрочную емкость и разжигают с помощью электрической дуги, пропастрона или специального шнура. Тепло, которое выделяется при горении термита, плавит кромки деталей. Расплавленная деталь, смешиваясь с металлом свариваемых деталей, образует неразъемное соединение — происходит сварка.

Соединение, которое получается в результате, отличается высокой прочностью. Этим объясняется востребованность и популярность данного вида сварки в работе с крупногабаритными изделиями. В частности, способ применяется для стыковки труб, рельсов, а также для наплавки крупногабаритных изделий.
3.5 Электрошлаковая
Ни один другой из приведенных видов не подходит для соединения толстых металлических деталей толщиной от 5 см до 3 метров лучше, чем электрошлаковый. При такой сварке вертикально установленные заготовки с двух сторон закрывают с помощью подвижных ползунов из меди с водяным охлаждением. На поддон насыпают слой флюса, который служит источником тепла, а под ним зажигают дугу. Расплавленный флюс становится токопроводящим, он хорошо плавит кромки основного металла и присадочную проволоку.
Сварку такого типа применяют для работы со всеми видами стали, чугуна, некоторыми цветными металлами. Промышленное значение электрошлакового способа очень велико, благодаря экономической выгоде. Чем больше площадь поверхности, которая поддается сварке, тем рациональнее его использование.
4. Термомеханический класс сварки
Термомеханические или комбинированные виды сварочного соединения применяются тогда, когда другим способом невозможно создать ровный шов. Чаще всего таким образом требуется соединить небольшие элементы. В этом классе различают три вида сварки:
Каждый из них предполагает комбинацию теплового и механического воздействия на соединяемые детали.
4.1. Кузнечная
Соединение железных заготовок при помощи молота и наковальни было известно задолго до возникновения современных видов сварки.
Качество соединения напрямую зависит от мастерства кузнеца, а также от того, насколько хорошо поверхности были очищены от налета перед началом работы. Мастер, производящий сварку данным способом, нагревает заготовки в горне и соединяет их ударами молота, положив друг на друга.

Соединить таким образом получится только пластичные металлы. Невысокая производительность и недостаточная надежность привели к низкой востребованности кузнечного вида сварки. Иногда используется механизированный подвид: когда нагретые заготовки сдавливает пресс. Описанный способ называют прессовой сваркой.
4.2 Контактная
Сварное соединение формируется в процессе пластической деформации. Контактная сварка названа так потому что нагрев происходит благодаря прилеганию поверхности иглы к изделию. В точках контакта выделяется максимальное количество теплоты, которое способствует достижению термопластичного состояния или плавления. Дальнейшее сдавливание провоцирует образование новых точек контакта. Это, в свою очередь, способствует сближению поверхностей на межатомные расстояния, то есть, сварке.

Существуют различные классификации данного процесса по типу сварного соединения, виду сварочной машины, роду питающего трансформатор тока. По типу сварочного соединения выделяют несколько видов для решения разных задач:
- стыковая — нагревается вся площадь контакта;
- точечная — образуются соединения в местах сдавливания под воздействием тока;
- шовная — предполагает соединение деталей внахлест с помощью роликовых электродов;
- рельефная — на плоскости предварительно наносятся выступы, которые разглаживаются после подачи тока.
Контактной сваркой можно легко соединить мелкие детали. Она высокопроизводительная, легко автоматизируется. По этой причине такую сварку используют в машиностроении в составе роботизированных комплексов.
4.3 Диффузионная
Технология базируется на диффузии, то есть взаимном проникновении атомов соединяемых материалов при плотном прижатии друг к другу. Сварку проводят в вакуумной среде или среде инертного газа. В начале процесса детали помещают в специальную камеру, где их закрепляют и начинают передавать усилие. Под воздействием электрического тока происходит нагревание поверхностных слоев металла до близких к плавлению температур. Этому виду соединения металлов способствует высокая диффузионная способность атомов. Более надежное скрепление деталей можно обеспечить, если оставить их на некоторое время под воздействием тока.
Сварку этого типа применяют при плохо контрастирующих материалах. Распространение этого способа не настолько широкое, как у других в группе.
5. Механический класс сварки
Главная особенность способов сварки, относящихся к данному классу, — механическое воздействие на металл с целью нагревания. Выделяемое тепло плавит металл, происходит его соединение. Способы, с помощью которых производят сварку — трение, взрыв, давление, ультразвук.
5.1 Трение
Суть процесса: вращение и давление оказываются на свариваемые металлические элементы. Технология сварки трением считается перспективной разработкой. В процессе могут вращаться как обе заготовки, так и одна из них, в то время как другая неподвижно закреплена.
В зависимости от особенностей технологии различают такую сварку:
- Трение с перемешиванием.
- Инерционная.
- Колебательная.
- С непрерывным приводом.
- Радиальная.
- Орбитальная.
Во всех случаях сила трения разогревает металл до температуры плавления, что делает возможной сварку деталей.
Основные преимущества данного способа заключаются в его высоком качестве и прочности полученной конструкции, небольшом энергопотреблении в сравнении с другими методами. Сварку таким способом можно применять для соединения металлов с разной температурой плавления. Процесс хорошо поддается автоматизации и широко используется в промышленных целях. Чаще всего такую сварку применяют при работе со стержневыми конструкциями и трубами небольшого диаметра.
5.2 Холодная
Применение этого способа сварки предполагает соединение деталей давлением. Неразъемное крепление образуется, когда элементы деформируются и вдавливаются друг в друга. Стыковка деталей становится возможна благодаря межатомным связям.
Холодную сварку делят на три категории:

Технологию применяют для соединения шин, труб или проволоки. Для получения качественного и прочного соединения холодной сваркой необходимо тщательно подготовить место стыка. Результат также зависит от степени сжатия и характера воздействия — вибрационного или статичного.
5.3 Взрывом
Детальная методика данного способа сварки до сих пор не разработана, он считается одним из самых редких.
Процесс сварки взрывом начинается с установки привариваемой заготовки над основным металлом. Затем на привариваемую часть устанавливают детонатор. В качестве взрывных веществ чаще всего используют состав гранулотола, аммонита, гексогена.
После взрыва ударная волна на большой скорости направляет подвижную деталь — она ударяется о нижнюю пластину. Давление в месте контакта значительно превосходит прочность металлов, при котором они переходят в жидкое состояние. За доли секунды происходит молекулярное соединение двух металлических деталей с общей кристаллической решеткой. То есть, прочную сварку обеспечивает синхронная пластическая деформация двух элементов. При этом диффузия происходит только в верхних слоях металла за счет низкой продолжительности процесса.

Сварку взрывом используют в промышленных целях для соединения разнородных металлов. С ее помощью изготавливают крупногабаритные заготовки и детали, в том числе биметаллические, а также наносят износостойкий слой толщиной до 45 мм на металлические заготовки.
5.4 Ультразвуковая
Ультразвуковой сваркой называют соединение деталей при помощи ультразвуковых волн. Они создают колебания, которые сближают атомы свариваемых заготовок на расстояние, позволяющее им соединиться в общую структуру. Высокое качество соединений делает ультразвуковую сварку достаточно востребованной, несмотря на высокую стоимость оборудования, в производстве электросхем маленьких размеров, соединении металлов с неметаллами. Сварку можно применять точечно, контурно или шовно.

Перед проведением ультразвукового соединения деталей не нужно предварительно очищать поверхности, что экономит время. При сварке элементов из пластмассы важную роль играет возможность контролировать температурный диапазон во избежание перегрева. Ультразвук нагревает поверхность за доли секунды, не выделяя вредные пары и газы.
Череповецкий завод металлоконструкций имеет многолетний опыт изготовления мостовых конструкций, навесов, настилов, гидротехнических сооружений и других металлоконструкций. Сварка и сборка происходит с соблюдением технологий и стандартов качества. Наши клиенты получают продукцию в оговоренный срок и по выгодным ценам.
Источник



