
- Приварка стержней (шпилек)
- Конденсаторная и дуговая приварка шпилек
- Процессы приварки шпилек
- Приварка шпилек разрядом конденсатора (конденсаторная сварка) — CD
- Приварка шпилек электрической дугой с коротким технологическим циклом — SC
- Приварка шпилек электрической дугой — ARC
- Описание процессов приварки крепежа. Конденсаторно-разрядная приварка метизов или вытянутой дугой?
Приварка стержней (шпилек)

Стержни приваривают к массивным деталям и тонким листам обычно с помощью контактной сварки. Этот способ часто применяют для крепления шпилек к стальным деталям и деталям из высокопрочных чугунов.
При серийном производстве приварка значительно выгоднее обычного способа крепления шпилек на резьбе.
Для уменьшения расхода электроэнергии и брызгообразования сварку производят по ограниченному периметру или по точкам. Торцы стержней заправляют по сфере (рис. 16, а), снабжают кольцевыми ободьями (вид б) или выступами (вид в).
Стержни большого диаметра (более 8 мм) сваривают с применением флюсов. В массовом производстве в стержни заранее заделывают вставки из твердого флюса (вид г).
Сварку оплавлением применяют для приварки стержней диаметром до 25 мм. Сварку ведут с применением флюса. На стержень надевают керамическую втулку (виды д—ж), удерживающую расплавленный флюс и металл, и ограничивающую контур шва.
Стержень под напряжением подводят к месту приварки (вид д), зажигая дугу, после чего отводят на расстояние 0,5—1 мм (вид е) и выдерживают в этом положении в течение времени, достаточного для расплавления металла стержня и детали. Затем стержень осаживают, погружая в ванну расплавленного металла (вид ж), в результате чего стержень приваривается всем сечением (вид з). Продолжительность процесса 0,1—1 с.

Образующийся на периферии стержня кольцевой наплыв m перекрывают при соединении деталей, применяя отверстия увеличенного диаметра, снабжая кромки отверстия фасками или устанавливая на стыке толстые прокладки.
При приварке к листам без поддержки минимально допустимая толщина листа s ≈ 0,5d (где d — диаметр стержня); при сварке с поддержкой s ≈ 0,3d.
Во избежание шунтирования тока расстояние между смежными стержнями должно быть не менее (3—3,5)d.
Способ конденсаторной сварки с импульсным разрядом не требует применения флюса и допускает соединение деталей из разнородных материалов.
Стержень прижимают пружиной к листу (вид и) и подают электроимпульс, расплавляющий металл на стыке (вид к). С помощью пружины стержень погружается в расплавленный металл (вид л), образуя соединение без наплывов (вид м).
Разновидность процесса — сварка расплавлением специального элемента детали (виды н—р).
Конденсаторной сваркой можно приваривать стержни диаметром до 10 мм. Толщина листа и расстояние между стержнями практически не ограничены.
Продолжительность процесса исчисляется миллисекундами. Автоматические сварочные машины имеют производительность до 100 приварок в минуту.
Источник
Конденсаторная и дуговая приварка шпилек
 Конденсаторная приварка шпилек используется в тех случаях, когда необходимо сварить металлический стержень диаметром 1-10 мм и металлический лист толщиной 0,5-3 мм. Существуют подвиды технологического процесса приварки метизов и шпилек – это контактная сварка и сварка по зазору. Контактный способ приварки шпилек в основном применяется при работе с нержавейкой, а также с оцинкованными и нелегированными металлами. Приварна шпилька вставляется в крепёжный элемент, затем, с помощью специального пистолета или сварочной головки она прижимается к рабочей детали. Контактный метод отличается высокой однородностью соединения и незначительной сварочной зоной. С помощью этой технологии шпильки легко могут быть приварены даже к очень тонким листам.
Конденсаторная приварка шпилек используется в тех случаях, когда необходимо сварить металлический стержень диаметром 1-10 мм и металлический лист толщиной 0,5-3 мм. Существуют подвиды технологического процесса приварки метизов и шпилек – это контактная сварка и сварка по зазору. Контактный способ приварки шпилек в основном применяется при работе с нержавейкой, а также с оцинкованными и нелегированными металлами. Приварна шпилька вставляется в крепёжный элемент, затем, с помощью специального пистолета или сварочной головки она прижимается к рабочей детали. Контактный метод отличается высокой однородностью соединения и незначительной сварочной зоной. С помощью этой технологии шпильки легко могут быть приварены даже к очень тонким листам.
 Отличие приварки шпилек по зазору от контактной сварки заключается в том, что электромагнит, встроенный в сварочный пистолет, при нажатии на кнопку приподнимает крепёжный элемент на некоторое расстояние, или зазор. С помощью изменения расстояния зазора можно добиться изменения продолжительности электрической дуги, возникающей при соприкосновении кончика шпильки и поверхности детали. Зона плавления при приварке шпилек по зазору получается ещё меньше, чем при контактной сварке. Однако поверхность детали обязательно должна быть хорошо зачищена, там не должно содержаться ржавчины и окалины.
Отличие приварки шпилек по зазору от контактной сварки заключается в том, что электромагнит, встроенный в сварочный пистолет, при нажатии на кнопку приподнимает крепёжный элемент на некоторое расстояние, или зазор. С помощью изменения расстояния зазора можно добиться изменения продолжительности электрической дуги, возникающей при соприкосновении кончика шпильки и поверхности детали. Зона плавления при приварке шпилек по зазору получается ещё меньше, чем при контактной сварке. Однако поверхность детали обязательно должна быть хорошо зачищена, там не должно содержаться ржавчины и окалины.
Дуговая приварка шпилек служит для присоединения металлических стержней диаметром 3-30 мм к деталям толщиной свыше 0,8 мм. Выделяют следующие способы сварки: приварку коротким циклом и сварку с защитным газом или керамической шайбой. Приварка шпилек коротким циклом чаще всего используется для присоединения фланцевых болтов к тонкостенным, обработанным гальваническим покрытием, металлам. В случае приварки вытянутой дугой кольцо применяется для защиты сварочной ванны, оно одноразовое и снимается с болта сразу после затвердевания ванны. Для ручной дуговой сварки покрытыми электродами часто используются импульсные сварочные аппараты, продажей которых и занимается наша компания.
Интересующие вас вопросы по резьбовой заклепки вы можете задать специалистам нашей компании:
Источник
Процессы приварки шпилек
На сегодняшний день компания Heinz Soyer предлагает полную гамму сварочного оборудования и специализированных метизов для всех технологий приварки шпилек и сварки крепежа, необходимых для решения задач клиентов.
Приварка шпилек разрядом конденсатора (конденсаторная сварка) — CD
В этом методе сварки энергия, накопленная в конденсаторной батарее, передается обрабатываемой детали через контактный кончик метиза. Это позволяет произвести приварку в течение чрезвычайно короткого времени (0,001-0,003 секунд). При этом достигается надежное соединение с минимальной глубиной провара порядка 0,1 мм, что позволяет сохранить внешний вид лицевой стороны обрабатываемой детали. Применение защитного газа или керамических колец не требуется.
Приварка шпилек электрической дугой с коротким технологическим циклом — SC
Этот метод сварки является одним из видов дуговой сварки метизов, где сварочный выпрямитель обеспечивает ток непрерывной сварки в течение очень короткого интервала времени, который может быть настроен относительно времени процесса сварки и силы тока. Время сварки составляет 0,003-0,5 секунды. Керамические кольца и газ не требуются. В данном методе сварки глубина провара составляет от 0,4 мм.
Приварка шпилек электрической дугой — ARC
В этом методе сварки сварочный выпрямитель служит как источник энергии и обеспечивает ток непрерывной сварки, который может быть настроен относительно времени процесса сварки и силы тока. Время сварки составляет 0,1-2,0 секунды. Керамические наконечники-кольца обычно используются как ограничители объема сварки. Глубина провара может достигать 3 мм.
Источник
Описание процессов приварки крепежа. Конденсаторно-разрядная приварка метизов или вытянутой дугой?




1. Конденсаторно-разрядная приварка метизов (аппараты CDP 66M и CDP 99M , CDP 133M) используется при толщине заготовки от 0,5 мм (0,1 от диаметра шпильки) и диаметре шпильки от 3 до 10 мм. Время сварки составляет меньше 10 мс, а сварочный ток может достигать значения до 4000 А.

Аппарат конденсаторно-разрядной сварки представляет собой систему конденсаторных батарей, которые накапливают поступающую энергию и позволяют выдавать ее для приварки втулок, и других видов крепежа диаметром до 10 мм на металлическое плоское основание толщиной от 0,5 — 3,0 мм максимально короткими циклами – 1,5-3 мс.
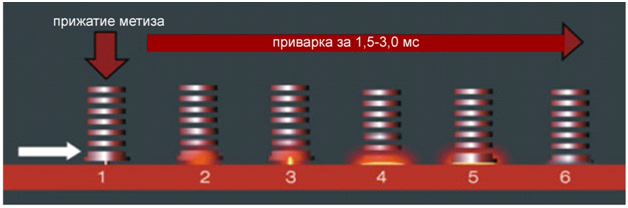
Рис. 1. Метод конденсаторной приварки крепежа
1-прижатие метиза к месту приварки с помощью пистолета
2-электрические разряды направляются по стволу метиза к головке
3-расплавление маленького кончика на головке метиза
4,5-расплавление части рабочей поверхности, с которой соприкасается метиз
6-метиз приварен к изделию
Таким способом чаще всего выполняют приварку шпилек, втулок, лепестков заземления. Максимальный размер метиза – М12. Минимальная толщина поверхности в соотношении с диаметром метиза 1/10.
Конденсаторная сварка позволяет снизить стоимость соединения по сравнению с традиционными методами сварки и ускорить процесс приварки метизов к любому стальному основанию. Приварка осуществляется за доли секунд, при небольшой глубине провара прочность соединения получается очень высокая, что подтверждают испытания на отрыв, сдвиг, скручивание, поворот.
Конденсаторная сварка метизов имеет ряд неоспоримых преимуществ:
- Процесс высокопроизводительный
- Минимальные энергозатраты.
- Приварка к тонким листам без визуального изменения обратной стороны изделия, не повреждает гальваническое или полимерное покрытие.
- Технология не требует использования керамических колец и защитного газа, ограничивающих область сварки.
Благодаря этому данный способ находит очень широкое применение в автомобилестроении, судостроении, тепло- и электроэнергетике, электротехнике, при изготовлении медицинской техники, в строительстве и при монтаже.
Крепеж для приварки применяют из омедненной или оцинкованной стали, а также из нержавейки, латуни, алюминия. Обработка элементов цинком и медью производится для защиты и продления срока службы, а также для улучшения внешнего вида изделий.
Аппараты конденсаторно-разрядного способа сварки: аппараты CDP 66M и CDP 99M , CDP 133M
Пистолеты для конденсаторно-разрядного способа сварки: пистолет GAP-gan/GAP-gan M для алюминиевых шпилек М3-М8 и стальных до М10, пистолет CONTACT-gun/CONTACT-gun M для стальных шпилек М3-М10.
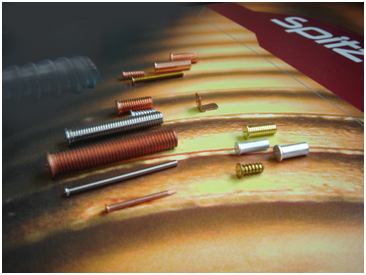
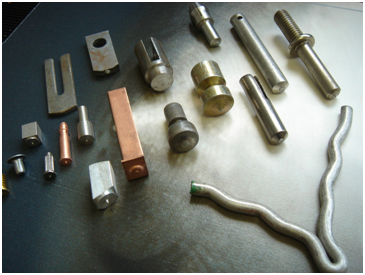
Метизные изделия, используемые для приварки могут стальными или алюминиевыми, с омедненным или оцинкованным покрытием и без него и самыми разнообразными по конфигурации (см. фото):

Если же есть необходимость приварки крепежа диаметром до 30 мм к изделиям толщиной более 3 мм, рационально применять сварку вытянутой дугой коротким циклом или с применением подкладного керамического кольца или защитного газа.
2. Приварка метизов вытянутой дугой коротким циклом (аппараты DA 800M, DAI-1300, DAI-2300, DAI-3300).

Используется при толщине основания от 0,6 мм в том числе и с гальваническими покрытиями до 30мкм (0,125 от диаметра шпильки) и диаметре шпильки до 12 миллиметров (М12). Время сварки – до 100 мс. Крепеж диаметром более 8 мм рекомендуется приваривать с использованием среды защитного газа, чтобы предотвратить образования пор в сварочной зоне. При приварке алюминия использование защитного газа обязательно. Основной областью применения данного метода является автомобилестроение, где количество привариваемых метизов достигает до 600 шт. на 1 корпус.
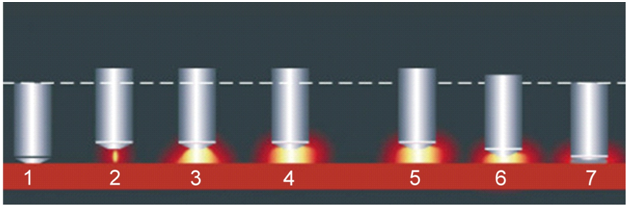
Рис. 2. Метод приварки крепежа вытянутой дугой в коротком цикле
1- метиз загружается в пистолет и позиционируется к месту сварки вручную, либо автоматической сварочной головкой и упирается на деталь при помощи позиционирующего кольца, стопорного штифта (упора) или газовых приспособлений.
2-после нажатия на пусковую кнопку метиз поднимается над деталью при помощи магнитного устройства пистолета и зажигается предварительная дуга
3-затем, при помощи трансформатора с тиристорным мостом, зажигается основная дуга. 4-полностью оплавляется торец метиза и участок детали под ним
5-магнитное устройство пистолета отключается по истечении установленного времени сварки
6-прижимной механизм ударным движением опускает метиз в сварочную ванную
7-после истечения времени сварки (5-100мс) при сварочном токе 500-1500А, зависящих от диаметра метиза, присадка и основной металл образуют однородное сварное соединение.
В отличие от конденсаторно-разрядного способа, здесь отсутствует громкий удар и повышается надёжность соединения благодаря большему в 10 раз времени сварки.
3. Приварка метизов вытянутой дугой (аппараты DA 800M, DAI-1300, DAI-2300, DAI-3300) используется при толщине основания более 2 мм (0,25 от диаметра шпильки в керамическом кольце или 0,125 от диаметра шпильки в среде защитного газа) и диаметре шпильки от 3 до 22 мм (M24).
В данном методе для защиты сварочной ванны используется керамическая муфта, которая также служит для формирования сварного соединения, стабилизации сварочной дуги, изоляции от воздействия окружающей среды, а также защищает сварщика от ультрафиолетового излучения. Этот процесс используется для сварки конструкционных сталей, в машиностроении, где необходима приварка анкеров, метизов с резьбой диаметром от 6 до 25мм к толстым стальным пластинам, т.к. глубина провара составляет 1мм. Минимальная толщина поверхности в соотношении с диаметром метиза 1/4, на некоторых аппаратах 1/6. Время сварки данным способом составляет 100-1500 мс при сварочном токе от 800 до 3000А в зависимости от размера метиза.
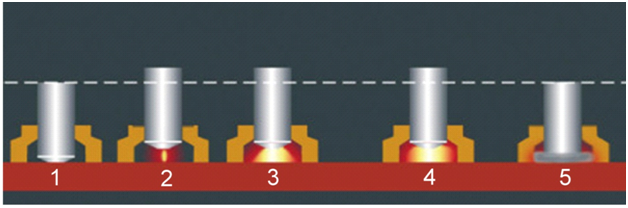
Рис. 3. Метод приварки крепежа вытянутой дугой
1-приварка происходит за счет прохождения через крепеж выпрямленного сварочного тока
2- при прохождении тока, метиз приподнимается над деталью при помощи магнитного устройства пистолета и зажигается предварительная дуга
3-зажигается основная дуга
4- полностью оплавляется торец метиза и участок детали под ним
5-метиз погружается в расплавленную поверхность металла.
Оба метода сварки вытянутой дугой могут быть оснащены оборудованием для газовой защиты области сварки, либо газозащитное оборудование может использоваться взамен керамической муфты. Такая форма защиты значительно сокращает образование пор в сварочной ванне и позволяет получить более пологую форму сварной точки.
Применение в качестве защитного газа смеси 82%Ar+18%СО2 позволяет приваривать метизы диаметром от 3 до 12мм к листами минимальной толщиной 1/8 диаметра метиза при времени сварки 5-300 мс и токах 500-1500А. Сварка алюминиевых сплавов методом вытянутой дуги ограничена.



Фото: приварка стальной шпильки М8 в среде защитного газа методом вытянутой дуги
Аппараты для приварки метизов вытянутой дугой, в т.ч. в коротком цикле: аппараты DA 800M, DAI-1300, DAI-2300, DAI-3300
Пистолеты для приварки метизов вытянутой дугой: DA-10/10M*, DA-12/12M*, DA-19/19M*, DA-22/22M*, DA-25/25M*
(* — исполнение пистолета для приварки метизов с гидравлической амортизацией и регулировкой по высоте)
Источник



