
Общие указания по сварке




![]()
![]()
(РД 34.15.132-96 п. СНиП 3.03.01-87 п. 8.24-8.32)
К сварке стыков разрешается приступать только после приемки мастером по сварке или прорабом по монтажу собранных стыков, о чем производится отметка в журнале сварочных работ
Свариваемые поверхности конструкции и рабочее место сварщика должны быть ограждены от дождя, снега, ветра и сквозняков.
При температуре окружающего воздуха ниже минус 10 °С необходимо иметь вблизи рабочего места сварщика инвентарное помещение для обогрева, а при температуре ниже минус 40 °С сварка должна производиться в обогреваемом тепляке, где температура должна быть выше 0 °С.
Сварку конструкций при укрупнении и в проектном положении следует проводить после проверки правильности сборки.
Швы длиной более 1 м, выполняемые ручной или механизированной сваркой, следует сваривать обратноступенчатым способом (рис. 6.1, а РД 34.15.132-96).
При толщине стали 15-20 мм и более рекомендуется применять сварку способом «двойного слоя» (рис. 6.1, б РД 34.15.132-96). Заваривают на участке I длиной 250-300 мм первый слой шва 1, быстро счищают (после потемнения) с него шлак и заваривают на этом же участке второй слой 2. Затем в таком же порядке заваривают участки II, III и т.д. Сварку второго слоя выполняют по горячему первому слою. Остальные слои (валики) выполняют обычным обратноступенчатым способом.
Сварка листовых объемных конструкций из стали толщиной более 20 мм, особенно из стали с пределом текучести 390 МПа и более, должна производиться способами, обеспечивающими уменьшение скорости охлаждения — каскадом или «горкой» (рис. 6.1, в, г РД 34.15.132-96).
При изготовлении металлоконструкций следует создавать условия для наиболее удобного выполнения сварных соединений: в нижнем положении, с поворотом изделия; тавровые соединения предпочтительно выполнять «в лодочку» с кантовкой или поворотом изделия.
Последовательность выполнения сварных швов должна быть такой, чтобы обеспечивались минимальные деформации конструкции и предотвращались появления трещин в сварных соединениях.
При сварке перекрещивающихся швов в первую очередь следует сваривать швы, выполнение которых не создает жесткого контура для остальных швов. Нельзя прерывать сварку в месте пересечения и сопряжения швов.
Стыковые швы должны выполняться в первую очередь, а угловые швы — во вторую.
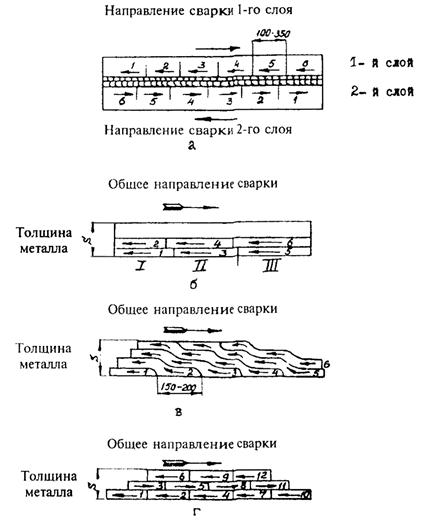
Схемы сварки обратноступенчатым способом (а), способом «двойного слоя» (б), горкой (в) и каскадом (г)
Сварка ведется на возможно короткой дуге. Перед гашением дуги сварщик должен заполнить кратер путем нескольких частых коротких замыканий электрода и вывести место обрыва дуги на шов на расстоянии 8-10 мм от его конца. Последующее зажигание дуги производится на металле шва на расстоянии 12-15 мм от кратера.
При сварке сварные швы необходимо выполнять многослойным способом слоями высотой 4-6 мм; каждый слой шва перед наложением последующего слоя должен быть очищен сварщиком от шлака и брызг металла, после чего нужно провести визуальный контроль поверхности шва. Участки слоев шва с порами, раковинами и трещинами должны быть удалены механическим способом. Допускается выборка дефектного участка огневым способом с последующей механической зачисткой мест выборки.
При многослойной сварке разбивать шов на участки следует с таким расчетом, чтобы стыки участков («замки» швов) в соседних слоях не совпадали, а были смещены на величину не менее 20 мм.
При двусторонней сварке стыковых, угловых и тавровых соединений необходимо перед выполнением шва с обратной стороны удалить корень шва до чистого бездефектного места.
Придание угловым швам вогнутого профиля и плавного перехода к основному металлу, а также выполнение стыковых швов без усиления осуществляют подбором режимов сварки и соответствующим пространственным расположением свариваемых деталей или механизированной зачисткой абразивным инструментом. Механическая обработка швов производится способами, не оставляющими на их поверхности зарубок, надрезов и других дефектов.
При температуре окружающего воздуха ниже 0 °С ручную дуговую сварку металлоконструкций независимо от марки свариваемой стали следует выполнять электродами с основным (фтористо-кальциевым) типом покрытия.

Ручную и механизированную дуговую сварку стальных конструкций разрешается производить без подогрева при температуре окружающего воздуха, приведенной в табл. 6.1 РД 34.15.132-96, автоматическую сварку под флюсом — при температуре окружающего воздуха, приведенной в табл. 6.2 РД 34.15.132-96. При более низкой температуре окружающего воздуха сварку надлежит производить с предварительным местным подогревом металла до 120-160 °С в зоне шириной не менее 100 мм с каждой стороны соединения.
Места приварки монтажных приспособлений к элементам конструкций из стали толщиной более 25 мм с пределом текучести 390 МПа (40 кгс/мм 2 ) и более необходимо предварительно подогреть до 120-160°.
При температуре окружающего воздуха ниже минус 5 °С сварку шва следует производить без перерыва, за исключением времени, необходимого на смену электрода или электродной проволоки и зачистку шва в месте возобновления сварки.
Сварку деталей из низколегированных сталей следует выполнять без перерыва до заполнения хотя бы половины толщины шва или по всей его длине или на участке длиной не менее 800-1000 мм (при длине шва более 1 м). При вынужденных перерывах в работе необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например обкладкой стыка листовым асбестом), а при возобновлении сварки стык должен быть подогрет до температуры 120-160 °С.
Не допускается никаких силовых воздействий на стык до окончания сварки.
Температура окружающего воздуха, при которой разрешается производить ручную и механизированную сварку стальных конструкций без подогрева
| Толщи-на свариваемых элемен-тов, мм | Максимально допустимая температура окружающего воздуха, °С, при сварке конструкций | ||||
| решетчатых | листовых объемных и сплошно-стенчатых | решетчатых | листовых объемных и сплошно-стенчатых | решетчатых и листовых | |
| из стали | |||||
| углеродистой | низколегированной с пределом текучести, МПа (кгс/мм 2 ) | ||||
| £ 390(40) | > 390(40) | ||||
| До 16 | -30 | -30 | -20 | -20 | -15 |
| Св. 16 до | |||||
| -30 | -20 | -10 | При толщине более 25 мм предварительный местный подогрев следует производить независимо от температуры окружающего воздуха | ||
| Св. 25 до 30 | -30 | -20 | -10 | ||
| Св. 30 до 40 | -10 | -10 | +5 | ||
| Св. 40 | +5 | +10 |
После окончания сварки со шва и околошовной зоны должен быть удален шлак, наплывы и брызги металла. Удаление шлака должно производиться после остывания шва (через 1 — 2 минуты после потемнения). Приваренные сборочные приспособления надлежит удалять без применения ударных воздействий и повреждения основного металла, а места их приварки — зачистить до основного металла с удалением всех дефектов. Снятие усиления, зачистку корня шва, лицевой стороны шва и мест установки выводных планок рекомендуется осуществлять с помощью высокооборотных электрических шлифовальных машинок с абразивным кругом. При этом риски от абразивной обработки металла должны быть направлены вдоль кромок свариваемых деталей.
Источник
Сварка толстостенных конструкций
Однослойный однопроходный шов выполняется за один проход. При сварке металла большой толщины шов выполняют слоями, каждый из которых накладывают за один проход (многослойный) или за несколько проходов (многослойный многопроходный).
Сварка за один проход предпочтительнее при ширине шва не более 14-16 мм, т.к. дает меньше остаточных деформаций. При толщине металла более 15 мм сварка каждого слоя «напроход» нежелательна. Первый слой успевает остыть, и в нем возникают трещины
МНОГОСЛОЙНЫЙ
чаще — для стыковых швов

I — VI — очередность нанесения слоев
МНОГОСЛОЙНЫЙ МНОГОПРОХОДНЫЙ ДВУСТОРОННИЙ
чаще — для угловых и тавровых

I — III — очередность нанесения слоев; 1 — 8 — очередность наложения швов
Для равномерного прогрева металла по всей длине швы накладывают:
- двойным слоем
- горком
- каскадом
- поперечной
- блоками
- горкой
При способе двойного слоя второй слой накладывают по неостывшему первому после удаления сварочного шлака в противоположном направлении на длине 200-400 мм

НАЛОЖЕНИЕ ШВОВ ПРИ ТОЛШИНЕ МЕТАЛЛА БОЛЕЕ 15 ММ
ПРИ КАСКАДНОМ МЕТОДЕ шов разбивают на участки по 200 мм. После сварки первого слоя первого участка, не останавливаясь, продолжают укладывать первый слой на соседнем участке.Тогда каждый последующий слой накладывается на не успевший остыть металл предыдущего слоя

СВАРКА «ГОРКОЙ» — разновидность каскадного метода. Ведется двумя сварщиками одновременно от середины к краям
Оба метода — это обратноступенчатая сварка не только по длине, но и по сечению шва, причем зона сварки всегда остается горячей

ПРИ СВАРКЕ БЛОКАМИ шов заполняют отдельными ступенями по всей высоте сечения шва. Применяют при соединении деталей из сталей, закаливающихся при сварке
Источник
Практическое занятие «Порядок сварки и наложения слоев шва при сварке труб различных диаметров в различных пространственных положениях»

Практическое занятие 6. Порядок сварки и наложения слоев шва при сварке труб различных диаметров в различных пространственных положениях
Добавить страницу в мои закладки
ознакомиться с порядком сварки и наложения слоев шва при сварке труб различных диаметров в различных пространственных положениях
Почти 60% объема сварочных работ при строительстве трубопроводов приходится на ручную дуговую сварку. Это соединение секций или отдельных труб в непрерывную нитку, сварка переходов через естественные или искусственные преграды, сварка крановых узлов, отводов и др.
При сооружении трубопроводов сварные стыки могут быть поворотными, неповоротными и горизонтальными (рис.1).

Рис.1 Сварные стыки труб:
а – поворотный; б – неповоротный; в – горизонтальный
Перед сборкой и сваркой трубы проверяют на соответствие требованиям проекта, по которому сооружается трубопровод, и техническим условиям. Основными требованиями проекта, а также технических условий являются: наличие сертификата на трубы; отсутствие эллипсности труб; отсутствие разностенности труб; соответствие химического состава и механических свойств металла трубы требованиям, указанным в технических условиях или ГОСТах. При подготовке стыков труб под сварку проверяют перпендикулярность плоскости реза трубы к ее оси, угол раскрытия шва и величину притупления. Угол раскрытия шва при толщине стенок трубы 8…12 мм должен составлять 60 — 70°, а величина притупления – 2…2,5 мм (рис.2).
Подготовка кромок под сварку:
Угол разделки кромок
Толщина свариваемого металла

Рис.2 Подготовка кромок труб под сварку при толщине стенок 8…12 мм
При толщине стенки 16 мм и более трубы большого диаметра могут поставляться с комбинированной разделкой кромок в соответствии с рис.3.
Типы разделки кромок труб для ручной дуговой сварки, односторонней автоматической сварки под флюсом, полуавтоматической сварки в защитных газах

Рис.3. Типы разделки кромок.
а) — для труб диаметром 57-1420 мм с толщиной стенки до 16 мм и после газовой резки
б) — для труб диаметром 273-1420 мм с толщиной стенки более 15 мм
б) — для автоматической сварки труб в защитных газах
При строительстве распределительных трубопроводов допускается ручная дуговая сварка труб без разделки кромок с толщиной стенки до 4 мм (рис.4).

Рис.4. Способы разделки труб перед сваркой
Фаски снимают с торцов труб механическим способом, газовой резкой или другими способами, обеспечивающими требуемую форму, размеры и качество обработанных кромок. Разностенность толщин стенок свариваемых труб и смещение их кромок не должны превышать 10% толщины стенки, но быть не более 3 мм. При стыковке труб должен обеспечиваться равномерный зазор между соединяемыми кромками стыкуемых элементов, равный 2…3 мм.
Перед сборкой кромки стыкуемых труб, а также прилегающие к ним внутренние и наружные поверхности на длине 15…20 мм очищают от масла, окалины, ржавчины и грязи.
Прихватки, являющиеся составной частью сварного шва, выполняют те же сварщики, которые будут сваривать стыки, с применением тех же электродов.
При сварке труб диаметром до 300 мм прихватка выполняется равномерно по окружности в четырех местах швом высотой 3…4 мм и длиной 50 мм каждая. При сварке труб диаметром более 300 мм прихватки располагают равномерно по всей окружности стыка через каждые 250…300 мм.

Рис.5. Зависимость числа прихваток от диаметра трубы
При монтаже трубопроводов необходимо стремиться к тому, чтобы по возможности больше стыков сваривалось в поворотном положении.
Количество слоев шва при дуговой сварке труб определяется толщиной стенок труб и их диаметром. При толщине труб свыше 8 мм и диаметре более 300 мм сварку ведут в 4 слоя (корневой, 2 основных, декоративный). В случае, когда толщина стенок трубы до 8 мм, сварку выполняют в два слоя сплошным швом. По внешнему виду сварной шов должен иметь слегка выпуклую поверхность с плавным переходом к поверхности основного металла. Высота усиления шва должна быть одинаковой по всему периметру в пределах от 1 до 3 мм, ширина не должна превышать 2,5 толщины стенки трубы.
Сварку труб малого диаметра и малой толщины стенки производят поворотным способом. В процессе сварки поворачивают трубу (рис.6) в сторону, противоположную направлению сварки.

Рис.6. Схема сварки стыка труб малого диаметра.
Второй слой выполняют аналогично первому, но в противоположном направлении.
Трубы, толщина стенки которых составляет 8…12 мм, сваривают в три слоя плюс декоративный шов.
Первый слой создает местный провар в корне шва и надежное оплавление кромок. Для этого необходимо, чтобы наплавленный металл образовал внутри трубы узкий ниточный валик высотой 1…1,5 мм, равномерно распределяющийся по всей окружности. Используют электроды диаметром 2…3 мм. Для получения провара без сосулек и грата движение электрода должно быть возвратно-поступательным с непродолжительной задержкой электрода на сварочной ванне, незначительным поперечным колебанием между кромками и образованием небольшого отверстия в вершине угла скоса кромок. Отверстие получается в результате проплавления основного металла дугой. Размер его не должен превышать 2 мм – больше установленного зазора между трубами. Второй и третий слой выполняют электродом диаметром 4…5 мм и при повышенном токе одним из следующих способов: поворотом трубы на 180° и поворотом трубы на 90°.
Поворот трубы на 180° (рис.7).
Стык делят на 4 участка. Вначале сваривают участки 1 – 2, после чего трубу поворачивают на 180° и заваривают участки 3 – 4 (рис.7, а). Трубу поворачивают еще на 90° и сваривают участи 5 – 6, затем поворачивают трубу на 180° и сваривают участки 7 и 8 (рис.7, б). В процессе сварки нужно следить за тем, чтобы начало и конец шва не совпадали, перекрытие смежного слоя составляет 20…25 мм.

Рис.7. Схемы сварки стыка трубы:
а – второго слоя; б – третьего слоя
Поворот трубы на 90° (рис.8).

Рис.8. Схемы сварки стыка трубы:
а – второго слоя; б – третьего слоя
Стык также делят на 4 участка. Вначале сваривают участки 1 – 2. Затем трубу поворачивают на 90° и сваривают участки 3 – 4 (рис.8, а). После сварки второго слоя трубу поворачивают на 90° и сваривают участки 5 – 6, затем поворачивают на 90° и сваривают участки 7 – 8 (рис.8, б).

Четвертый декоративный слой во всех рассматриваемых выше способах накладывают в одном направлении при вращении трубы.
Трубы диаметром более 500 мм сваривают обратноступенчатым способом. Длина каждого участка зависит от диаметра трубы и составляет 150…300 мм (рис.9).

Рис.9. Схема сварки стыка труб большого диаметра:
а – первого слоя; б – второго слоя
Сварка неповоротных стыков – один из самых сложных видов сварочных работ. Основная сложность заключается в необходимости выполнения сварки в различных положениях.
Неповоротные стыки по положению в пространстве бывают вертикальными (ось трубы горизонтальная) и горизонтальными (ось трубы вертикальная).
Неповоротные стыки труб при толщине стенок свыше 3 мм сваривают несколькими слоями, высота каждого слоя не должна превышать 4 мм, а ширина валика должна быть равна 2…3 диаметрам электрода. Стыки труб диаметром более 300 мм сваривают обратноступенчатым способом, длина каждого участка должна быть 150…300 мм. Каждый участок сваривается короткой дугой, равной половине диаметра электрода. Перекрытие швов (замок) зависит от диаметра детали и может составлять от 20 до 40 мм. Начинать сварку надо «углом назад», а заканчивать «углом вперед».
Сварка вертикальных стыков.
Процесс начинается с потолочного положения и заканчивается на нижнем положении. Наиболее жесткие требования предъявляются к качеству корневого шва. При его выполнении необходимо следить за равномерным проплавлением кромок деталей, чтобы получить равномерный обратный валик с усилением 1…3 мм на внутренней поверхности шва. Первый слой сваривают при возвратно-поступательном движении электрода с задержкой дуги на сварочной ванне. Это позволяет проплавлять кромки стыка с образованием узкого ниточного валика высотой 1…1,5 мм на его внутренней стороне. При этом на свариваемые кромки не должны попадать брызги расплавленного металла и сварка должна быть выполнена без прожогов. Для этого дуга должна быть короткой. Отрывая дугу от ванны, нельзя удалять ее более чем на 1…2 мм. Перекрытие начала и конца смежного слоя должно составлять 20…25 мм. Последующий слой сварки должен быть смещен от нижней точки окружности трубы на 5…6 см, и так каждый последующий слой относительно начальной точки предыдущего. Электрод при сварке второго и последующих слоев должен иметь поперечные колебания от края одной кромки к краю другой кромки. При сварке поверхность каждого шва должна быть вогнутой или слегка выпуклой. Чрезмерная выпуклость шва, особенно при потолочной сварке, может быть причиной непровара. Заполняющие слои шва надежно сплавляются между собой и проплавляют кромки свариваемых труб. После каждого слоя шва необходимо обязательно очищать поверхность шва от шлака. Последний слой выполняется высотой 2…3 мм и шириной на 2…3 мм большей, чем ширина разделки кромок; он должен иметь плавный переход от наплавленного металла к основному. Порядок выполнения вертикальных неповоротных стыков показан на рис.10.

Рис.10. Порядок выполнения вертикальных неповоротных стыков.
Сварку труб большого диаметра могут выполнять одновременно несколько сварщиков (их число может достигать четырех). Как правило, если сварщиков двое, то они выполняют сварку снизу, и идут вверх по периметру в направлении (по циферблату часов) 6 – 3 – 12 и 6 – 9 – 12. (рис.11). При этом в потолочной части стыка замок следует смещать на 50…60 мм от нижней точки окружности трубы. В двух смежных слоях замки должны отстоять друг от друга не менее чем на 50…100 мм.

Рис.11. Последовательность наложения швов при работе 2-х сварщиков

Рис.12. Последовательность наложения швов при работе нескольких сварщиков:
а – трех; б — четырех
Сварка горизонтальных стыков.
При сварке горизонтальных стыков труб на кромке нижней трубы фаска не снимается или снимается угол 10…15°, что улучшает процесс сварки без изменения ее качества. Лучшим методом сварки горизонтальных стыков является сварка отдельными валиками небольшого сечения. Первый валик накладывают в вершине шва электродами диаметром 3…4 мм при возвратно-поступательном движении электрода с обязательным образованием на внутренней стороне стыка узкого ниточного валика высотой 1…1,5 мм.

Рис.13. Сварка горизонтального стыка
После первого валика (слоя) зачищают его поверхность, второй валик накладывают так, чтобы он перекрывал первый при возвратно-поступательном движении электрода и его небольшом колебании от края нижней кромки до края верхней кромки. Сварку выполняют в том же направлении, что и сварку первого слоя (валика). Затем ток увеличивают и сваривают третий валик электродами диаметром 4…5 мм. Третий валик накладывают в направлении, противоположном первому, он должен перекрывать 70% ширины второго валика. Четвертый валик укладывают в том же направлении, но располагают в углублении между третьим валиком и верхней кромкой.
Сварка неповоротных стыков труб требует опыта выполнения данного вида работ, поэтому ее доверяют профессионалам. Особенно, если речь идет о трубопроводах с повышенными требованиями к герметичности сварных соединений.
При сварке стыка трубы более чем в три слоя, начиная с третьего слоя, каждый последующий выполняется в противоположном направлении по отношении к предыдущему. Трубы диаметром до 200 мм сваривают сплошными швами, а диаметром более 200 мм – обратноступенчатым методом. Горизонтальные неповоротные стыки сваривают «углом назад». Наклон электрода относительно вертикальной оси должен составлять 80…90°. Сваривать рекомендуется дугой средней длины.
После сварки сварщик обязан очистить стык от шлака и брызг, осмотреть и исправить все наружные дефекты и поставить клеймо.
2. Порядок проведения работы
2.1. Используя материал, представленный для изучения, материалы лекций 6 «Технологичность сварных конструкций. Общие понятия о технологическом процессе изготовления сварных конструкций» и 7 «Технология заготовительного производства. Правка, гибка металла, механическая и термическая резка», материалы интернет-ресурсов, основную и дополнительную литературу, ознакомиться с порядком сварки и наложения слоев шва при сварке труб различных диаметров в различных пространственных положениях.
2.2. Изучить самостоятельно и описать процесс аргоно-дуговой сварки тонкостенных труб.
Отчет должен содержать:
3.1. Описание процесса сборки и сварки труб малого и большого диаметра.
3.2. Проведение сравнительного анализа сварки труб малого и большого диаметра.
3.3. Описание процесса сварки в среде аргона труб малой толщины.
4. Контрольные вопросы.
Какими бывают сварные стыки труб?
Каковы особенности подготовки кромок под сварку стыка труб?
Каков порядок сборки и сварки поворотного стыка труб?
Каков порядок сборки и сварки неповоротного стыка труб?
Источник



