
- Способы газовой сварки. Правый и левый способ
- Правый способ газовой сварки
- Левый способ газовой сварки
- Выбор способа газовой сварки при сварке горизонтальных, вертикальных и потолочных швов
- Правая и левая сварка
- Способы газовой сварки
- Левый и правый способы газовой сварки
- Рисунок 1 — Способы газовой сварки
- Газовая сварка пламенем повышенной мощности
Способы газовой сварки. Правый и левый способ
Существуют два основных способа газовой сварки — левый и правый. Схемы левого и правого способа показы на рисунке: (на схеме а) — правый способ сварки, на схеме б) — левый).

Правый способ газовой сварки
При правом способе газовой сварки (схема а) на рисунке), её выполняют слева направо, поток сварочного пламени направляется на уже сваренный участок металла. Горелка (поз.3) двигается впереди присадочной проволоки (поз.2) и расплавляет основной металл (поз.1). При этом поток газового пламени (поз.4) направляется на образующийся сварной шов (поз.5).
Преимущества правого способа состоят в том, что сварочная ванна лучше защищена от проникновения в неё азота и кислорода из воздуха, увеличивается глубина проплавления основного металла и замедляется охлаждение металла сварного шва при его остывании. Эти преимущества получаются из-за того, что поток газового пламени, в процессе сварки металла, направлен на образующийся сварной шов.
При правом способе сварки пламя сварочной горелки ограничено с обеих сторон сварными кромками, а спереди — наплавленным сварным швом. Такое ограничение пламени снижает рассеивание теплоты и повышает степень её использования. Исходя из этого, суммарный угол разделки при таком способе, выполняют 60-70°, вместо 90°. Это позволяет уменьшить объём наплавляемого металла и уменьшить поводки и коробление.
Правый способ сварки позволяет увеличить производительность работы на 20-25%, по сравнению с левым способом. При этом расход горючих газов для газовой сварки снижается на 15-20%. Данный способ сварки целесообразнее применять при сваривании металлов, толщиной более 5мм, а также для сваривания металлов большой теплопроводности, например, для сварки меди или для сварки алюминия.
Левый способ газовой сварки
При левом способе газовой сварки, сварочная горелка движется справа налево, вслед за присадочным прутком (схема б) на рисунке). При этом поток газового пламени направлен на ещё не сваренные кромки металла, подогревая их и подготавливая металл к сварке.
Преимущества левого способа сварки состоят в том, что сварщику хорошо видно свариваемый металл, в результате внешний вид шва лучше и постоянную геометрию шва (высота и ширина) обеспечить проще. При сварке левым способом сварочное пламя свободно растекается по большой площади свариваемого металла, не концентрируясь в одном месте. И это существенно снижает вероятность пережога металла. Кроме того, предварительный подогрев свариваемого металла способствует тщательному перемешиванию расплавленной ванны.
Из-за этих преимуществ левый способ особенно часто применяют при сварке тонкого металла, а также при сварке легкоплавких материалов.
Выбор способа газовой сварки при сварке горизонтальных, вертикальных и потолочных швов
Выбор способа сварки зависит не только от толщины свариваемых деталей, но и от пространственного положения сварного соединения. При сварке в нижнем положении, способ сварки выбирают, как уже говорилось выше, в зависимости от толщины свариваемых деталей.
При сварке вертикальных швов снизу вверх, выбирают левый способ газовой сварки, справа налево, когда горелка двигается за присадочной проволокой. При сварке горизонтальных швов поток газового пламени из сварочной горелки направляют на формирующийся шов и также выбирают левый способ сварки (справа налево). Для того, чтобы жидкий металл не вытекал из расплавленной ванны, её выполняют с небольшим перекосом.
Для сварки потолочных швов предпочтительным является правый способ сварки. При таком способе сварки, сварочное пламя направляется напрямую на образующийся сварной шов, и препятствует стеканию расплавленного металла из жидкой ванны.
Источник
Правая и левая сварка
При газовой сварке различают правую и левую сварку. При правой сварке (рис. 46) перемещение газовой горелки производится слева направо, при левой сварке — справа налево.
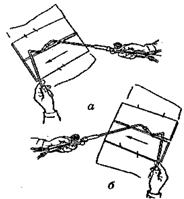
Рисунок 46 — Способы сварки
При левом способе сварки присадочная проволока находится перед пламенем горелки, при правом способе — позади него. При левом способе пламя направлено на несваренную часть шва. Чтобы обеспечить более равномерный прогрев кромок и лучшее перемешивание металла сварочной ванны, производятся зигзагообразные движения наконечника и проволоки.
Левая сварка наиболее распространена и применяется для сварки тонких листов (до 5 мм) и легкоплавких металлов. В этом случае левый способ сварки обеспечивает наибольшую производительность и наименьшую стоимость.
При левом способе сварки кромки основного металла предварительно прогреваются, что способствует хорошему перемешиванию сварочной ванны. Сварщик хорошо видит сварной шов, поэтому внешний вид шва лучше, чем при варке правым способом. Кроме этого, левый способ сварки проще, чем правый, и не требует от сварщика высокой квалификации.
При толщине листов свыше 5 мм выгоднее правый способ сварки. Он применяется также для сварки металлов с большой теплопроводностью.
При правом способе пламя направлено на сваренный шов, что обеспечивает лучшую защиту сварочной ванны от кислорода и азота воздуха, а также замедленное охлаждение металла шва в процессе кристаллизации. Из-за этого качество шва при правом способе выше, чем при левом способе (именно качество, а не внешний вид шва).
При правом способе сварки тепло пламени рассеивается меньше, чем при левом способе. Поэтому угол разделки кромок составляет не 90°, а меньше — 60-70°. Это уменьшает количество наплавляемого металла, а также коробление изделия.
При правом способе сварки не делают колебательных движений мундштуком горелки, а присадочной проволокой выполняют спиралеобразные движения, причем с меньшей амплитудой, чем при левом способе.
Мощность сварочного пламени (для стали) выбирается из расчета 100-130 дм 3 /ч ацетилена при левом способе сварки и 120-150 дм 3 /ч ацетилена на 1 мм толщины свариваемого металла при правом способе сварки.
Положение горелки и присадочной проволоки
Пламя газовой горелки направляется так, чтобы кромки свариваемого металла находились в восстановительной зоне пламени на расстоянии от 2 до 6 мм от конца ядра. Нельзя касаться металла и присадочного прутка концом ядра пламени, т. к. это вызывает науглероживание металла сварочной ванны, способствует образованию хлопков и обратных ударов пламени.
Скорость нагрева металла регулируется изменением угла наклона мундштука относительно поверхности свариваемого металла. Величина этого наклона (угол α на рис. 47) выбирается в зависимости от толщины и вида свариваемого металла. Чем больше толщина металла, тем больше должен быть угол наклона, причем в начале сварки угол наклона устанавливается несколько больше, а по мере прогрева металла его уменьшают до положенного. В конце сварки, наоборот, угол наклона постепенно уменьшают.
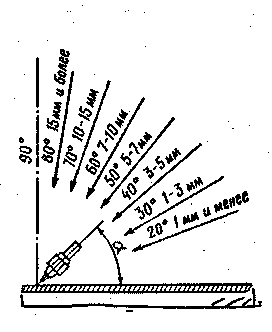
Рисунок 47 — График угла наклона мундштука горелки
Угол наклона присадочной проволоки обычно находится в пределах 30-40° и регулируется сварщиком в зависимости от различных факторов — положения шва в пространстве, количества слоев многослойного шва и т. п.
Конец сварочной проволоки должен постоянно находиться в сварочной ванне, защищенной от окружающего воздуха газами восстановительной зоны пламени. В противном случае может возникнуть опасность окисления металла проволоки.
В процессе сварки конец мундштука совершает одновременно два движения — продольное (основное) вдоль оси шва и дополнительное поперечное, перпендикулярно к оси шва. Поперечное движение выполняется для равномерного прогрева кромок основного и присадочного металла и получения шва нужной ширины. Эти движения могут совершаться различными способами (рис. 48).
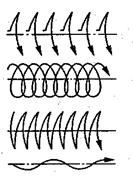
Рисунок 48 — Способы перемещения горелки
Первый способ, когда пламя горелки периодически отводится в сторону, для газовой сварки не рекомендуется, т. к. возможно окисление расплавленного металла воздухом. Второй способ — движение по спирали и третий — «полумесяцем» используются при сварке металла средней толщины. Четвертый способ применяется для сварки тонких листов.
Подготовка и сборка изделий под сварку
Перед газовой сваркой кромки свариваемого металла, а также прилегающие к ним участки очищают от окалины, ржавчины, краски и других загрязнений. Зачистку ведут металлической щеткой или же пламенем варочной горелки с последующей зачисткой металлической щеткой.
Чтобы обеспечить полный провар металла по всей толщине, перед газовой сваркой производится подготовка кромок свариваемых деталей.
Перед сваркой детали соединяют друг с другом короткими швами (прихватками), чтобы в процессе сварки зазор между деталями оставался постоянным. Размеры прихваток и расстояние между ними выбираются в зависимости от толщины свариваемого металла и длины шва.
При сварке тонких листов и коротких швах длина прихваток не должна быть более 5 мм, а расстояние между ними — 50-100 мм. При сварке толстых листов и швах значительной длины длина прихваток может быть примерно 20-30 мм, а расстояние между ними от 300 до 500 мм. Прихватки выполняют при тех же режимах, что и сварку.
Иногда стыковые швы сваривают и без прихваток. Свариваемые листы при этом укладывают так, чтобы они образовали между собой небольшой угол. По мере производства сварки листы стягиваются за счет поперечной усадки шва, и, таким образом, величина зазора остается постоянной по всей длине шва.
Газовая сварка в различных пространственных положениях
Газовой сваркой выполняются нижние, горизонтальные и потолочные швы. Наибольшую трудность представляют потолочные швы: капли металла сварочной ванны стекают вниз и сварщик должен удерживать жидкий металл в шве дутьем газового пламени.

Нижние швы свариваются легче всего: расплавленный присадочный металл под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны. Кроме этого, при этом сварщику удобно наблюдать за ходом сварки.
Как уже говорилось, нижние швы сваривают как правым, так и левым способом, в зависимости от толщины металла.
При сварке длинных швов применяются ступенчатый или обратноступенчатый способы сварки. При этом весь шов разбивается на участки, сварка которых ведется в определенном порядке (рис. 49), где показана схема наложения швов при разных способах.
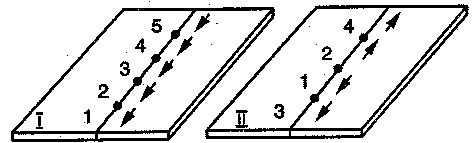
а — сварка от кромки; б — сварка от середины шва
Рисунок 49 — Порядок наложения швов
Вертикальные швы сваривают разными способами:
а) тонкие детали — либо правым способом сверху вниз, либо левым способом — снизу вверх (рис. 50);

а — сверху; б и в — снизу вверх; г — схема сварки двойным валиком
Рисунок 50 — Сварка вертикальными швами
б) металл толщиной от 2 до 20 мм целесообразнее сваривать методом двойного валика. В этом случае кромки не скашивают, а свариваемые детали устанавливают с зазором, который равен половине их толщины. Сварку ведут снизу вверх.
При сварке горизонтальных швов, когда расплавленный металл, стремится стечь на нижнюю кромку, используют правый способ, держа конец присадочной проволоки сверху, а мундштук горелки снизу сварочной ванны. Тогда сварочная ванна располагается под некоторым углом к оси шва, что облегчает его формирование и предотвращает стекание расплавленного металла.
При сварке потолочных швов кромки сначала прогревают до тех пор, пока не начнется их оплавление; в этот момент в сварочную ванну вводят присадочную проволоку, конец которой быстро оплавляется. Расплавленный металл удерживается от стекания вниз давлением газа пламени. Сварку ведут правым способом в несколько слоев с минимальной толщиной каждого слоя.
При газовой сварке накладываются однослойные и многослойные швы. При толщине стали 8-10 мм швы накладываются в два слоя. Листы толщиной свыше 10 мм сваривают с наложением трех и более слоев.
Многопроходные швы при газовой сварке не применяются, т. к. очень трудно накладывать узкие валики.
При выполнении многослойных швов каждый предыдущий слой должен быть очищен металлической щеткой от шлаков и толстой окалины.
Литература:1осн. 137, 1осн. 169, 3 осн., 1-3 доп.
1. Какие газы применяются для газовой резки и сварки?
2. Опишите устройство ацетиленового генератора?
3. Как получают ацетилен из карбида кальция?
4. Что такое обратный удар?
5. Что такое газовый редуктор, для чего предназначен и как устроен?
6. Какие типы рукавов Вам известны?
7. Что называется сварочной горелкой?
8. Каким образом классифицируются сварочные горелки?
9. Назовите области применения газовой сварки.
10. Как выбирается и регулируется сварочное пламя?
11. В чем отличие правой и левой сварки?
12. Перечислите виды поперечных движений мундштуком горелки.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Способы газовой сварки
Левый и правый способы газовой сварки
В практике различают два способа ручной газовой сварки: правый и левый.
Левым способом газовой сварки называется такой способ, при котором сварку ведут справа налево, сварочное пламя направляют на еще несваренные кромки металла, а присадочную проволоку перемещают впереди пламени. Левый способ наиболее распространен и применяется при сварке тонких и легкоплавких металлов. При левом способе сварки кромки основного металла предварительно подогревают, что обеспечивает хорошее перемешивание сварочной ванны. При этом способе сварщик хорошо видит свариваемый шов, поэтому внешний вид шва лучше, чем при правом способе.
Правым способом газовой сварки называется такой способ, когда сварку выполняют слева направо, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Мундштуком горелки при правом способе выполняют незначительные поперечные колебания. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха и замедленное охлаждение металла шва в процессе кристаллизации. Качество шва при правом способе выше, чем при левом. Теплота пламени рассеивается меньше, чем при левом способе. Поэтому при правом способе сварки угол разделки шва делается не 90°, а 60-70°, что уменьшает количество наплавляемого металла и коробление изделия.

а — левый, б — правый
Рисунок 1 — Способы газовой сварки
Правый способ экономичнее левого, производительность сварки при правом способе на 20-25% выше, а расход газов на 15-20% меньше, чем при левом. Правый способ целесообразно применять при сварке деталей толщиной более. 5 мм и при сварке металлов с большой теплопроводностью. При сварке металла толщиной до 3 мм более производителен левый способ.
Мощность сварочной горелки для стали при правом способе выбирается из расчета ацетилена 120-150 дм 3 /ч, а при левом — 100-130 дм 3 /ч на 1 мм толщины свариваемого металла.
Диаметр присадочной проволоки выбирается в зависимости от толщины свариваемого металла и способа сварки. При левом способе сварки диаметр присадочной проволоки d=S/2+1 мм, а при правом d-S/2 мм, где S — толщина свариваемого металла, мм.
Газовая сварка пламенем повышенной мощности
При этом способе газовой сварки горелка берется мощностью в два раза большей, чем при обычном способе сварки, и устанавливается пламя с избытком ацетилена на 7-10%. Кромки металла нагреваются только до начала оплавления. Газовая сварка стали производится следующим образом. Кромки нагреваются науглероживающим пламенем, вследствие чего верхний слой их обогащается углеродом и температура плавления металла понижается. При температуре 1200°С кромки начинают оплавляться (потеть). В это время в сварочный шов вводят присадочную проволоку, нагретую до плавления. Расплавленный металл проволоки растворяет науглероженный верхний слой основного металла и прочно соединяется с ним. Глубокое расплавление кромок производить нельзя, так как получится высокоуглеродистый хрупкий слой.
Диаметр проволоки берут больший, чем при обычной сварке. Скос кромок 60-70°С. Газовая сварка производится правым способом. Этот способ обеспечивает большую скорость сварки, но требует высокой квалификации сварщика.
Источник



