
8.10. Ручные способы нанесения жидких лакокрасочных материалов
Способы нанесения лакокрасочных материалов, связанные с использованием ручного инструмента (кистей, шпателей, валиков, тампонов, а также аэрозольных баллонов), являются наиболее старыми. Однако они применяются до сих пор, несмотря на широкое внедрение механизированных способов окрашивания.
Ручное нанесение применяют при небольших объемах окрасочных работ преимущественно в быту, при ремонте помещений, окрашивании единичных надписей, цировок и т. д. Нередко при механизированном нанесении красок возникает необходимость исправления дефектов или покрытия отдельных небольших участков поверхности, например, труднодоступных мест. В этом случае также прибегают к ручным приемам нанесения материалов. Ручные способы позволяют обходиться небольшим количеством лакокрасочного материала, они экономичны (потери материалов незначительны) и в отдельных случаях незаменимы.
Окрашивание кистями. Для различных работ применяют кисти разных размеров и формы (рис.8.28). Их изготовляют из свиной щетины (с добавлением 15% конского волоса), беличьего, барсучьего, хорькового волоса, верблюжьей шерсти, капрона. Большие по размерам кисти называют маховыми, их применяют при окрашивании больших поверхностей – кровли, пола, стен, потолков. Их укрепляют на удлиненной рукоятке (наконечнике) и работают двумя руками. Более мелкие кисти, предназначенные для работы одной рукой, называют ручниками. Они имеют разные размеры и четные номера от 6 до 30. Ручники бывают круглые и плоские.
Для окрашивания по трафарету применяют специальные кисти – трафаретные, они отличаются от ручников более короткой и жесткой щетиной.
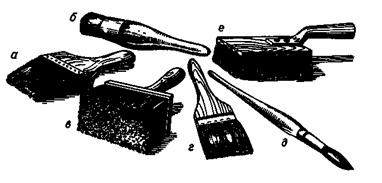
Рис. 8.28. Кисти: а, б – плоский и круглый ручники; в — макловица; г – флейц; д – филеночная кисть; е – щетка-торцовка
Окрашивание ручными валиками. Производительность при окрашивании валиками составляет 35–80 м2/ч. Применяют валики разных размеров и конструкций. В простейшем варианте валик представляет собой укрепленный на рукоятке пластмассовый, деревянный или металлический каток, обтянутый поролоном, губчатой резиной или коротко стриженой цигейкой (рис. 8.29). Более сложные устройства имеют по два валика, а иногда и питающий бачок.
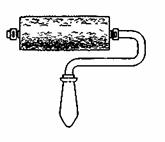
Рис. 8.29. окрасочный валик
Валиками, как и кистями, можно наносить лишь медленно высыхающие лакокрасочные материалы. Особенно хорошо зарекомендовал себя этот способ при окрашивании строительных объектов (стен, полов и потолков, дверных полотен, труб, ограждений лестничных клеток и т. д.) воднодисперсными и масляными красками. В промышленности с помощью ручных валиков иногда проводят окрасочные работы при ремонте вагонов, судов, щитовых изделий, емкостей для хранения жидких материалов. Нанесение лакокрасочных материалов валиками ограничивается плоскими поверхностями. В случае более сложных поверхностей его сочетают с кистевой окраской.
Нанесение лакокрасочных материалов шпателями и тампонами. Ручное шпатлевание – наиболее простой способ заделки отдельных дефектов поверхностей – рисок, царапин, вмятин, раковин и др. Эту операцию обычно выполняют с помощью простейшего инструмента – шпателей, металлических, деревянных, резиновых, пластмассовых (рис. 8.30).
В зависимости от характера поверхности и объема работ применяют шпатели с длиной рабочей кромки от нескольких десятков до сотен миллиметров.

Рис. 8.30. Шпатели: а – резиновый; б – пластмассовый; в – металлический
Тампоны применяют для нанесения лаков, политур, а также при производстве вспомогательных работ, например при крашении и порозаполнении древесины, протирке металлических и других изделий перед окрашиванием и после шлифования покрытий. Для полирования политурами служат тампоны из вязальной шерсти или обрезков шерстяных тканей, обернутых полотняной тканью. Тампоны для менее ответственных работ часто изготовляют из ваты, оберточным материалом служит марля, бязь или другая мягкая ткань. Тампон равномерно пропитывают жидким лакокрасочным материалом (материал лучше заливать внутрь тампона), затем приступают к лакированию или полированию. Движения тампоном должны быть ровными и плавными без остановок. При скольжении тампона под нажимом руки лакокрасочный материал постепенно выживается и оставляет тонкие следы (ласы) на покрываемой поверхности.
Окрашивание с помощью аэрозольных баллонов. При проведении восстановительных, подкрасочных и ремонтных работ в небольшом объеме нередко применяют аэрозольные баллоны (рис. 8.31).
Они выполняют одновременно две функции: служат тарой (емкостью) для лакокрасочного материала и своеобразным распылителем этого материала. Для того чтобы происходило распыление, баллоны снабжены распыляющим устройством, состоящим из клапана шарикового типа, пружины и стержня с пусковой головкой, а внутрь баллонов при их заполнении наряду с краской введен под давлением пропеллент (сжиженный или сжатый газ). Роль пропеллента или эвакуирующего газа могут выполнять различные вещества: фторорганические соединения (хладоны), насыщенные углеводороды (пропан, бутан), низкокипящие хлорированные углеводороды (метилхлорид, метиленхлорид, винилхлорид), сжатые газы (азот, углекислый газ, оксид азота (I)).
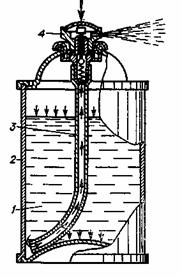
Рис. 8.31. схема устройства аэрозольного баллона: 1 – лакокрасочный материал; 2 – корпус баллона; 3 – сифонная трубка; 4 – распыляющее устройство
Пропелленты должны растворять лакокрасочный материал, не вступая с ним и с материалом подложки в химическое взаимодействие, обеспечивать постоянство давления в баллоне при распылении, быть неогнеопасными, нетоксичными и не обладать запахом. Этим требованиям в наибольшей степени отвечают хладоны (Ф-11 – фтортрихлорметан, Ф-12 – дифтордихлорметан, Ф-114 – тетрафтордихлорэтан). Совмещая их в разных соотношениях, получают смеси, которые обеспечивают требуемое для распыления давление насыщенных паров 0,25–0,36 МПа.
В аэрозольной металлической упаковке (вместимость от 0,15 до 1,0 л) выпускают разные лакокрасочные материалы (автомобильные и кожевенные нитроцеллюлозные краски, кремнийорганические и другие эмали). Нанесения красок проводят при температуре не ниже 15°С с расстояния 250–350 мм до окрашиваемой поверхности. Диаметр отпечатка факела материала при этом составляет 30–65 мм.
Одним баллоном вместимостью 0,5 л может быть окрашена поверхность
2 м2 при толщине покрытия 12–14 мкм.
Нанесение лакокрасочных материалов на мелкие предметы, проведение линий и другие подобные операции осуществляют филеночными кистями, в которых наряду со щетиной применяют мягкий волос белки, хорька, куницы. Для проведения тонких линий применяют так называемые обводочные или цировочные кисти, которые изготовляют из длинного беличьего волоса. Волос белки служит также для изготовления художественных кистей. Кисти из жесткой щетины и грубого волоса оставляют штрихи при окраске. Для их сглаживания используют флейцы – широкие (обычно плоские) мягкие кисти из длинного барсучьего волоса.
При работе низковязкими красками (клеевыми, известковыми) применяют побелочные кисти и кисти-макловицы, а для придания поверхности рельефа – кисти, называемые щетками-торцовками.
Для получения хорошего качества покрытий при окрашивании кистями следует соблюдать определенные правила. Новые кисти желательно накануне работы вымыть и высушить, а выступающие ворсинки ожечь, после чего кисть «выщетить» для очистки обожженных концов. Чтобы избежать деформации волоса маховые, филеночные кисти и круглые кисти-ручники обвязывают на 1/3–2/3 длины. По мере истирания волоса витки шпагата постепенно срезают, освобождая перевязанную часть кисти.
При окрашивании на поверхности сначала делают грубые мазки, затем краску растушевывают кистью, одновременно втирая ее в поры подложки. Направление заключительных штрихов выбирают с учетом окрашиваемых изделий. Штрихи на стенах делают в вертикальном направлении, потолке и полу – в направлении распространения света, т. е. от окон. Изделия из древесины окрашивают и лакируют движениями кисти вдоль волокон. При покрытии сложных по форме изделий применяют набор кистей разных размеров. Кистями можно наносить лишь медленно высыхающие лакокрасочные материалы – масляные, алкидные, масляно-битумные, воднодисперсионные. Их вязкость должна быть порядка 80–100 с по ВЗ-4.
При необходимости нанесения быстросохнущих лакокрасочных материалов пользуются растворителями с пониженной летучестью, например, нитратцеллюлозные лаки и эмали разбавляют растворителями №649 и №650. Растушевывание поверхности при этом исключается.
Наносимые краски должны быть хорошо размешаны и профильтрованы. При использовании красок, содержащих растворители, окрасочные работы следует проводить в хорошо вентилируемых помещениях. Удобно пользоваться столами, оборудованными местной вентиляцией и имеющими бортовой (боковой) или нижний отсос. Скорость движения воздуха в месте отсоса должна быть не менее 0,3 м/с. Работа кистями малопроизводительна. Даже при большом навыке удается окрашивать масляными красками не более 10, воднодисперсионными – не более 15 м2/час.
Источник
Инструкция по нанесению лакокрасочных материалов
Этап 1. Подготовка поверхности
Правильная подготовка поверхности необходима для успешной реализации любой схемы защитных покрытий. Невозможно переоценить значимость удаления нефти, масла, старого покрытия и поверхностных загрязняющих примесей (типа окалины и ржавчины, цементного молока на бетонной и солей цинка на оцинкованной поверхности).
Характеристика любого лакокрасочного покрытия напрямую зависит от правильной и добросовестной подготовки поверхности перед покрытием. Даже самая передовая и дорогая система покрытия будет недолговечной и малоэффективной, если подготовка поверхности не выполнена должным образом.
- очистить от пыли, влаги, грязи ржавчины и окалины.
- удалить острые кромки, заусенциии брызги от электросварки.
- грубые сварные швы зачистить.
- удалить с подготавливаемой поверхности жировые загрязнения, старую отслоившуюся краску.
- поверхность обезжирить и просушить.
Способы подготовки поверхности
Ручной: при помощи скребков, стальных щёток, наждачной бумаги.
Механический: с применением специальных шарошек, наждачных кругов, стальных щёток и ершей.
Огневой: данный способ используется при толщине металла не менее 5 мм.
Химическая очистка: травление в кислоте соляной, серной или орто- фосфорной.
Лучший способ: пескоструйный или дробеструйный.
Этап 2. Обезжиривание
Обезжиривание производится бензином или уайт-спиритом. Для этого поверхность обильно смачивается при помощи кисти, щётки или тряпки. Не допускается применять для этих целей керосин. Допускается обезжиривание растворами щёлочи. (тринатрий-фосфата, едкого натрия и др.)
Этап 3. Подготовка ЛКМ
Краски, эмали перед применением необходимо тщательно перемешать. Лакокрасочные материалы при нанесении на окрашиваемую поверхность должны иметь рабочую вязкость, соответствующую их свойствам, назначению и способу нанесения, т.е. не быть излишне густыми или жидкими.
Способ определения вязкости (текучести): на чистую стеклянную пластину нанести каплю краски и поставить вертикально.
«Под кисть» — капля краски стечёт «до подсыхания» не более чем на 1-2 см.
«Под краскораспылитель» — капля краски стечёт «до подсыхания» не более чем на 3-4 см.
При разбавлении лакокрасочных материалов необходимо знать какие для них требуются применять разбавители или растворители. При применении неподходящих или некачественных растворителей или разбавителей эмали или краски могут приобрести нежелательные свойства или свернуться. Свёртывание красок или эмалей так же может произойти если температура растворителя или разбавителя значительно ниже разбавляемого материала. Растворитель или разбавитель нужно прибавлять в разводимый лакокрасочный материал небольшими порциями при постоянном и тщательном перемешивании всего количества разводимого материала. При введении излишнего количества растворителей или значительно снижается «укрывистость» т.е. способность окрашивать поверхность одним слоем так, чтобы через него не просвечивался нижележащий слой грунта или металла. Перемешанную и разведённую краску наливают в рабочую посуду через сито с латунной или капроновой сеткой N 0,18 или 0,16, имеющей 1040-1480 отверстий на 1 см 2 .
Этап 4. Окраска
Для получения качественного красочного покрытия не нужно красить при низких или слишком высоких температурах, а также на солнце, на сквозняке, в тумане и при слабом дожде. Во время малярных работ температура должна быть не ниже 5С°.
Лакокрасочные материалы наносятся равномерным тонким слоем без пропусков и потёков. Очередной слой материала можно наносить только после высыхания ранее нанесённого слоя. Количество наносимых слоёв лакокрасочных материалов и общая их толщина определяется технологией окраски изделия и зависит от требований предъявленных условиями эксплуатации к изделию. Уменьшать количество слоев краски, увеличивая соответственно их толщину обычно не допускается, так как от этого будут образовываться подтеки, морщины и трещины. Лакокрасочное покрытие, полученное от нанесения трех тонких слоев краски, имеет значительно лучшее качество и большой срок службы, чем покрытия, полученные от нанесения двух более толстых слоев при одинаковой общей толщине нанесенного в обоих случаях слоя краски. Сокращения количества слоев лакокрасочного покрытия с сохранением его общей толщины и одновременным улучшением качества можно достигнуть при подогреве наносимых лакокрасочных материалов до 40–50° С.
Окрашивание можно производить кистью, валиком, краскораспылителем или окунанием.
Способ «окунанием» — толщина наносимого этим способом слоя краски регулируется её вязкостью, а так же подогревом ЛКМ и окрашиваемых изделий. Сушка производится на крючках, под лотками для стекания излишнего материала.
«Кистью» — Кисть держат под прямым углом к окрашиваемой поверхности, но красят не торцом кисти, а ее боком. Прижав щетину кисти (цангу) к поверхности, наносят ровные параллельные мазки краски на одинаковом расстоянии друг от друга, а затем, не набирая краски, растушевывают их поперечными взаимообратными крест-накрест штрихами, добиваясь тонкого ровного слоя краски, ее хорошего приставания к окрашиваемой поверхности.
Способ «распылением» — Нанесение лакокрасочных материалов способом распыления при помощи сжатого воздуха в 4–6 раз производительнее, чем при применении кистей. Краскораспылитель нужно держать перпендикулярно окрашиваемой поверхности все время на одинаковом от нее расстоянии 20–30 см, передвигая его с равномерной скоростью 14–18 м/мин. Если краскораспылитель держать под углом к окрашиваемой поверхности, то краска на ней образует складки. При изменении расстояния до окрашиваемой поверхности или скорости передвижения краскораспылителя изменяется толщина наносимого слоя краски и поверхность будет окрашена неравномерно. Краску краскораспылителем нужно наноcить прямыми горизонтальными или вертикальными полосами (в зависимости от формы окрашиваемом поверхности), начиная с верхнего левого угла, отпуская крючок каждый раз, когда полоса краски доходит до края окрашиваемой поверхности.
Этап 5. Сушка
Сушка лакокрасочных покрытий при окружающей температуре должна производиться с соблюдением определенных условий, так как она является завершающей операцией, от правильного выполнения которой во многом зависят стойкость и внешний вид нанесенного лакокрасочного покрытия. Сушка нанесенных лакокрасочных материалов производится после каждой технологической операции по их нанесению, т. е. после грунтовки, шпатлевки и после нанесения каждого слоя эмали или лака. Нанесение каждого последующего слоя покрытия производится, только после полного высыхания ранее нанесенного слоя.
Следует помнить, что защитные свойства и необходимую твердость пленка лака или краски приобретает только после ее полного высыхания, и поэтому для предотвращения ее повреждения окрашиваемые изделия до окончания сушки не следует транспортировать и перемещать или производить над ними какие-либо монтажные операции.
На практике различают две стадии высыхания пленки нанесенного лакокрасочного покрытия: «высыхание от пыли», когда пыль уже не прилипает к подсыхающей пленке, и «полное высыхание», когда при надавливании на пленку пальцем на ней не остается следа (проверка на отлип).
Основными причинами плохого качества, наносимых лакокрасочных покрытий, являются: низкая квалификация исполнителей, применение материалов, не соответствующих условиям эксплуатации покрытия, плохая подготовка поверхности под окраску, неправильное и неумелое применение материалов, сокращение технологических операций и несоблюдение их режимов, плохое качество материалов из-за длительного и неправильного их хранения, плохое качество кистей, неправильная регулировка краскораспылителей, транспортировка окрашенных изделий до полного окончания сушки лакокрасочных покрытий и повреждение покрытий при установке окрашенных изделий.
Проверка качества нанесенных лакокрасочных покрытий обычно производится внешним осмотром. Качество покрытия должно обеспечиваться постоянным контролем за соблюдением и правильным выполнением всех технологических операций, правильным выбором применяемых материалов и контролем за их исполнением.
Источник



