
- При каком проценте повреждения труба газопровода полностью переизолируется механизированным способом
- Изоляция стыков и ремонт мест повреждений покрытия газопроводов, построенных из труб с мастичным битумным покрытием
- Физико-механические свойства битумных мастик
- 213. При обнаружении внешним осмотром отдельных повреждений изоляционного покрытия стальной трубы, какой площадью труба полностью переизолируется механизированным способом?
- Тесты с ответами и комментариями, без рекламы.
- Здравствуйте,
- При каком проценте повреждения труба газопровода полностью переизолируется механизированным способом
- Защита газопроводов от коррозии изоляционными покрытиями (пассивная защита)
- Требования по качеству изоляционных покрытий
- 2 РАСЧЕТНОЕ ОПРЕДЕЛЕНИЕ ДОПУСКАЕМОГО УТОНЕНИЯ СТЕНКИ ГАЗОПРОВОДА
- При каком проценте повреждения труба газопровода полностью переизолируется механизированным способом
- Дефекты и повреждения трубопроводов: виды и методы обнаружения
- Оценка технического состояния металлической пустотелой продукции большого удлинения
- Методы обнаружения дефектов сварных соединений магистральных трубопроводов, тепловых сетей
- Предупреждение нарушений целостности трубопроводов
- Дефекты полиэтиленовых труб
- Устройства для поиска повреждений трубопроводов
- СП 42-102-2004 Проектирование и строительство газопроводов из металлических труб стр. 20
- 7 СТРОИТЕЛЬСТВО
- ВХОДНОЙ КОНТРОЛЬ ТРУБ И СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ
- СП 62.13330.2011* Газораспределительные системы. Актуализированная редакция СНиП 42-01-2002 (с Изменениями N 1, 2, 3)
- СП 62.13330.2011* Газораспределительные системы. Актуализированная редакция СНиП 42-01-2002 (с Изменениями N 1, 2, 3)
При каком проценте повреждения труба газопровода полностью переизолируется механизированным способом
Изоляция стыков и ремонт мест повреждений покрытия газопроводов, построенных из труб с мастичным битумным покрытием
Для изоляции стыков газопроводов и ремонта мест повреждений покрытия применяются преимущественно битумные мастики тех марок, из которых сформировано покрытие трубы, в частности битумно-резиновая мастика (ГОСТ 15836), битумноатактическая мастика и битумно-полимерные мастики.
Основные физико-механические свойства битумных мастик, рекомендуемые для изоляции стыков и мест повреждений покрытия, приведены в таблице ниже.
Физико-механические свойства битумных мастик
Марки битумных мастик
МБРР-90 (ГОСТ 15836)
Битумно-полимерная с повышенными адгезионными свойствами
Температура размягчения, °С, не менее
при 25 °С, см, не менее
Пенетация, десятые доли мм
Технология изоляции сварных соединений газопроводов и мест повреждения битумных покрытий, а также нанесения покрытий на фасонные части с использованием битумных мастик и рулонного материала «Бризол» или стеклохолста включает следующие основные операции:
- очистка изолируемой поверхности стыка (ручная — щетками или наждачной бумагой № 2,3; механизированная -шлифмашинкой);
- обработка концевых участков примыкающего к зоне сварного стыка битумного покрытия путем срезания его на конце на расстоянии 100—150 мм, для чего удаляют с покрытия обертку из бумаги. Затем срезанное на конце покрытие выравнивают, подплавляя его газовой горелкой или паяльной лампой;
- сушка и подогрев стыка (в зимнее и сырое время года);
- нанесение на очищенную поверхность стыка кистью или валиком битумного праймера, приготовленного из битума БНИ-1У и бензина (не содержащего солярку) в соотношении 1:3 по объему;
- нагрев пламенем газовой горелки (или паяльной лампой) примыкающих к зоне сварного стыка или места врезки концевых участков мастичного битумного покрытия длиной около 100—150 мм до начала оплавления мастики;
- нанесение по подсохшему до «отлипа» праймеру первого слоя горячей (140-160 °С) битумно-полимерной мастики, армированной одним слоем рулонного материала типа «Бризол» или стеклотканью Э(с) 4-40;
- нанесение второго слоя горячей битумно-полимерной мастики, также армированной одним слоем «Бризола» или стеклотканью Э(с) 4-40.
Рекомендуется соблюдать следующие требования:
- ширину нахлеста, формируемого на стыке покрытия, на мастичное покрытие линейной части трубы следует выполнять не менее 100 мм;
- полотно «Бризола» целесообразно наносить на стык путем оборачивания им стыка, при этом ширина полотна определяется длиной стыка плюс 140—200 мм. При изоляции мест врезок углов поворота и отводов используют узкую ленту «Бризола» или стеклоткани (шириной 70—100 мм) и формируют покрытие методом навивки по спирали, причем витки ленты «Бризола», армирующие первый слой битумно-полимерного покрытия, не должны нахлестывать друг на друга. Второй (оберточный) слой наносится с нахлестом не менее 20 см;
- при изоляции стыка по указанной технологии проводят послойную прикатку сформированного покрытия валиком в целях избежания пустот и неровностей, а также для улучшения прилипаемости покрытия как к металлу, так и к имеющемуся битумному покрытию;
- толщина изоляционного покрытия зоны сварного стыка на трубах диаметром 150 мм составляет не менее 7,0 мм, на трубах диаметром свыше 159 мм — не менее 8,0 мм;
- «Бризол», температура хрупкости которого согласно ТУ составляет минус 5 °С, хранят в трассовых условиях в зимнее время в вагончиках и перед нанесением на стык слегка прогревают ленту паяльной лампой или пламенем газовой горелки, не допуская деформации полотна;
- степень прилипаемости покрытия как к металлу, так и к существующему покрытию удовлетворительная и соответствует ГОСТ 9.602 (для покрытий на основе битумных мастик);
- во избежание расслоения между наносимой на стык мастикой и существующим на трубе мастичным покрытием рекомендуется в обязательном порядке прогревать до оплавления существующее на трубе покрытие.
Качество изоляции стыка или отремонтированного участка покрытия в значительной степени зависит от соблюдения технологии изоляционных работ.
213. При обнаружении внешним осмотром отдельных повреждений изоляционного покрытия стальной трубы, какой площадью труба полностью переизолируется механизированным способом?






Вопрос администрации
Тесты с ответами и комментариями, без рекламы.
![]()
Панель авторизации
Инструкция по пользованию сайтом
В данной инструкции изложены основные функции сайта, и как ими пользоваться
Здравствуйте,

Вы находитесь на странице инструкции сайта Тестсмарт.
Прочитав инструкцию, Вы узнаете функции каждой кнопки.
Мы начнем сверху, продвигаясь вниз, слева направо.
Обращаем Ваше внимание, что в мобильной версии все кнопки располагаются, исключительно сверху вниз.
Итак, первый значок, находящийся в самом верхнем левом углу, логотип сайта. Нажимая на него, не зависимо от страницы, попадете на главную страницу.
«Главная» — отправит вас на первую страницу.
«Разделы сайта» — выпадет список разделов, нажав на один из них, попадете в раздел интересующий Вас.

На странице билетов добавляется кнопка «Билеты», нажимая — разворачивается список билетов, где выбираете интересующий вас билет.

«Полезные ссылки» — нажав, выйдет список наших сайтов, на которых Вы можете получить дополнительную информацию.
В правом углу, в той же оранжевой полосе, находятся белые кнопки с символическими значками.
Опускаемся ниже, в серой полосе расположились кнопки социальных сетей, если Вам понравился наш сайт нажимайте, чтобы другие могли так же подготовиться к экзаменам.
Следующая функция «Поиск по сайту» — для поиска нужной информации, билетов, вопросов. Используя ее, сайт выдаст вам все известные варианты.
Последняя кнопка расположенная справа, это селектор нажав на который вы выбираете, сколько вопросов на странице вам нужно , либо по одному вопросу на странице, или все вопросы билета выходят на одну страницу.

На главной странице и страницах категорий, в середине, расположен список разделов. По нему вы можете перейти в интересующий вас раздел.
На остальных страницах в середине располагается сам билет. Выбираете правильный ответ и нажимаете кнопку ответ, после чего получаете результат тестирования.
Справой стороны (в мобильной версии ниже) на страницах билетов располагается навигация по билетам, для перемещения по страницам билетов.
На станицах категорий расположен блок тем, которые были добавлены последними на сайт.
Ниже добавлены ссылки на платные услуги сайта. Билеты с ответами, комментариями и результатами тестирования.
В самом низу, на черном фоне, расположены ссылки по сайту и полезные ссылки на ресурсы, они дублируют верхнее меню.
Надеемся, что Вам понравился наш сайт, тогда жмите на кнопки социальных сетей, что бы поделиться с другими и поможете нам.
Если же не понравился, напишите свои пожелания в форме обратной связи. Мы работаем над улучшением и качественным сервисом для Вас.
При каком проценте повреждения труба газопровода полностью переизолируется механизированным способом
Защита газопроводов от коррозии изоляционными покрытиями (пассивная защита)
Работы по нанесению изоляционных покрытий на трубы осуществляется в базовых условиях на механизированных линиях изоляции в соответствии с технологическими инструкциями, разработанными для каждого типа покрытия. Качество покрытий должно соответствовать требованиям технических условий на каждый вид покрытия.
Основные нормативные требования к наружным покрытиям подземных газопроводов, а также структура покрытий, регламентируемых ГОСТ 9.602 и РД 153-39.4-091, должны быть изложены в ТУ.
В качестве основных материалов для формирования защитных покрытий установлены: полиэтилен; полиэтиленовые липкие ленты; термоусаживающиеся липкие ленты; битумные и битумно-полимерные мастики; наплавляемые битумно-полимерные материалы; полимерно-битумные ленты; композиции на основе хлорсульфированного полиэтилена, полиэфирных смол и полиуретанов. Применяемые материалы и покрытия на их основе должны соответствовать требованиям технических условий и иметь сертификаты качества или технические паспорта.
Изоляционные работы на месте укладки газопроводов допускается выполнять ручным способом только при изоляции сварных стыков, мелких фасонных частей, а также резервуаров СУГ, исправлении повреждений покрытий, возникших при транспортировании труб, в размере не более 10% площади покрытия, а также при ремонте участков газопроводов длиной не более 10 м. При температуре воздуха ниже минус 25 °С проведение изоляционных работ запрещается на всех этапах строительно-монтажных работ по изоляции труб, нанесению покрытий на сварные стыковые соединения газопровода, ремонту мест повреждений, изоляции; проводится контроль показателей качества покрытий, толщины, адгезии, диэлектрической сплошности. Качество работ по очистке, праймированию поверхности и нанесению покрытий на трубы, выполняемых в заводских условиях и производственных базах строительно-монтажных организаций, проверяет и принимает отдел технического контроля и лаборатория предприятия.
Проверку качества изоляционных работ на трассе осуществляют инженерно-технические работники строительно-монтажных организаций, выполняющих изоляционные работы, а также технический надзор заказчика или организации, эксплуатирующей трубопроводы. Качество очистки проверяют осмотром внешней поверхности труб. Качество нанесенного на трубы защитного покрытия определяют внешним осмотром, измерением толщины, проверкой сплошности и адгезии к металлу. Газопровод укладывают в траншею, присыпают грунтом на 20—25 см и проверяют отсутствие непосредственного электрического контакта между металлом трубопровода и грунтом с выявлением дефектов в защитном покрытии. Требования к качеству изоляционных покрытий приведены в таблице ниже.
Толщину защитных покрытий контролируют приборным методом неразрушающего контроля с применением толщиномеров и других измерительных приборов:
- для экструдированного полиэтилена и битумно-мастичных покрытий — в базовых и заводских условиях на каждой десятой трубе одной партии не менее чем в четырех точках по окружности трубы и в местах, вызывающих сомнения;
- для битумно-мастичных покрытий — в трассовых условиях на 10% сварных стыков труб, изолируемых вручную, в тех же точках;
- для битумно-мастичных покрытий на резервуарах — в одной точке на каждом квадратном метре поверхности, а в местах перегибов изоляционных покрытий — через 1 м подлине окружности.
Толщину защитного покрытия из полимерных липких лент проверяют при намотке ленты внешним осмотром по количеству слоев навиваемой ленты и ширине нахлеста ленты.
Требования по качеству изоляционных покрытий
из экструдированного полиэтилена
комбинированного мастично ленточного
из полиэтиленовых липких лент
на основе битумных мастик
Толщина покрытия, мм, не менее, в зависимости от диаметра труб
d от 159 (вкл.) — 7,5; св. 159-9,0
Адгезия к стальной поверхности трубы при 20 °С кгс/см 2 , не менее
Ударная прочность, Дж на 1 мм толщины покрытия
4,0 (на всю толщину покрытия)
d от 325 до 530 — 6,0 на всю ширину покрытия
d от 176 до 530 — 6,0 на всю толщину покрытия
Величина напряжения при контроле сплошности на 1 мм покрытия, кВ
Переходное электросопротивление на законченном строительством газопроводе, Ом м 2 , не менее
Адгезию защитных покрытий и стали контролируют приборным методом с применением адгезимеров. Для мастичных битумных покрытий допускается определение адгезии методом выреза треугольника с углом 45° и отслаивания покрытия от вершины угла. Адгезия считается удовлетворительной, если при отслоении 50% мастики остается на металле. Адгезию покрытия из полиэтиленовых липких лент определяют через сутки после нанесения на трубы и стыки.
Сплошность покрытия труб в базовых и заводских условиях контролируют по всей поверхности приборным методом неразрушающего контроля с помощью искрового дефектоскопа при напряжении 4,0 или 5,0 кВ на 1 мм толщины покрытия после процесса изоляции труб, а также на трассе после ремонта покрытий трубопроводов, изоляции стыков и резервуаров в соответствии с требованиями табл. 6.1.
Проверку защитного покрытия после присыпки газопровода на отсутствие внешних повреждений, вызывающих непосредственный электрический контакт между металлом трубопровода и грунтом, производят приборами в соответствии со специальной инструкцией, составленной применительно к схеме приборов. Дефектные места, а также повреждения защитного покрытия, выявленные во время проверки его качества, исправляют до окончательной засыпки газопровода. При этом обеспечиваются однотипность, монолитность защитного покрытия. После исправления отремонтированные места подлежат вторичной проверке.
По окончании строительства защитное покрытие уложенных трубопроводов и резервуаров принимают представители заказчика с оформлением акта на скрытые работы. При сдаче защитного покрытия газопровода по требованию представителя заказчика предъявляют: сертификаты (паспорта) на каждую партию материалов или результаты лабораторных испытаний материалов — данные лабораторных испытаний проб, взятых из котлов в процессе приготовления битумной мастики, журнал изоляционных работ; акт проверки качества защитного покрытия.
Наиболее прогрессивным покрытием для труб диаметром от 57 до 220 мм является покрытие из экструдированного полиэтилена, нанесенное на трубу по жесткому адгезиву.
Покрытие из полиэтиленовых липких лент отечественного и зарубежного производства наносится на трубы диаметром от 45 до 530 мм. Структура покрытия весьма усиленного типа включает два слоя полиэтиленовой липкой ленты толщиной 0,63 мм, нанесенной по специальной битумно-полимерной грунтовке, и наружную обертку из оберточной полиэтиленовой ленты с липким слоем.
Покрытие на основе битумных мастик должно состоять из нескольких армированных слоев мастики, нанесенных на трубу по битумному праймеру (праймер — битумная грунтовка, изготовляемая из битума, растворенного в бензине; соотношение битума и бензина 1:3 по объему или 1:2 по массе).
Структура покрытия включает: грунтовку битумную (праймер); мастику; армирующий слой; мастику; армирующий слой; мастику; обертку из бумаги. Для изготовления покрытий рекомендуется применять битумно-резиновую (ГОСТ 15836), битумно-атактическую, битумно-полимерную мастики, а также мастику «Асмол».
В качестве армирующих материалов для мастичных битумных покрытий применяют стеклохолсты ВВ-К, ВВ-Г, нетканое полимерное полотно марки С1.100-80-0444, стеклоткань. Допускается применять стеклохолсты других марок, соответствующие основным показателям, установленным в нормативно-технической документации на ВВ-К и ВВ-Г.
Важнейшими условиями, определяющими эффективность защитного покрытия и продолжительность срока его службы, является качественная очистка и праймирование поверхности труб, а также соблюдение температурного режима в процессе изготовления мастики и нанесения ее на трубы.
Толщина наносимого изоляционного слоя, его сплошность и прилипаемость, степень пропитки армирующей обмотки зависят от вязкости мастики, регулируемой изменением температуры в ванне в зависимости от температуры окружающей среды.
а) местной коррозии пятнами (рис. 1);
б) эрозионного износа внутренней поверхности трубы.

Рис. 1 стенка трубы, подверженной коррозии.
При этом длина повреждений вдоль оси трубы не должна превышать половину диаметра трубы.
2 РАСЧЕТНОЕ ОПРЕДЕЛЕНИЕ ДОПУСКАЕМОГО УТОНЕНИЯ СТЕНКИ ГАЗОПРОВОДА
Уровень кольцевых напряжений в трубе, имеющей обширные коррозионные или эрозионные повреждения, должен удовлетворять условию:
Из условия (1) величина допускаемого утонения стенки трубы [ с] рассчитывается по формуле:
Так как для газопроводных труб δ DH , формула (2) применима для случаев как внутренней, так и внешней коррозии.
Допускаемые кольцевые напряжения определяются формулой:
В формуле (3) коэффициенты m и k н определяются по таблицам /6/:
При каком проценте повреждения труба газопровода полностью переизолируется механизированным способом
Дефекты и повреждения трубопроводов: виды и методы обнаружения

Для сооружения магистралей различного назначения используют стальные и полиэтиленовые трубы. В результате длительной эксплуатации под влиянием внешнего воздействия, физико-химических процессов происходит нарушение целостности коллектора. Для снижения риска разрушения материала разработана классификация основных дефектов трубопроводов.
Оценка технического состояния металлической пустотелой продукции большого удлинения
При выполнении контрольной проверки исправности труб иногда обнаруживают изъяны на внешней или внутренней поверхности. Они свидетельствуют о слабых местах изделия, причиной которых может быть производственный брак, недостатки в эксплуатации или форс-мажорные обстоятельства природного происхождения.
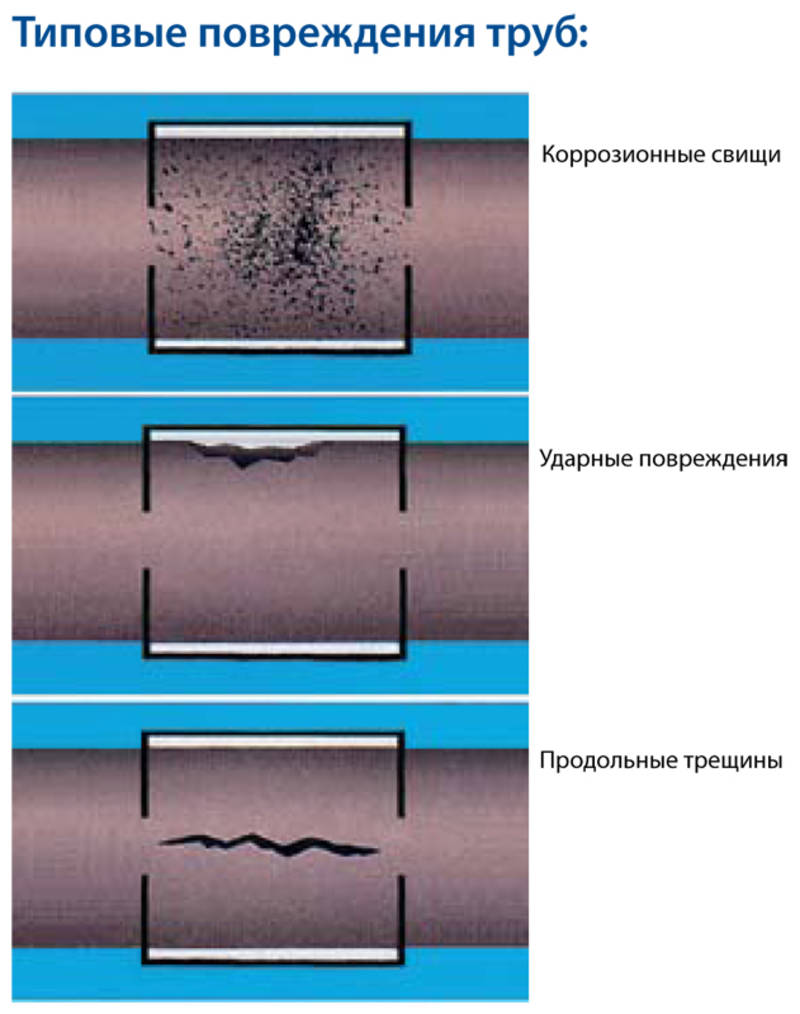
Специалисты отмечают следующие виды дефектов стального трубопровода:
- осевое отклонение трассы от проектного плана;
- повреждение, которое изменяет поперечный профиль;
- механическое нарушение тела трубы и сварных соединений.
Осевые деформации в виде всплывших труб, выпучин, просадок и провисов могут вначале не вызывать разрушения. Но отсутствие своевременных мер в дальнейшем приведет к серьезным авариям, особенно при наличии дефектов в сварных трубах большого диаметра.
Изменение круглой формы поперечного сечения образует овал, гофру или большие вмятины. Контур овала труба приобретает свой вид в результате радиального механического давления извне. Источником статического или динамического воздействия может быть тело большой плотности и массы без острых выступов. Плавность соприкосновения не приводит к полному разрушению коллектора. Но опасность состоит в появлении напряжения конструкции на большой протяженности. Вмятина или гофра образуются в процессе производства, сгибания или неаккуратной укладки на земляное ложе.
Еще один комплекс нарушений целостности – это свищи, трещины сварных соединений или коррозионные дефекты бесшовных труб. Причинами их появления являются не выдерживание технологии транспортировки, монтажа, эксплуатации. Разрушение имеет вид сквозных и несквозных отверстий, расслоения металла, отсутствия сплошности материала в направлении проката. Возможно появление других изменений: металлическое отслоение, окисленный разрыв, ликвация – содержание в кристаллической решетке инородных примесей неметаллического характера.
Ликвации, канавки, отслоения и разрывы являются следствием металлургического брака. В результате возможно развитие:
- дефектов стенки трубы с сверхнормативным уменьшением её толщины на большой площади поверхности;
- единичных и локальных повреждений;
- линейных изменений структуры.
Реакция по утончению стенки наблюдается в основном при наличии в грунте блуждающих токов. Их воздействию подвержены тонкостенные трубы, неизолированные футляры. Критическим значением при осмотре состояния трассы, пораженной коррозией, считается не столько площадь изъяна, сколько толщина металлической стенки.

Методы обнаружения дефектов сварных соединений магистральных трубопроводов, тепловых сетей
Контроль качества сварочных работ выполняется согласно требованиям СНиП и ГОСТ. В первую очередь проверяется наличие допуска у сварщика. Затем исследуется качество материалов: электродов, сварочной проволоки, флюсов. При внешнем осмотре проверяется легкая выпуклость стыка, плавность перехода к телу трубы.
Возможные дефекты при гибке, прокате трубопроводов, на различной стадии их эксплуатации обнаруживаются следующими видами физического контроля:
- просвечиванием сварных соединений;
- магнитографическим и ультразвуковым методом;
- вскрытием шва;
- пневматическим и гидравлическим испытанием;
- керосиновой пробой;
- механическим испытанием.
Сварные стыки бракуются при наличии трещин, непровара по сечению стыка, газовых пустот, шлаковых включений.
Важно! При обнаружении брака в газопроводах с давлением до 0,6 МПа тестируется удвоенное количество швов. Повторное обнаружение некачественной сварки требует 100%-й проверки.
Вероятность выявления дефектов труб при неразрушающем контроле, когда внутренняя структура материала не подвергается изменению, абсолютная. Чаще всего при проверке металлов используется внешний осмотр, гамма-, рентгенографический, ультразвуковой и магнитографические способы. Например, акустический метод выгодно отличается от других тем, что диагностическая аппаратура достаточная простая. С его помощью можно обнаружить дефекты стальных и полиэтиленовых труб, в отличие от вихревых, магнитных или электрических приборов.

Предупреждение нарушений целостности трубопроводов
Дефекты с изоляцией трубопроводов связаны с нарушением пассивной или отсутствием активной защиты (катодной, протекторной, электродренажной). Пассивный метод изолирует трассу от контакта с окружающим грунтом и ограничивает проникновение блуждающих токов. На поверхность изделия круглого сечения наносятся битумные покрытия с наложением армирующих средств из стекловолокна, полимерных пленок.
Одновременно противокоррозионное покрытие выполняет функцию по защите изоляции трубопроводов от механических повреждений. Оно должно быть сплошным, химически стойким, с увеличенной механической прочностью и прилипаемостью, эластичным, с водоотталкивающими свойствами.
Эффективным средством, противостоящим коррозионному повреждению трубопроводов, является активная защита. В основе электродренажа лежит организованный отвод блуждающих токов от трассы к источнику. Катодный способ предусматривает поляризацию с применением внешней электросети и закопанных вокруг трубы малорастворимых электродов. Они представляют собой графитовые или чугунные стержни, выполняющие роль анодов. Протекторная защита предусматривает катодную поляризацию защищаемой трубы путем подключения к ней анодных заземлителей. Последние обладают большим электрохимическим потенциалом в грунте, чем сам трубопровод.

Дефекты полиэтиленовых труб
Полиэтилен представляет собой высокомолекулярный продукт полимеризации этилена. Изготавливают трубы методом непрерывного выдавливания материала на специализированном оборудовании. При всех плюсах материала — небольшой массе, устойчивости к коррозии, он хрупкий и непрочный. Чаще всего разрушение трассы происходит при вскрытии грунта экскаватором. При этом возможно:
- локальное нарушение целостности;
- появление вмятины;
- частичный или полный разрыв трубопровода;
- утечка транспортируемого сырья.
Случается производственный брак или дефекты при пайке полипропиленовых труб.

В результате местного нарушения в виде прокола для его устранения применяются электросварные заглушки, усиливающие накладки. Место утечки обрабатывается и на него накладывается пластырь с последующей приваркой специальным аппаратом. Вмятины на поверхности образуются в основном при монтаже газопровода. Их устраняют полной запрессовкой трубы. Если деформации поверхности полиэтиленового изделия составляют величину более 1/10 от полной толщины стенки, то устанавливают новый фрагмент.
При разрыве изделия ремонт дефектов трубопроводов заключается в полной замене разрушенного куска, который фиксируется на двух муфтах с помощью электросварочного устройства. При работах на подводных трассах крепление осуществляется механическим способом. Чаще всего утечки – это следствие не механического повреждения, а нарушения технологии сварки, наличия остатков воды в трубе или ошибки из-за неопытности.
Поэтому требованием по качественному исправлению полиэтилена является чистая и сухая внутренняя полость трубы. В противном случае при нагревании и обжатии муфты образуется пар под избыточным давлением. Он меняет параметры сплавления синтетического материала. Возникают сквозные каналы, которые делают стык полностью непригодным к эксплуатации. Чем больше полость изделия, тем серьезнее негативные последствия.

Устройства для поиска повреждений трубопроводов
Протяженные коррозионные нарушения теплотрасс возникают по причине постепенного заполнения тепловых камер и каналов водой. Выявление повреждения трубопровода на тепловых сетях выполняется с помощью акустических и корреляционных течеискателей. Сущность поиска заключается в определении места утечки воды фиксацией звуковых сигналов датчиком вибрации, который отслеживает выброс воды вдоль контролируемого участка. Координаты нарушения устанавливаются по максимальному значению звукового сигнала в заданном диапазоне частот. Корреляционный метод предусматривает применение двух вибродатчиков, расположенных на удалении в несколько сотен метров друг от друга. Точки установки прибора определяются штатным расписанием.
Детектор повреждений трубопровода переносной марка ДПП А предназначен для нахождения точек нарушения изоляции старых и строящихся газовых сетей без раскопки котлована под любым видом дорожного покрытия. Используется для установки места нахождения труб, силовых электрических кабелей. Максимальный радиус действия при поиске действующего трубопровода – 500 м, вновь строящегося – 2 км.

Прибор позволяет проводить только периодический контроль. Он регистрирует характер изменения напряжения вдоль трассы при прохождении тока по цепи: гетеродин — труба — земля – гетеродин. Направление трассы и глубина её нахождения устанавливаются на основе метода индукции.
Прибор запитывается от батареи напряжением 9 В. Подключается к аппаратуре ОДК в контрольных пунктах, предусмотренных проектом. Длина проверяемого участка — 6 км, класс э/защиты – ІІ, сила тока – 1,5 мА. Аппарат можно эксплуатировать при температуре наружного воздуха в диапазоне – от -45 до +45°С и влажности – 45-75%.
Надежность работы систем газо-, водо-, теплоснабжения зависит от своевременного выявления причин повреждения трубопроводов и ликвидации их последствий. Закладывается она на этапе проектирования, монтажа и в процессе эксплуатации. Для этого сооружаются параллельные нитки распределительных систем, создаются закольцованные участки сети.
СП 42-102-2004 Проектирование и строительство газопроводов из металлических труб стр. 20
6.5 Внутри зданий и сооружений допускается прокладка медных газопроводов в штрабе стены, прикрытой хорошо вентилируемыми щитами. Заполнение свободного пространства в штрабе, в которой проложен газопровод, не допускается.
6.6 При прокладке медных газопроводов предусматривают возможность компенсации тепловых удлинений и деформаций, которые могут возникнуть в результате оседания здания. Компенсация линейных удлинений медных газопроводов может быть выполнена путем соответствующей прокладки с использованием естественной самокомпенсации или путем установки компенсаторов. Компенсаторы могут быть в виде гнутых труб или в виде соединений из дуг и отводов.
Примеры правильной и неправильной прокладки газопровода показаны на рисунке 7.
Рисунок 7 — Прокладка газопроводов с соблюдением правил естественной компенсации
а — правильная прокладка газопровода; б — неправильная прокладка газопровода; в — правильная прокладка ответвления газопровода; г — неправильная прокладка ответвления газопровода
6.7 Медные трубопроводы не рекомендуется подвешивать к другим трубопроводам и сами они тоже не могут быть опорой для других трубопроводов.
7 СТРОИТЕЛЬСТВО
ВХОДНОЙ КОНТРОЛЬ ТРУБ И СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ
7.2 При входном контроле труб и соединительных деталей проводится проверка:
— наличия и содержания сертификатов заводов-изготовителей на трубы и фасонные части;
— соответствия требованиям ГОСТ (ТУ) — внешним осмотром и измерениями геометрических размеров;
— наличия и содержания технических паспортов заводов-изготовителей (ЦЗЗ, ЦЗМ) на соединительные детали и монтажные узлы;
— наличия и содержания сертификатов заводов-изготовителей (или паспортов, актов, если изоляция труб выполнена в базовых условиях строительно-монтажных организаций), на изоляционное покрытие труб (для стальных труб);
— наличия протоколов проверки качества физическими методами контроля сварных стыков соединительных деталей, изготовленных в базовых условиях строительно-монтажных организаций (для стальных труб).
7.3 Внешнему осмотру и измерениям на соответствие требованиям ГОСТ (ТУ) рекомендуется подвергать не менее 10% партии труб или соединительных деталей (но не менее одной трубы, соединительной детали) и при обнаружении брака проводят проверку их удвоенного количества. Визуальный и измерительный контроль производят в соответствии с РД 03-606*.
* Ошибка оригинала. Следует читать РД 10-606-03.
При обнаружении при повторной проверке хотя бы одного бракованного изделия вся партия труб (соединительных деталей) забраковывается.
7.4 Допустимые отклонения от геометрических размеров трубы или соединительной детали (толщина стенки по периметру, наружный диаметр, овальность) принимаются в соответствии с ГОСТ (ТУ) на эти изделия.
7.5 Трубы с трещинами, не выправляемыми вмятинами и недопустимыми коррозионными повреждениями забраковываются.
7.6 Внешнему осмотру изоляционного покрытия подвергается каждая труба партии изолированных труб.
При обнаружении внешним осмотром отдельных повреждений изоляционного покрытия трубы площадью более 10% или нескольких повреждений общей площадью более 20% труба полностью переизолируется механизированным способом.
По решению заказчика или генерального подрядчика, кроме внешнего осмотра изоляционного покрытия труб, при входном контроле может производиться приборная проверка изоляции по ГОСТ 9.602.
7.7 При внешнем осмотре соединительных деталей проверяются наличие вмятин, забоин, заусениц, трещин, коррозионных повреждений, расслоения металла, раковин и качество резьбы, а также соответствия геометрических размеров требованиям ГОСТ (ТУ).
При наличии трещин, сквозных отверстий, раковин, неполной или забитой резьбы, отклонения геометрических размеров от требований ГОСТ (ТУ), невыправляемых вмятин соединительные детали забраковываются.
СП 62.13330.2011* Газораспределительные системы. Актуализированная редакция СНиП 42-01-2002 (с Изменениями N 1, 2, 3)
10.4.1* Контролю физическими методами подлежат стыки законченных строительством участков газопроводов, выполненных электродуговой и газовой сваркой (газопроводы из стальных труб), а также сваркой нагретым инструментом встык (газопроводы из полиэтиленовых труб, выполненные на сварочной технике с ручным управлением и средней степени автоматизации), в соответствии с таблицей 14*. Допускается уменьшать на 60% количество контролируемых стыков полиэтиленовых газопроводов, сваренных с использованием сварочной техники средней степени автоматизации, аттестованной и допущенной к применению в установленном порядке.
Обязательному контролю физическими методами не подлежат стыки полиэтиленовых газопроводов, выполненные на сварочной технике высокой степени автоматизации, аттестованной и допущенной к применению в установленном порядке.
Сварка полиэтиленовых газопроводов соединительными деталями с ЗН должна выполняться аппаратами, осуществляющими регистрацию результатов сварки с их последующей выдачей в виде распечатанного протокола.
Контроль стыков стальных газопроводов проводят радиографическим — по ГОСТ 7512 и ультразвуковым — по ГОСТ Р 55724 методами. Стыки полиэтиленовых газопроводов проверяют ультразвуковым методом.
Контроль соединений многослойных полимерных и медных газопроводов проводят внешним осмотром и обмыливанием при испытании газопровода.
Число стыков, подлежащих контролю, % общего числа стыков, сваренных каждым сварщиком на объекте
1 Наружные и внутренние газопроводы природного газа и СУГ всех давлений с условным проходом менее 50, надземные и внутренние газопроводы природного газа и СУГ условным проходом 50 и более давлением до 0,005 МПа
Не подлежат контролю
2 Газопроводы ГРП и ГРУ
3 Наружные и внутренние газопроводы СУГ всех давлений (за исключением указанных в строке 1)
4 Надземные и внутренние газопроводы природного газа давлением св. 0,005 МПа
5, но не менее одного стыка
5 Подземные газопроводы природного газа давлением:
до 0,005 МПа включ.
10, но не менее одного стыка
св. 0,005 до 0,3 МПа включ.
50, но не менее одного стыка
6 Подземные газопроводы всех давлений, прокладываемые под магистральными дорогами и улицами с капитальными типами дорожных одежд, а также на переходах через водные преграды, во всех случаях прокладки газопроводов в футляре (в пределах перехода и по одному стыку в обе стороны от пересекаемого сооружения)
7 Подземные газопроводы всех давлений при пересечении с коммуникационными коллекторами, каналами, тоннелями (в пределах пересечений и по одному стыку в обе стороны от наружных стенок пересекаемых сооружений)
8 Надземные газопроводы всех давлений на участках переходов через автомобильные категорий I-III, магистральные дороги и улицы и железные дороги и естественные преграды, а также по мостам и путепроводам
9 Подземные газопроводы всех давлений (кроме газопроводов давлением до 0,005 МПа), прокладываемые в районах с сейсмичностью свыше 7 баллов, на карстовых и подрабатываемых территориях и в других районах с особыми природными условиями
10 Подземные газопроводы всех давлений, прокладываемые на расстоянии по горизонтали в свету менее 3 м от коммуникационных коллекторов и каналов (в том числе каналов тепловой сети)
11 Участки подземных газопроводов-вводов на расстоянии от фундаментов зданий менее, м:
до 0,005 МПа включ.;
св. 0,005 до 0,3 МПа «;
12 Подземные газопроводы природного газа давлением до 0,005 МПа включ., прокладываемые в особых природных условиях
25, но не менее одного стыка
13 Подземные газопроводы природного газа давлением св. 0,005 МПа прокладываемые вне поселений за пределами черты их перспективной застройки
20, но не менее одного стыка
1 Для проверки следует отбирать сварные стыки, имеющие худший внешний вид.
2 Процент контроля сварных соединений газопроводов следует устанавливать с учетом реальных условий прокладки.
3 Угловые соединения на газопроводах условным диаметром до 500 мм, стыки приварки фланцев и плоских заглушек контролю физическими методами не подлежат. Сварные стыки соединительных деталей стальных газопроводов, изготовленные в условиях ЦЗЗ, ЦЗМ, а также сваренные после производства испытаний монтажные стыки стальных газопроводов подлежат 100%-ному контролю физическими методами.
4 Процент контроля сварных соединений труб, прокладываемых в стесненных условиях, должен устанавливаться с учетом требований 5.1.1*.
Таблица 14 (Измененная редакция, Изм. N 3).
10.4.2 Ультразвуковой метод контроля сварных стыков стальных газопроводов применяется при условии проведения выборочной проверки не менее 10% стыков радиографическим методом. При получении неудовлетворительных результатов радиографического контроля хотя бы на одном стыке объем контроля следует увеличить до 50% общего числа стыков. В случае повторного выявления дефектных стыков все стыки, сваренные конкретным сварщиком на объекте в течение календарного месяца и проверенные ультразвуковым методом, должны быть подвергнуты радиографическому контролю.
10.4.3 При неудовлетворительных результатах контроля ультразвуковым методом стыковых соединений стальных и полиэтиленовых газопроводов проводят проверку удвоенного числа стыков на участках, которые к моменту обнаружения брака не были приняты по результатам этого вида контроля. Если при повторной проверке качество хотя бы одного из проверяемых стыков окажется неудовлетворительным, то все стыки, сваренные данным сварщиком на объекте, должны быть проверены ультразвуковым методом.
10.4.4 Исправление дефектов шва стыков стальных газопроводов, выполненных газовой сваркой, не допускается. Исправление дефектов шва, выполненного дуговой сваркой, допускается проводить удалением дефектной части и заварки ее заново с последующей проверкой всего сварного стыка радиографическим методом. Превышение высоты усиления сварного шва относительно размеров, установленных ГОСТ 16037, разрешается устранять механической обработкой. Подрезы следует исправлять наплавкой ниточных валиков высотой не более 2-3 мм, при этом высота ниточного валика не должна превышать высоту шва. Исправление дефектов подчеканкой и повторный ремонт стыков не допускается.
Дефектные стыковые соединения полиэтиленовых газопроводов исправлению не подлежат и должны быть удалены.
10.4.5 Сварка полиэтиленовых труб с помощью деталей с ЗН проводится в автоматическом режиме, сварочными аппаратами, соответствующими ГОСТ Р ИСО 12176-2, ввод параметров сварки осуществляется в соответствии с ГОСТ Р ИСО 13950.
По степени автоматизации сварочные машины для соединения встык полиэтиленовых труб и деталей подразделяют следующим образом:
а) машины с высокой степенью автоматизации — машины для сварки встык, соответствующие ГОСТ Р ИСО 12176-1-2011 (приложение А), в том числе имеющие компьютерную программу управления основными параметрами сварки, согласно выбранной процедуре сварки по ГОСТ Р 55276, компьютерный контроль процесса сварки, включая контроль проскальзывания труб в зажимах центратора, перемещения его каретки и автоматического удаления нагретого инструмента; автоматическую регистрацию результатов сварки и последующую выдачу информации в виде распечатанного протокола на каждый стык по окончании процесса сварки.
Дополнительными функциями могут быть контроль трассируемости и регистрация данных по ГОСТ Р ИСО 12176-4;
б) машины со средней степенью автоматизации — машины для сварки встык, имеющие частично компьютеризированную программу основных параметров сварки, включая длительность и давление при оплавлении торцов, давление смыкания торцов (пиковое и (или) динамическое), технологическую паузу времени подъема давления и охлаждения в машине под давлением согласно выбранной процедуре сварки по ГОСТ Р 55276, полный компьютеризированный контроль соблюдения режима сварки в течение всего цикла, а также осуществляющие регистрацию результатов сварки и последующую выдачу информации в виде распечатанного протокола на каждый стык по окончании процесса сварки.
Дополнительными функциями могут быть контроль трассируемости и регистрация данных по ГОСТ Р ИСО 12176-4;
в) машины с ручным управлением — машины для сварки встык с ручным управлением процессом сварки, согласно выбранной процедуре сварки по ГОСТ Р 55276, при визуальном или автоматическом контроле соблюдения режима сварки в течение всего цикла. Режимы сварки регистрируются в журнале производства работ или выдаются в виде распечатанного протокола с регистрирующего устройства на каждый стык по окончании процесса сварки.
Температура нагретого инструмента должна контролироваться автоматически независимо от степени автоматизации сварочной машины.
СП 62.13330.2011* Газораспределительные системы. Актуализированная редакция СНиП 42-01-2002 (с Изменениями N 1, 2, 3)
10.5.1 Законченные строительством или реконструкцией наружные и внутренние газопроводы (далее — газопроводы) следует испытывать на герметичность и прочность или проводить комплексное испытание (совместное испытание на прочность и герметичность) воздухом.
Если арматура, оборудование и приборы не рассчитаны на испытательное давление, то вместо них на период испытаний следует устанавливать катушки и заглушки.
Испытания газопроводов должна проводить строительная организация в присутствии представителя строительного контроля со стороны застройщика.
Результаты испытаний оформляют записью в строительном паспорте.
10.5.2 Перед испытанием на герметичность и прочность внутренняя полость газопровода должна быть очищена в соответствии с проектом производства работ. Очистку полости внутренних газопроводов и газопроводов ПРГ следует проводить продувкой воздухом перед их монтажом.
10.5.3 Для проведения испытания на герметичность и прочность следует фиксировать падение давления в газопроводе манометрами классов точности 0,4 и 0,15, а также жидкостными манометрами. При применении манометров без указания класса точности их погрешность не должна превышать порог измерения.
10.5.1-10.5.3 (Измененная редакция, Изм. N 2).
10.5.4 Испытания подземных газопроводов проводят после их монтажа в траншее и присыпки выше верхней образующей трубы не менее чем на 0,2 м или после полной засыпки траншеи.
Сварные соединения стальных газопроводов должны быть заизолированы.
10.5.5 До начала испытаний на герметичность газопроводы выдерживают под испытательным давлением в течение времени, необходимого для выравнивания температуры воздуха в газопроводе и температуры грунта.
При испытании надземных и внутренних газопроводов следует соблюдать меры безопасности, предусмотренные проектом производства работ.
10.5.6 Испытания газопроводов на герметичность проводят подачей в газопровод сжатого воздуха и созданием в газопроводе испытательного давления. Значения испытательного давления и время выдержки под давлением стальных подземных газопроводов и подземных газопроводов-вводов из медных труб — в соответствии с таблицей 15*.
Рабочее давление газа, МПа
Вид изоляционного покрытия
Испытательное давление, МПа
Продолжительность испытаний, ч
Независимо от вида изоляционного покрытия
Битумная мастика, полимерная липкая лента
Экструдированный полиэтилен, стеклоэмаль
Битумная мастика, полимерная липкая лента
Экструдированный полиэтилен, стеклоэмаль
Св. 0,6 до 1,2 включ.
Независимо от вида изоляционного покрытия
Газовые вводы до 0,1 включ. при их раздельном строительстве с распределительным газопроводом
При переходе подземного участка полиэтиленового газопровода на стальной газопровод испытания этих газопроводов проводят раздельно:
участок подземного полиэтиленового газопровода, включая неразъемное соединение, испытывают по нормам испытания полиэтиленовых газопроводов;
участок стального газопровода испытывают по нормам испытания стальных газопроводов.
10.5.7 Нормы испытаний полиэтиленовых газопроводов, стальных надземных газопроводов, газопроводов-вводов из медных труб и технических устройств ГРП, а также внутренних газопроводов зданий — по таблице 16*. Температура наружного воздуха в период испытания полиэтиленовых газопроводов должна быть не ниже минус 20 °С.
При входном контроле труб и соединительных деталей проводится проверка:
- соответствия проекту;
- наличия и содержания сертификатов заводов-изготовителей на трубы и фасонные части;
- соответствия требованиям ГОСТ (ТУ) — внешним осмотром и измерениями геометрических размеров;
- наличия и содержания технических паспортов заводов-изгото- вителей на соединительные детали и монтажные узлы;
- наличия и содержания сертификатов заводов-изготовителей (или паспортов, актов, если изоляция труб выполнена в базовых условиях СМУ) на изоляционное покрытие труб (для стальных труб);
- наличия протоколов проверки качества физическими методами контроля сварных стыков соединительных деталей, изготовленных в базовых условиях.
Внешнему осмотру и измерениям рекомендуется подвергать не менее 10% партии труб. При обнаружении брака проводят проверку их удвоенного количества.
Стальные трубы с трещинами, невыправленными вмятинами и недопустимыми коррозионными повреждениями забраковываются. Внешнему осмотру изоляционного покрытия подвергается каждая труба партии изолированных труб. При обнаружении внешним осмотром отдельных повреждений изоляционного покрытия трубы площадью более 10% или нескольких повреждений общей площадью более 20% труба полностью переизолируется механизированным способом.
При внешнем осмотре соединительных деталей при наличии трещин, сквозных отверстий, раковин, неполной или забитой резьбы, невыправленных вмятин соединительные детали выбраковываются.
Источник



