
Расчет размерных цепей
Прямая задача
метод полной взаимозаменяемости
способ равных квалитетов
Сущность метода полной взаимозаменяемости заключается в том, что требуемая точность замыкающего звена достигается на сборке без какого-либо выбора, подбора или дополнительной обработки деталей, размеры которых включаются в сборочную размерную цепь.
1. Определение характеристик замыкающего звена
1.1. Номинальный размер замыкающего звена определяется по формуле:
 | (1) |
1.2. Допуск замыкающего звена определяется по формуле:
| T(A Δ ) = Es(A Δ ) — Ei(A Δ ) | (2) |
2. Определение характеристик составляющих звеньев размерной цепи.
2.1. Определение допусков составляющих звеньев
2.1.1 Определение значений единиц допуска составляющих звеньев.
По таблице 1 принимаем количество единиц допуска для каждого звена.
Таблица 1 — Значение единиц допуска i для различных интервалов размеров.
| Интервалы размеров, мм | 1-3 | 3-6 | 6-10 | 10-18 | 18-30 | 30-50 | 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| i, мкм | 0,55 | 0,73 | 0,90 | 1,08 | 1,31 | 1,56 | 1,86 | 2,17 | 2,52 | 2,90 | 3,23 | 3,54 |
2.1.2 Определение числа единиц допуска.
Число единиц допуска «а» находим по формуле:
 | (3) |
Число единиц допуска «а» (для размерных цепей, содержащих звенья с известным допуском) находим по формуле:
 | (4) |
2.1.3 Определение квалитетов составляющих звеньев.
По числу единиц допуска определяем единый квалитет (см. табл.2).
Таблица 2 — Число единиц допуска, содержащихся в допуске по квалитетам, коэффициент точности «а».
| Квалитет IT | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Коэф. точн. а | 7 | 10 | 16 | 25 | 40 | 64 | 100 | 160 | 250 | 400 | 640 | 1000 |
| Квалитеты | Интервалы (свыше) – до, мм | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| До 3 | 3-6 | 6-10 | 10-18 | 18-30 | 30-50 | 50-80 | 80-120 | 120-180 | 180-250 | 250-315 | 315-400 | 400-500 | |
| 5 | 4 | 5 | 6 | 8 | 9 | 11 | 13 | 15 | 18 | 20 | 23 | 25 | 27 |
| 6 | 6 | 8 | 9 | 11 | 13 | 16 | 19 | 22 | 25 | 29 | 32 | 36 | 40 |
| 7 | 10 | 12 | 15 | 18 | 21 | 25 | 30 | 35 | 40 | 46 | 52 | 57 | 63 |
| 8 | 14 | 18 | 22 | 27 | 33 | 39 | 46 | 54 | 63 | 72 | 81 | 89 | 97 |
| 9 | 25 | 30 | 36 | 43 | 52 | 62 | 74 | 87 | 100 | 115 | 130 | 140 | 155 |
| 10 | 40 | 48 | 58 | 70 | 84 | 100 | 120 | 140 | 160 | 185 | 210 | 230 | 250 |
| 11 | 60 | 75 | 90 | 110 | 130 | 160 | 190 | 220 | 250 | 290 | 320 | 360 | 400 |
| 12 | 100 | 120 | 150 | 180 | 210 | 250 | 300 | 350 | 400 | 460 | 520 | 570 | 630 |
| 13 | 140 | 180 | 220 | 270 | 330 | 390 | 460 | 540 | 630 | 720 | 810 | 890 | 970 |
| 14 | 250 | 300 | 360 | 430 | 520 | 620 | 740 | 870 | 1000 | 1150 | 1300 | 1400 | 1550 |
| 15 | 400 | 480 | 580 | 700 | 840 | 1000 | 1200 | 1400 | 1600 | 1850 | 2100 | 2300 | 2500 |
| 16 | 600 | 750 | 900 | 1100 | 1300 | 1600 | 1900 | 2200 | 2500 | 2900 | 3200 | 3600 | 4000 |
Рисунок 1 — Назначение отклонений на составляющие звенья. Способ 1.
2.1.3.2 Назначение отклонений на составляющие звенья. Способ 2.
На охватывающие размеры допуски назначается в «+», на охватываемые размеры «-», на все остальные размеры «±».
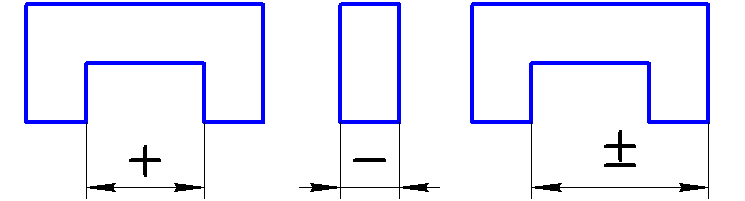
Рисунок 2 — Назначение отклонений на составляющие звенья. Способ 2.
2.3. Определение середины поля допуска i-го звена
Середину поля допуска i-го звена определим по формуле:
 | (5) |
3. Определение характеристик компенсирующего звена.
3.1. Определение допуска компенсирующего звена.
Допуск компенсирующего звена определим по формуле:
 | (6) |
3.2. Определение середины поля допуска компенсирующего звена
Источник
Метод полной взаимозаменяемости
Метод, при котором требуемая точность замыкающего звена размерной цепи, получается при любом сочетании размеров составляющих звеньев. При этом предполагают, что в размерной цепи одновременно могут оказаться все звенья с предельными значениями причем в любом из двух наиболее неблагоприятных сочетаний (все увеличивающие звенья с верхними предельными размерами, а уменьшающие с нижними, и наоборот). Такой метод расчета, который учитывает эти неблагоприятные сочетания, называется методом расчета на максимум — минимум.
Данные получаемые в процессе решения задачи заносят в таблицу (таб. 3.1).
Определяют номинальный размер замыкающего звена по формуле [1, с. 77]:

где: n и p – число соответственно увеличивающих и уменьшающих звеньев в размерной цепи;
 – номинальный размер j-того увеличивающего звена цепи;
– номинальный размер j-того увеличивающего звена цепи;
 – номинальный размер j-того уменьшающего звена цепи;
– номинальный размер j-того уменьшающего звена цепи;
AΔ – номинальный размер замыкающего звена.
 ;
;

В соответствии с рекомендациями назначают допуск и предельные отклонения замыкающего звена, мкм:


где: TΔ – допуск замыкающего звена;
 и
и  — соответственно нижнее и верхнее предельные отклонения замыкающего звена, мкм;
— соответственно нижнее и верхнее предельные отклонения замыкающего звена, мкм;
Рассчитывают допуски всех составляющих звеньев по способу одной степени точности. Определяют единицы допуска ij для каждого из составляющих звеньев согласно рекомендациям [1, c. 79]:

Определяют число единиц допуска по формуле [1, c. 79]:

где: к – число единиц допуска;
m – количество звеньев размерной цепи, включая замыкающее звено;

Найденное число единиц допуска лежит в пределах стандартных значений к=16 (7 квалитет) и к=25 (8 квалитет), что означает, что часть звеньев должна изготавливаться по 7 квалитету, а часть по 8. Назначают допуски и отклонения для каждого из звеньев. Результаты заносят в таблицу (таблица 3.1).
| Обозна-чение звена | Номиналь-ный размер, мм. | Обозначен. основного отклонения | Квали-тет | Допуск Т, мкм. | ES(Aj) | EI(Aj) | Ec |
| АΔ | 0,3 | — | — | +100 | -100 | ||
| A1 | h | -21 | -10,5 | ||||
| A2 | 2,5 | js | +5 | -5 | |||
| A3 | 6,8 | h | -22 | -11 | |||
| A4 | h | -40 | -20 | ||||
| A5 | 5,5 | h | -12 | -6 | |||
| А6 | 2,5 | js | +5 | -5 | |||
| А7 | h | -21 | -10,5 | ||||
| А8 | h | -63 | -31,5 |
Делают проверку правильности назначения посадок по формуле [1, c. 82]:
 ,
,
где Tj – допуск j-того звена.
 — верно.
— верно.
Метод неполной взаимозаменяемости
Это метод, при котором требуемая точность замыкающего звена размерной цепи получается не при любых сочетаниях, а при ранее обусловленной части сочетаний размеров составляющих звеньев.
Сборка осуществляется без пригонки, регулировки и подбора звеньев.
Метод исходит из предположения, что сочетание действительных размеров составляющих звеньев в изделии носит случайный характер, и вероятность того, что все звенья с самыми неблагоприятными сочетаниями окажутся в одном изделии, весьма мала.
Такой метод расчета, который учитывает рассеяние размеров и вероятность их различных сочетаний, называется вероятностным методом расчета.
Данные получаемые в процессе решения задачи заносят в таблицу (таб. 3.2).
Определяют номинальный размер замыкающего звена по формуле [1, с. 77]:
;
В соответствии с рекомендациями назначают допуск и предельные отклонения замыкающего звена, мкм:
В соответствии с рекомендациями [1, c. 84] выбирают процент риска Р и соответствующий ему коэффициент риска t. Для данной работы:
Рассчитывают допуски всех составляющих звеньев по способу одной степени точности. Определяют единицы допуска ij для каждого из составляющих звеньев согласно рекомендациям [1, c. 79]:
Для принятых значений рассчитывают количество единиц допуска по формуле [1, c. 83]:
где:  — коэффициент, учитывающий характер рассеяния размеров. Для нормального распределения
— коэффициент, учитывающий характер рассеяния размеров. Для нормального распределения  .
.

Найденное число единиц допуска лежит в пределах стандартных значений к=40 (9 квалитет), что означает, что звенья должны изготавливаться по 9 квалитету. Результаты заносят в таблицу (таблица 3.2).
| Обозна-чение звена | Номиналь-ный размер, мм. | Обозначен. основного отклонения | Квали-тет | Допуск Т, мкм. | ES(Aj) | EI(Aj) | Ec |
| АΔ | 0,3 | — | — | +100 | -100 | ||
| A1 | h | -52 | -26 | ||||
| A2 | 2,5 | js | +12 | -12 | |||
| A3 | 6,8 | h | -36 | -18 | |||
| A4 | h | -100 | -50 | ||||
| A5 | 5,5 | h | -30 | -15 | |||
| А6 | 2,5 | js | +12 | -12 | |||
| А7 | h | -52 | -26 | ||||
| А8 | h | -100 | -50 |
Определяют истинный процент брака [1, с. 84]:

 ,
,
что соответствует 0,057% брака. Такой процент брака допустим.
Обратная задача
В обратной задаче по известным номинальным размерам, допускам и отклонениям составляющих звеньев и определяют номинальный размер, допуск и отклонение замыкающего звена.
В соответствии с требованиями, предъявляемыми к точности изготовления деталей, входящих в размерную цепь, назначают допуск и предельные отклонения данным деталям. Обратной задачей определяют, обеспечивается ли необходимый номинальный размер замыкающего звена, его допуск и предельные отклонения.
Решим обратную задачу методами полной и неполной взаимозаменяемости.
Источник



