
- 3.1.2. Достоинства обработки металлов давлением
- 3.1.3. Влияние обработки давлением на структуру и свойства металлов и сплавов
- Обработка металлов давлением – ОМД: разновидности и особенности технологии
- Физика процесса обработки металлов давлением
- Виды обработки
- Прокатка
- Ковка
- Прессование
- Волочение
- Объемная штамповка
- Листовая штамповка
3.1.2. Достоинства обработки металлов давлением
Обработка металлов давлением- широко распространенный технологический процесс. В определенных условиях он успешно конкурирует с другими методами получения деталей и в том числе с основным в настоящее время для машиностроения — обработкой резанием.
Получение изделий требуемых размеров и форм при обработке давлением достигается пластическим перемещением частиц металла. В этом заключается основное отличие и преимущество обработки давлением по сравнению с обработкой резанием, при которой форма изделия получается удалением части заготовки. В этой связи существенным достоинством обработки металлов давлением является значительное уменьшение отхода металла, а также повышение производительности труда (снижение времени на обработку изделия), поскольку в результате однократного приложения усилия можно значительно изменить форму и размеры деформируемой заготовки. Некоторые способы обработки металлов давлением дают возможность получать детали, вообще не нуждающиеся в дальнейшей обработке. Кроме того, изменение физико-механических свойств металла заготовки, сопровождающее пластическую деформацию, а также рациональное расположение волокон его структуры дает возможность получения деталей с наилучшими эксплуатационными свойствами (высокой износостойкостью, прочностью, жесткостью, и т. д.) при наименьшей их массе.
Таким образом, высокая производительность обработки давлением, малоотходность, низкая себестоимость и высокое качество продукции обусловливают непрерывное возрастание ее роли в машиностроении. Обработке давлением подвергают около 90% всей выплавляемой стали и свыше 50% цветных металлов.
Обработкой давлением не всегда достигается требуемая структура и необходимые свойства получаемой продукции, и не всегда воспроизводятся точно заданные форма, размеры, чистота поверхности детали, поэтому после обработки давлением обычно прибегают к термической обработке и обработке резанием.
3.1.3. Влияние обработки давлением на структуру и свойства металлов и сплавов
В результате пластической деформации изменяются не только форма и размеры заготовки, но и структура и свойства исходного металла.
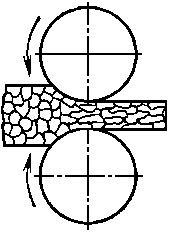
Рис. 3.4. Схема изменения микроструктуры металла при холодной деформации
обработке металлов давлением различают холодную и горячую деформацию.
Для холодной деформациихарактерно изменение формы зерен структуры. Они вытягиваются в направлении наиболее интенсивного течения металла (рис. 3.4).Это сопровождается изменением механических и физико-химических свойств металла. Такое явление называют упрочнением (наклепом). Изменение механических свойств состоит в том, что возрастают характеристики твердости и прочности металла, в то время как характеристики пластичности снижаются. Изменяются также электропроводность и магнитная проницаемость сплава (физико-химические свойства).
Упрочнение возникает вследствие искажений кристаллической решетки, а также поворота плоскостей скольжения в процессе холодного деформирования.
Изменения, внесенные холодной деформацией в структуру и свойства металла, не являются необратимыми. Они могут быть устранены с помощью такой термической обработки, как отжиг. В этом случае в металле заготовки происходит внутренняя перестройка структуры, при которой за счет дополнительной тепловой энергии, увеличивающей подвижность атомов, в твердом металле без фазовых превращений из множества центров растут новые зерна, заменяющие собой вытянутые, деформированные зерна. Так как в равномерном температурном поле скорость роста зерен по всем направлениям одинакова, то новые зерна, появившиеся взамен деформированных, имеют примерно одинаковые размеры по всем направлениям.
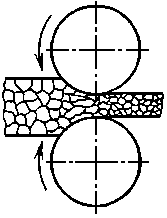
Рис. 3.5. Схема изменения микроструктуры металла при горячей деформации
вление зарождения и роста новых равноосных зерен взамен деформированных, вытянутых, происходящее при определенных температурах, называется рекристаллизацией. Для чистых металлов рекристаллизация начинается при абсолютной температуре, равной 0,4 абсолютной температуры плавления металла. Рекристаллизация протекает с определенной скоростью, причем время, требуемое для рекристаллизации, тем меньше, чем выше температура нагрева деформированной заготовки.
Горячей деформациейназывают деформацию, характеризующуюся таким соотношением скоростей деформирования и рекристаллизации, при котором рекристаллизация успевает произойти во всем объеме заготовки и микроструктура после обработки давлением оказывается равноосной, без следов упрочнения (рис. 3.5).Таким образом, формоизменение заготовки при температуре выше температуры рекристаллизации сопровождается одновременным протеканием упрочнения и рекристаллизации.
Чтобы обеспечить условия протекания горячей деформации, с увеличением ее скорости повышают температуру нагрева заготовки (для увеличения скорости рекристаллизации).
При горячей деформации сопротивление деформированию примерно в 10 раз меньше, чем при холодной, а отсутствие упрочнения приводит к тому, что сопротивление деформированию (предел текучести) в процессе обработки давлением изменяется незначительно. Этим обстоятельством объясняется, в основном, то, что горячую обработку применяют для изготовления крупных деталей, так как при этом требуются меньшие усилия деформирования (менее мощное оборудование).
Следует учитывать, что при обработке давлением заготовок малых размеров (малой толщины) трудно выдержать необходимые температурные условия ввиду быстрого их охлаждения на воздухе и от контакта с более холодным инструментом.
При горячей деформации пластичность металла выше, чем при холодной. Поэтому горячую деформацию целесообразно применять при обработке трудно деформируемых, малопластичных металлов и сплавов, а также заготовок из литого металла (слитков). В то же время при горячей деформации происходит более интенсивное окисление заготовки (на поверхности образуется слой окалины), что ухудшает качество поверхности и точность получаемых размеров.
Холодная деформация без нагрева заготовки позволяет получать бóльшую точность размеров и лучшее качество поверхности по сравнению с обработкой давлением при высоких температурах. Следует отметить также, что обработка давлением без предварительного нагрева заготовки позволяет сократить продолжительность технологического цикла, облегчает использование средств механизации и автоматизации, повышает производительность труда и снижает стоимость обработки.
Исходной заготовкой для многих процессов обработки металлов давлением является слиток. Кристаллическое строение слитка неоднородно (кристаллы имеют различную форму и размеры). Кроме того, в нем имеется пористость, газовые пузыри и т. п. Горячая обработка слитка давлением приводит к деформации и дроблению (за счет рекристаллизации) кристаллитов и частичной заварке пор и раковин. Таким образом, при горячей обработке давлением слитка увеличивается плотность металла, а также улучшается его структура (металл получает мелкозернистое строение).
В исходном слитке примеси и неметаллические включения обычно располагаются по границам кристаллов. В результате обработки давлением, как уже указывалось ранее, неметаллические включения вытягиваются в виде волокон по направлению наиболее интенсивного течения металла. Эти волокна выявляются травлением и видны невооруженным глазом в форме так называемой волокнистой макроструктуры. Полученная в результате обработки давлением литой заготовки, волокнистая макроструктура металла не может быть разрушена ни термической обработкой, ни последующим деформированием. В зависимости от его характера обработка давлением может изменить лишь направление и форму волокон макроструктуры.
Волокнистое строение деформированного металла приводит к анизотропии его свойств (прочность и ударная вязкость металла вдоль его волокон выше, чем поперек). Поэтому течение металла при обработке давлением следует направлять так, чтобы волокна совпадали с направлением наибольших напряжений в детали при ее эксплуатации. При этом общие рекомендации следующие: необходимо, чтобы наибольшие растягивающие напряжения, возникающие в деталях в процессе работы, были направлены вдоль волокон, а если какой-либо элемент этой детали работает на срез, то желательно, чтобы п
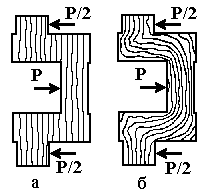
Рис. 3.6. Макроструктура коленчатого вала и рабочие усилия, воздействующие на вал при его эксплуатации:
а – структура, полученная обработкой резанием, б – структура, полученная штамповкой
еререзывающие силы действовали поперек волокон, необходимо чтобы волокна подходили к наружным поверхностям детали по касательной и не перерезались наружными поверхностями детали. Так как направление волокон зависит от характера деформирования заготовки, то в готовой детали желательно получить такое расположение волокон, при котором она имела бы наилучшие свойства.На рис. 3.6 показана макроструктура и нагружение силами при работе коленчатого вала, изготовленного из прокатанной заготовки только обработкой резанием (рис. 3.6, а) и штамповкой с последующей обработкой резанием (рис. 3.6, б). Прочность вала, полученного штамповкой, на 10 … 15% выше, чем вала, полученного обработкой резанием.
Источник
Обработка металлов давлением – ОМД: разновидности и особенности технологии
ОМД, или обработка металлов давлением, возможна благодаря тому, что такие материалы отличаются высокой пластичностью. В результате пластической деформации из металлической заготовки можно получить готовое изделие, форма и размеры которого соответствуют требуемым параметрам. Обработка металла давлением, которая может выполняться по различным технологиям, активно используется для выпуска продукции, применяемой в машиностроительной, авиационной, автомобилестроительной и других отраслях промышленности.

Обработка листового металла давлением на прокатном станке
Физика процесса обработки металлов давлением
Сущность обработки металлов давлением состоит в том, что их атомы такого материала при воздействии на них внешней нагрузки, величина которой превышает значение его предела упругости, могут занимать новые устойчивые положения в кристаллической решетке. Такое явление, которым сопровождается прессование металла, получило название пластической деформации. В процессе пластической деформации металла изменяются не только его механические, но и физико-химические характеристики.
В зависимости от условий, при которых происходит ОМД, она может быть холодной или горячей. Различия их состоят в следующем:
- Горячая обработка металла выполняется при температуре, которая выше температуры его рекристаллизации.
- Холодная обработка металлов, соответственно, осуществляется при температуре, находящейся ниже температуры, при которой они рекристаллизуются.

Ковка раскаленной заготовки на молоте – вид горячей обработки металла давлением
Виды обработки
Обрабатываемый давлением металл в зависимости от используемой технологии подвергается:

Основные виды обработки металла давлением
Прокатка
Прокатка – это обработка давлением заготовок из металла, в ходе которой на них воздействуют прокатные валки. Целью такой операции, для выполнения которой необходимо использование специализированного оборудования, является не только уменьшение геометрических параметров поперечного сечения металлической детали, но и придание ей требуемой конфигурации.

Виды прокатных валков
На сегодняшний день прокатку металла выполняют по трем технологиям, для практической реализации которых необходимо соответствующее оборудование.
Это прокатка, являющаяся одним из самых популярных методов обработки по данной технологии. Сущность такого способа обработки металла давлением заключается в том, что заготовка, проходящая между двумя валками, вращающимися в противоположные стороны, обжимается до толщины, соответствующей зазору между этими рабочими элементами.
По такой технологии обрабатывают давлением металлические тела вращения: шары, цилиндры и др. Выполнение обработки данного типа не предполагает, что заготовка совершает поступательное движение.
Это технология, которая представляет собой нечто промежуточное между продольной и поперечной прокаткой. С ее помощью преимущественно обрабатываются полые металлические заготовки.

Виды прокатки металла
Ковка
Такая технологическая операция, как ковка, относится к высокотемпературным методам обработки давлением. Перед началом ковки металлическую деталь подвергают нагреву, величина которого зависит от марки металла, из которого она изготовлена.
Обрабатывать металл ковкой можно по нескольким методикам, к которым относятся:
- ковка, выполняемая на пневматическом, гидравлическом и паровоздушном оборудовании;
- штамповка;
- ковка, выполняемая вручную.
При машинной и ручной ковке, которую часто называют свободной, деталь, находясь в зоне обработки, ничем не ограничена и может принимать любое пространственное положение.

Ручная ковка используется в кузнечных мастерских при изготовлении небольшого количества изделий
Машины и технология обработки металлов давлением по методу штамповки предполагают, что заготовка предварительно помещается в матрицу штампа, которая препятствует ее свободному перемещению. В результате деталь принимает именно ту форму, которую имеет полость матрицы штампа.
К ковке, относящейся к основным видам обработки металлов давлением, обращаются преимущественно в единичном и мелкосерийном производстве. Разогретую деталь при выполнении такой операции располагают между ударными частями молота, которые называются бойками. При этом роль подкладных инструментов могут играть:
- обычный топор:
- обжимки различных типов;
- раскатка.
Прессование
При выполнении такой технологической операции, как прессование, металл вытесняется из полости матрицы через специальное отверстие в ней. При этом усилие, которое необходимо для осуществления такого выдавливания, создается мощным прессом. Прессованию преимущественно подвергают детали, которые изготовлены из металлов, отличающихся высокой хрупкостью. Методом прессования получают изделия с полым или сплошным профилем из сплавов на основе титана, меди, алюминия и магния.
Прессование в зависимости от материала изготовления обрабатываемого изделия может выполняться в холодном или горячем состоянии. Предварительному нагреву перед прессованием не подвергают детали, которые изготовлены из пластичных металлов, таких как чистый алюминий, олово, медь и др. Соответственно, более хрупкие металлы, в химическом составе которых содержится никель, титан и др., подвергаются прессованию только после предварительного нагрева как самой заготовки, так и используемого инструмента.

Установка холодного прессования изделий из листового металла
Прессование, которое может выполняться на оборудовании со сменной матрицей, позволяет изготавливать металлические детали различной формы и размеров. Это могут быть изделия с наружными или внутренними ребрами жесткости, с постоянным или разным в различных частях детали профилем.
Волочение
Основным инструментом, при помощи которого выполняется такая технологическая операция, как волочение, является фильера, называемая также волокой. В процессе волочения круглая или фасонная металлическая заготовка протягивается через отверстие в фильере, в результате чего и формируется изделие с требуемым профилем поперечного сечения. Наиболее ярким примером использования такой технологии является процесс производства проволоки, который предполагает, что заготовка большого диаметра последовательно протягивается через целый ряд фильер, в итоге превращаясь в проволоку требуемого диаметра.

Технологические процессы получения проволоки методом волочения
Классифицируется волочение по целому ряду параметров. Так, оно может быть:
- сухим (если выполняется с применением мыльной стружки);
- мокрым (если для его выполнения используется мыльная эмульсия).
По степени чистоты формируемой поверхности волочение может быть:

Линия волочения медной проволоки
По кратности переходов волочение бывает:
- однократным, выполняемым за один проход;
- многократным, выполняемым за несколько проходов, в результате которых размеры поперечного сечения обрабатываемой заготовки уменьшается постепенно.
По температурному режиму этот вид обработки металла давлением может быть:
Объемная штамповка
Сущность такого способа обработки металла давлением, как объемная штамповка, состоит в том, что получение изделия требуемой конфигурации осуществляется при помощи штампа. Внутренняя полость, которая сформирована конструктивными элементами штампа, ограничивает течение металла в ненужном направлении.
В зависимости от конструктивного исполнения штампы могут быть открытыми и закрытыми. В открытых штампах, применение которых позволяет не придерживаться точного веса обрабатываемой заготовки, предусмотрен специальный зазор между их подвижными частями, в который может выдавливаться избыток металла. Между тем использование штампов открытого типа вынуждает специалистов заниматься удалением облоя, образующегося по контуру готового изделия в процессе его формирования.

Особенностью горячей штамповки металла является воздействие высокой температуры, вследствие чего заготовка деформируется, принимая форму штампа
Между конструктивными элементами штампов закрытого типа такой зазор отсутствует, и формирование готового изделия происходит в замкнутом пространстве. Для того чтобы обрабатывать металлическую заготовку при помощи такого штампа, ее вес и объем должны быть точно рассчитаны.
Листовая штамповка
При помощи листовой штамповки готовые изделия получают из листового металла. В зависимости от того, какого результата необходимо добиться в процессе выполнения такой технологической операции, различают штамповку:
- разделительную (отрезка, вырубка и пробивка);
- формообразующую (гибка, вытяжка, раздача, отбортовка, чеканка и др.).
Для выполнения листовой штамповки используют гидравлические или кривошипно-шатунные прессы, рабочими органами которых являются штампы, состоящие из матрицы и пунсона.

Примеры изделий, изготовленных методом листовой штамповки
Качество готового изделия, которое обеспечивает листовая штамповка, позволяет не подвергать его последующей механической обработке. Для того чтобы обеспечить это качество, матрица и пунсон должны быть хорошо разработаны и изготовлены с высокой степенью точности.
Листовая штамповка – это одна из наиболее распространенных методик ОМД, которая активно применяется почти во всех отраслях промышленности. По такой технологии, в частности, производят как мельчайшие детали радиоэлектронных устройств, так и массивные кузова автотранспортных средств.
Получить более полное представление о способах обработки металла давлением, позволяет видео, демонстрирующее их в мельчайших подробностях.
Источник



