
- Преимущества и недостатки газовой сварки
- Преимущества газовой сварки
- Недостатки газовой сварки
- Особенности газовой сварки
- Недостатки газовой сварки
- Суть технологии газовой сварки
- Основные преимущества и недостатки газовой сварки
- Повышенные требования к оборудованию и материалам для работы с газовой сваркой
- Важные нюансы применения газовой сварки
- Как нивелировать недостатки газовой сварки труб
- Выводы по газовой сварке
- Почему следует обращаться именно к нам
Преимущества и недостатки газовой сварки
 Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Сварка в первоначальном своём виде существовала ещё в культурах древнего Египта. Можно с небольшой погрешностью считать, что сваривать, спаивать металлы люди научились одновременно с освоением иных способов обработки металлов. Конечно, эффективность древних методик сварки была далека от современных способов, но многие сваренные столетия назад конструкции до сих пор служат креплениями сооружений, дворцов, храмов. Например, практически вся архитектура эпохи Возрождения держится на сварных конструкциях.
Это возможно покажется удивительным, но вначале человек открыл и усовершенствовал электросварку, а уже впоследствии, в 1903 году французы изобрели аппарат для газовой сварки. В нём применялся ацетилен и кислород. В общем-то, его конструкция и принцип действия до сих пор не изменились и применяются уже в современных аппаратах. Конечно, попутно вносились определённые усовершенствования. Менялось вспомогательное оборудование, совершенствовались кислородные баллоны, редукторы, материалы, используемые в качестве прокладок и т.д.
У газовой сварки, как и у электродуговой, лазерной, есть свои достоинства и недостатки, обязательные к тому, чтобы их учитывать во время выбора способа сваривания. Ведь, в конечном итоге, важны качество шва и минимизация затрат на сваривание.
Преимущества газовой сварки
- Не нужно сложного дорогого оборудования и дополнительного источника электроэнергии. Таким образом, сваривать можно даже в чистом поле. Кстати, все нефтепроводы, создаваемые в промежутке между 1926 и 1935 годами, сваривались именно с помощью газовой сварки. Эта же особенность позволяет проводить ремонтные работы в самых разных частях зданий, сооружений, областях и регионах.
- Можно в очень широких пределах варьировать мощностью пламени, сваривая металлы с самыми разными температурами плавления.
- Чугун, медь, свинец и латунь лучше свариваются с помощью газовой сварки.
- При правильном выборе марки присадочной проволоки, мощности и вида пламени, получаются высококачественные швы. Когда подтвердилось высокое качество получаемых швов, газоацетиленовой сварке доверялись самые ответственные производственные участки.
- Медленный нагрев и остывание свариваемых поверхностей.
- Сварщик может легко варьировать температурой пламени. Оказывается, при изменении угла наклона пламени к свариваемой поверхности меняется также температура. Если пламя расположено по нормали, то его температура максимальна.
- Прочность получаемых при газовой сварке швов может быть выше, чем при электродуговой сварке с применением электродов низкого качества.
- Газовая сварка позволяет сваривать, резать и закалять металлы.
На рисунках показаны баллоны используемые для газовой сварки.


Недостатки газовой сварки
- Большая зона нагрева. Близлежащие к месту сварки термически неустойчивые элементы могут быть повреждены из-за повышенной зоны нагрева.
- С толщиной падает производительность. Сварка металлов толщиной более 5 миллиметров невыгодна. В этих случаях применяют электродуговую сварку.
- При соединении внахлёст металлов толщиной более 3 миллиметров применять газовую сварку не рекомендуется, потому что возникают напряжения в металле, которые могут привести к деформации и разрушению места спайки.
- При газовой сварке применяются достаточно опасные вещества, дающие с кислородом воздуха взрывные смеси (водород, ацетилен и т.д.) Газовые баллоны, применяемые при сварке, должны быть максимально удалены от органических веществ (жиров, масел, углеводородов). Несоблюдение правил техники безопасности может привести к пожарам и взрывам.
- Медленный нагрев и остывание свариваемых поверхностей.
- Практически не поддаётся механизации, в отличие от электродуговой сварки.
- При газовой сварке не получается легировать наплавляемый металл. В то же время, качество швов, получаемых электродуговой сваркой очень сильно зависит от применяемых электродов и специальной обмазки.
- Высокоуглеродистые стали не рекомендуется сваривать с помощью газовой сварки.
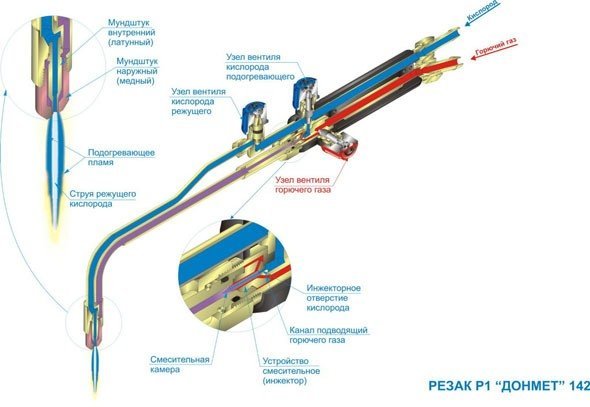
На данном рисунке показано устройство газового резака.
Вы наверняка заметили, что среди преимуществ и недостатков мы одновременно отметили медленные скорости нагревания и остывания. В действительности, это качество является и достоинством и недостатком газовой сварки. Достоинство заключается в том, что многие металлы и сплавы требуют мягких (постепенного нагрева) условий при сваривании. Например, цветные металлы и некоторые инструментальные стали хорошо свариваются именно с помощью газовой сварки.
Особенности газовой сварки
- При газовой сварке чаще всего получают стыковые и торцовые соединения.
- Чем чище кислород, тем выше скорость резки, меньше расход кислорода и чище получаемая кромка. В настоящее время применяются три сорта кислорода.
Совершенно очевидно, что газовая сварка прочно заняла своё место (нишу) и наверняка ещё долгое время будет применяться в самых разных отраслях и производствах.
Источник
Недостатки газовой сварки

Вопросы, рассмотренные в материале:
- Суть технологии газовой сварки
- Основные преимущества и недостатки газовой сварки
- Повышенные требования к оборудованию и материалам для работы с газовой сваркой
- Важные нюансы применения газовой сварки
- Как нивелировать недостатки газовой сварки труб
- Выводы по газовой сварке
Недостатки газовой сварки весьма условны, хотя, несомненно, они есть. Это ограничение по толщине свариваемых деталей, большая зона нагрева, громоздкость и опасность применяемого оборудования. Но некоторые виды работ с металлом подразумевают применение именно газовой сварки, и от этого никуда не деться.
Там, где она действительно необходима, преимущества перевешивают любые недостатки. К тому же, есть способы нивелировать минусы и улучшить качество сварного шва. Подробнее о газовой сварке в нашем материале.
Суть технологии газовой сварки

При газовой сварке металл соединяют посредством использования газа, который необходим для получения высокотемпературного пламени. В качестве горючих веществ чаще всего применяют ацетилен и кислород, но не только. При сварке главное «действующее лицо» – пламя. Оно создает нужную температуру и дает возможность плавления различных материалов. У пламени есть три зоны: ядро (это место, где происходит распад ацетилена), зона восстановления (где идет процесс окисления водорода и кислорода) и факел (где газы полностью сгорают).
Существует три вида пламени. Они разделяются в зависимости от количества кислорода и ацетилена в их составе:
- При равной подаче двух газов образуется нормальное пламя. Цвет всех трех зон – синий, однако восстановительная зона отличается более ярким оттенком.
- При недостатке кислорода возникает науглероживающее пламя, оно имеет ярко-желтый факел.
- При нехватке ацетилена появляется окислительное пламя, бледное и излишне короткое.
В ходе работы мастер, наблюдая за цветом и размером пламени, может регулировать подачу газовой смеси или каждого газа в отдельности. Разным типам пламени соответствует своя температура. Обычное ее значение выше +3 000 °С – этого достаточно для плавки/резки различных материалов и изделий.
Рекомендуем статьи по металлообработке
Как сварка, так и резка металлов газом проводится нормальным пламенем с равным количеством ацетилена и кислорода. При изменении цвета пламени мастер должен провести корректировку настроек подачи газов.
Основные преимущества и недостатки газовой сварки

Основными преимуществами газовой сварки являются:
- Отсутствие сложного дорогостоящего оборудования и источника дополнительной энергии. Следовательно, повышается мобильность сварки, ее можно проводить даже в поле. Вспоминая историю создания нефтепроводов с 1926 по 1935 годы, следует отметить, что сварка проходила именно с помощью газовых аппаратов. И сейчас такое оборудование дает возможность работать в труднодоступных регионах, частях зданий и иных сооружений.
- Большой диапазон мощности пламени, позволяющий проводить сварку металлов с различными температурами плавления.
- Лучшая свариваемость таких металлов, как чугун, латунь, медь и свинец.
- Высокое качество швов при правильном выборе вида и мощности пламени, а также присадочной проволоки. С момента подтверждения качества получаемого шва наиболее ответственные участки работ стали доверять именно газоацетиленовой сварке.
- Медленный разогрев и последующее остывание изделий.
- Возможность легкого изменения температуры пламени мастером, поскольку, меняя угол наклона пламени к заготовке, сварщик тем самым изменяет и температуру. При расположении по нормали температура пламени имеет максимальное значение.
- Прочность соединений при газовой сварке выше, чем при электродуговой с использованием низкокачественных электродов.
- Возможность проводить не только сварку, но и резку, а также закалку металлов.

К недостаткам газовой сварки можно отнести:
- Излишне большую зону нагрева поверхности. Не слишком устойчивые к температурному воздействию элементы изделия, расположенные вблизи зоны сварки, могут деформироваться нагревом.
- Низкую производительность при сварке толстых заготовок. Для соединения металлов толщиной 5 мм и более экономически более эффективной является электродуговая сварка.
- Невозможность применения газовой сварки для соединения металлов толщиной 3 мм и более внахлест. Причина заключается в возникающем напряжении металла, ведущему к деформации и последующему разрушению шва.
- Опасность применения газов из-за образования взрывных смесей (кислород, водород, ацетилен и прочие газовые смеси являются взрывоопасными). Хранение газовых баллонов должно происходить на максимальном удалении от любых органических веществ: жиров, углеводородов и масел. Это обязательное правило техники безопасности. Нарушение ведет к возникновению чрезвычайных ситуаций (взрыва, пожара и пр.).
- Медленное нагревание поверхностей и остывание их.
- Низкую возможность механизации процесса. Это отличает газовую сварку от электродуговой.
- Невозможность легирования наплавляемого металла. А при электродуговой сварке качество швов во многом зависит от обмазки и используемых электродов.
- Специалисты не рекомендуют проводить газовую сварку высокоуглеродистых сталей.
Одна из позиций попала одновременно и в преимущества, и в недостатки газовой сварки. Это медленная скорость нагрева и остывания. Такое двоякое состояние продиктовано тем, что существуют металлы, которым просто необходимы мягкие условия сварки, а именно постепенное нагревание, что для них, несомненно, является достоинством. Примерами могут служить ряд инструментальных сталей, а также цветные металлы, которые отлично соединяются посредством газовой сварки.
Повышенные требования к оборудованию и материалам для работы с газовой сваркой

Для проведения газовой сварки требуется наличие определенного оборудования и комплектующих к нему. В его состав входят:
- Генератор газа (источник ацетилена).
- Емкость с кислородом, который необходим для поддержания горения.
- Редуктор (газовый).
- Предохранительные клапаны для обеспечения безопасности использования оборудования (комплект).
- Шланг специальный, через который подается газ. Стоит отметить, что каждый вид газа должен иметь собственный рукав, конструктивно отличающийся от прочих. Заменить один на другой нельзя.
- Газовая горелка.
- Припои и флюсы самых разных видов.
Газовое оборудование удобно использовать, когда оно размещается на тележке. Это дает возможность быстро перевозить его с объекта на объект, повышая мобильность.
Газовые горелки существуют двух типов: инжекторные и газовые. Контролю, в ходе пользования газовым типом горелки, подлежат температура, скорость газовой струи и длина пламени. Флюс, под защитой которого будет проводиться сварка, выбирают в зависимости от задач, которые необходимо решить, и характеристик обрабатываемого материала. Проволока применяется в виде припоя, являясь источником материала в ходе сварки. При этом качество шва улучшается, а соединение становится более надежным.
При резке металла на оборудование вместо горелки ставится газовый резак. Дополнительно аппаратура комплектуется слесарными инструментами, которые понадобятся в ходе проведения работ.
Технология проведения сварки требует использования специальной проволоки. Это присадочная проволока или просто присадка, диаметр которой зависит от способа сварки и толщины заготовки. При использовании правого метода сварки диаметр проволоки составляет половину толщины изделия. Левый метод требует прибавления к предыдущему значению единицы.
Марка материала определяет вид присадки – кремнемарганцевой или марганцевой. Присадку выбирают на основании специальных таблиц. Присадочная проволока намотана на катушки и имеет маркировку. Цветные металлы сваривают при помощи полос или присадочных прутков.
Флюсами для газовой сварки являются специально созданные химические вещества, в основе которых лежат кремниевая и борная кислота, а также разные добавки. Форма выпуска флюсов – порошок, паста, раствор. Однако для большего результата смеси делают самостоятельно.
Важные нюансы применения газовой сварки

Существует ряд нюансов проведения газовой сварки различных материалов:
- Низкоуглеродистые стали можно сваривать любыми газами. В дополнение нужна стальная проволока (присадочный материал) с небольшим количеством углерода.
- Чугуну требуется науглероживающее пламя, которое противодействует появлению частиц белого чугуна, имеющих высокую хрупкость. Они снижают прочность, а также твердость металла.
- Легированные стали требуют внимательного отношения к их составу. Для жаропрочных металлов необходима присадочная проволока с хромом и никелем. А присадка с молибденом потребуется для сварки легированных сталей ряда марок.
- Медные заготовки соединяются с помощью пламени большой мощности. При этом важно помнить о высокой текучести данного металла. Поэтому зазор между деталями следует делать небольшим. Присадкой в данном случае является медная проволока, а защита обеспечивается флюсом.
- Бронзовые детали сваривают, используя восстанавливающее пламя. А присадкой должен быть схожий по составу материал.
- Латунные изделия обрабатывают горючим газом с повышенным содержанием кислорода. Это позволяет предотвратить снижение количества олова из материала, который в противном случае улетучивается.
Для изготовления качественных швов всегда следует учитывать состав соединяемых металлов.
Как нивелировать недостатки газовой сварки труб
Сварка с использованием газа по сути представляет собой нагрев краев металла (металлических труб) пламенем и последующее заполнение оставленного между заготовками зазора расплавляющимся присадочным материалом. Горючую смесь выбирают, основываясь на температуре плавления материала заготовок. Толщина стенки деталей определяет толщину стыкового соединения, при этом выпуклость не должна быть больше 3 мм.
При создании системы трубопроводов нельзя допустить оплавления их стенок. В противном случае наплывы станут причиной возникновения сопротивления жидкостям и газам, передвигающимся по трубам.
Качество швов у труб с толщиной стенок 3,5 мм и более увеличивают созданием скосов краев с углом от 35 до 45 градусов. Сварное соединение может создаваться левым и правым способом. При этом важно притуплять остроту кромочной части для предотвращения проникновения внутрь расплавленного материала.
Если же ведется сварка деталей толщиной не более 3 мм, то зазор делается без скоса и на расстояние менее половины стенки трубы.
Существуют следующие виды сварки, которые делятся в зависимости от того, для чего предназначена система трубопроводов:
- с использованием прокладного кольца и без скошенных краев;
- со вставным кольцом и раструбом;
- со скосом и выточкой изнутри.
В работе с трубами, которые будут использованы в дальнейшем для перекачки жидкостей и газов, нельзя применять остающиеся подкладные кольца.
Детали толщиной 5 мм и более соединяют правым способом, а имеющие меньшую толщину – левым. Поворотные трубы сваривают нижним способом. Неповоротные – потолочным или вертикальным швом. При этом сначала работают с нижней частью изделия, а затем переходят к верхней и обрабатывают ее в обратном направлении.
В случаях, когда невозможно поднести газовую горелку к месту сварки, применяют работу с вырезанием козырька. Труднодоступный участок соединяется в первую очередь. По окончании козырек возвращается на место, после чего проводится сварка в остальных местах шва.
Сварку вручную делают в один слой. Шов выполняется шириной не более той, что в 2,5 раза превышает толщину стенки. Сварное соединение не должно включать наплывы и иметь грубые чешуйки.
Выше описанный способ создания сварного соединения позволяет создать шов высокого качества, без прожогов. Он может применяться для сварки труб с тонкими стенками.
Выводы по газовой сварке

В статье мы рассмотрели достоинства и недостатки газовой сварки. Но однозначно ответить на вопрос о том, всегда ли необходим такой вид соединения, нельзя. Ведь для сварки, к примеру, тонкостенных заготовок нет ничего лучше. Кроме того, газовую сварку применяют при ремонте труб. Однако соединение металлических деталей большой толщины таким способом нецелесообразно из-за низкой производительности.
Опять-таки в быту удобнее применять газовую сварку, так как такое оборудование надежно и вполне достаточно для выправления дефектов литья и ремонтно-восстановительных работ. А вот при больших объемах такой вид соединения невыгоден. Поэтому вид сварки выбирают в зависимости от необходимого результата.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Источник



