
- Инструкция горячей стыковки транспортерных лент
- Инструкция горячей стыковки транспортерных лент
- Основные краткие рекомендации по разделке транспортёрной ленты и подготовке её к вулканизации
- Ориентировачные нормы материалов на 1 м2 стыкуемой транспортерной ленты
- Разделка концов транспортерной ленты
- Cборка стыка транспортерной ленты
- Инструкция горячей стыковки транспортерных лент
- Инструкция по горячей стыковке транспортёрных лент
- Горячая вулканизация конвейерных лент
- Преимущества
- Ограничения
- Область применения
- Оборудование и материалы
- Горячая вулканизация двухслойной конвейерной ленты
- Горячая вулканизация трехслойной транспортерной ленты
Инструкция горячей стыковки транспортерных лент
Инструкция горячей стыковки транспортерных лент
Основные краткие рекомендации по разделке транспортёрной ленты и подготовке её к вулканизации
Важным моментом для получения качественного стыка является правильная подготовка транспортерной ленты перед вулканизацией.
При стыковке транспортерных лент на основе химических волокон применяется двух компонентный клей, состоящий из резинового клея № 425 (ТУ 104-38-63) концентрации 1:4 и клея лейконата (ТУ МХП 2841-52) концентрации 20%.Двухкомпонентный клей приготавливается в металлической посуде следующим образом: на 100 весовых частей клея № 425 добавляют 10 весовых частей клея лейконата. Смесь тщательно перемешивают в течение 5-10 минут, после чего она готова к применению. При приготовлении и использовании двухкомпонентного клея необходимо избегать попадания влаги в смесь и на стыкуемые поверхности. Срок годности двухкомпонентного клея – 1 час, по истечении этого времени он не обеспечит необходимой прочности связи между склеиваемыми поверхностями.
При стыковке импортных транспортерных лент из ткани на основе химических волокон применяются те же материалы, что и для отечественных.
При отсутствии клея № 425 можно приготовить такой же клей из сырой прослоечной резины. Для этого её необходимо нарезать небольшими кусочками, положить в металлическую посуду и залить растворителем в соотношении 1:4. В качестве растворителя можно использовать смесь бензина и этилацетата в соотношении 1:2. Удовлетворительные результаты даёт клей, приготовленный из прослоечной резины и бензина А-72.
Для стыковки транспортерных лент на основе хлопчатобумажных тканей (бельтинговые ленты) применяется клей № 425.
Ориентировачные нормы материалов на 1 м2 стыкуемой транспортерной ленты
| Материал | Норма расхода на 1 м стыка, кг | Срок хранения, в месяцах |
|---|---|---|
| Клей «Сигма» | 1,5 | 3 |
| Отвердитель | 0,15 | 18 |
| Резина прослоечная СУ-155 каландрованная, толщиной 0,5-1 мм | 1,5-2 | 5 |
| Резина ИРП-1371-i, обкладочная, каландрованная, толщиной 2 мм | 0,5 | 5 |
Разделка концов транспортерной ленты
Наиболее трудоёмкой работой при стыковке транспортерных лент является их разделка, которая осуществляется следующим образом.
Необходимо отслоить каждый слой прокладок с конца ленты, как указано на рис. 1.
Уклон ступеней должен равняться 18°30?. При этом надо обращать особое внимание на то, чтобы из-за чрезмерного перерезания следующий слой не был повреждён.
Не перерезайте в местах, отмеченных знаком «Х» на рис. 1, иначе получается уменьшение прочности ленты и тем самым сокращается срок службы ленты.
Ширина ступени В выбирается в зависимости от количества прокладок по формуле  для лент шириной до 1400 мм и по формуле
для лент шириной до 1400 мм и по формуле  для более широких лент, где П – количество основных прокладок.
для более широких лент, где П – количество основных прокладок.
Уточные прокладки в лентах на основе тканей А-10-2-3Т и К-10-2-3Т срезаются вместе с обкладочной резиной за один проход.
Снятие прокладок следует начинать в обратном порядке по той причине, что длина срезаемых лоскутов небольшая (в зависимости от количества прокладок), что гораздо удобнее в работе и даёт возможность выполнять ровные ступени.
Последняя прокладка не срезается, но с её обратной стороны снимается резина шириной 50-75 мм.
Cборка стыка транспортерной ленты
 Поверхность разделанных концов очищается от пыли и крошек резины сжатым воздухом или щёткой, протирается тканью, смоченной в бензине «калоша» и просушивается в течение 10-15 минут.
Поверхность разделанных концов очищается от пыли и крошек резины сжатым воздухом или щёткой, протирается тканью, смоченной в бензине «калоша» и просушивается в течение 10-15 минут.
На склеиваемые поверхности кистью наносится клей равномерным слоем с тщательной втиркой и последующей просушкой в течение 20-45 минут до исчезновения липкости. Для удобства нижний конец ленты смазывается клеем на плите, а верхний – на щите. На нижний конец транспортерной ленты накладывается прослоечная резина толщиной 0,5-1,0 мм. Поверхность резины протирается бензином и просушивается.
На прослоечную резину на границах стыка накладываются дополнительные полоски резины путём завёртывания выступающих за пределы стыка её кромок.
Подготовленные концы транспортерной ленты накладываются один на другой. Собираемый под вулканизацию стыкуемый участок транспортерной ленты должен быть прямолинейным. Торцы стыка промазываются клеем с последующей просушкой. На оба торца накладывается резиновая заготовка, сдублированная с нескольких слоёв обкладочной резины (рис. 2). Толщина резиновой заготовки должна быть больше, чем у соответствующей обкладки ленты на 0,5-1,0 мм. Для удобства резанья заготовка на нижний конец ленты накладывается до укладки верхнего её конца. При сборке широких и длинных стыков используются катки в виде специально выточенных круглых деревянных стержней диаметром 25-30 мм и длиной, равной половине ширины транспортерной ленты. Совмещаемый верхний конец транспортерной ленты перекатывается по каткам, уложенным на нижний её конец, до полного выравнивания кромок и бортов, после чего катки поочерёдно вытаскиваются, а стыкуемые концы совмещаются. Катки перед установкой на прослоечную резину
нижней ленты очищаются, промываются бензином и просушиваются.

Схема сборки стыка и заделки его торцов
При сборке стыка необходимо особое внимание обращать на заделку бортов транспортерной ленты в стыкуемом участке и на заделку границ стыка, так как при эксплуатации в случае применения некачественных стыковочных материалов или несоблюдения инструкции при стыковке разрушение стыка начинается именно в этих местах в виде задиров и расслоений.

Инструкция горячей стыковки транспортерных лент
Стыковка транспортерных лент горячей сваркой, квалифицируемая как горячая вулканизация, признана самым эффективным и надежными методом соединения из всех существующих технологий замыкания. Принцип соединения резинотканевых или резинотросовых полотен горячей сваркой под давлением сродни технологии производства конвейерных лент, позволяя получить, фактически, монолитною структуру материала. Таким образом, место стыка по эластичности и прочности не уступает транспортерной полосе, а равномерность толщины ленты, обеспечивает высокую производительность работы навесного оборудования.
В числе товаров, предлагаемых нашим предприятием, имеется современное высококачественное оборудование отечественного производства для выполнения стыковки конвейерных полотен методом горячей вулканизации. Приобретение прессов в распоряжение предприятия, использующего конвейерные системы, позволяет свести к минимуму простои, связанные с обслуживанием и ремонтом установки. Инструкция горячей стыковки транспортерных лент служит подробным описанием действий с использованием вулканизационного пресса.
Стоит отметить, что процедура соединения конвейерных лент горячей сваркой считается наиболее трудоемкой, требуя от исполнителей определенных навыков, поэтому если освоить технологию удается не сразу, мы готовы помочь в практическом применении оборудования, выделив специалистов для выезда на объект эксплуатации установки.
Прорезиненные транспортерные ленты представляют собой слоистый материал, состоящий из резиновых обкладок наружных сторон и, расположенных между ними, слоев армирующих тканей из синтетических волокон и резиновых демпфирующих «подушек». В структуре полотна, в зависимости от его типа, может содержаться от одного до нескольких тканевых каркасных прокладок. При стыковке краев ленты во внимание принимается количество прокладок и ширина полотна. К примеру, соединение многопрокладочных полотен выполняется внахлест с количеством ступеней, аналогичным числу армирующих слоев с вычетом одного. Обычно для стыковки таких лент практикуется косой срез.
Длина ступеней складывается из количества тканевых прокладок и ширины наружных слоев. Формула расчета длины стыка следующая — число прокладок умножается на длину ступени, и к полученному результату прибавляется третья часть ширины полотна. Время, которое занимает процесс вулканизации, зависит от толщины ленты, составляя, как минимум, 30 мин. В некоторых рекомендациях сказано, что эксплуатация полотна возможна сразу же после его остывания, однако, в соответствии с технологическими требованиями, по окончании работ, перед запуском, следует выдержать не менее 4 часов. Это позволит избежать разрывов и потребности в выполнении повторных действий.
Инструкция горячей стыковки транспортерных лент, при подробном изучении, поможет освоить основные приемы вулканизации, правильно подбирая режимы работы вулканизатора, разделывая края, и, собирая стык.
ООО «Техкомплект» предлагает горячую стыковку транспортерных лент, обращайтесь к нам.
Источник
Инструкция по горячей стыковке транспортёрных лент
Горячая вулканизация – самый эффективный и надежный метод реставрации транспортерной ленты в месте разрыва. Такой способ и технология соединения краёв обеспечивает его качественное восстановление и при этом сохраняет высокую степень прочности, восстанавливает монолитную структуру и эластичность, исключая повторный разрыв в месте стыка.
Чтобы произвести качественное восстановление ленты горячим способом соединения, необходим специальный пресс и определённый набор материалов. Как правило, он состоит из резиновой обкладочной и сердечниковой смеси данной ленты, подобранного к типу ленты полимерного клея, специального очистителя и отвердителя.
Вулканизация горячим способом достаточно трудоёмкий процесс, и выполняется он в несколько этапов.
 Подготовительный этап. Разместить ленту и плотно стянуть её края по центру желобчатых роликоопор, которые на время стыковки нужно снять. Разместить нижние траверсы и нижнюю плиту вулканизационного пресса на рабочем месте для стыковки. Разместить стол для разделки. При стыковке во влажном/пыльном помещении установить палатку.
Подготовительный этап. Разместить ленту и плотно стянуть её края по центру желобчатых роликоопор, которые на время стыковки нужно снять. Разместить нижние траверсы и нижнюю плиту вулканизационного пресса на рабочем месте для стыковки. Разместить стол для разделки. При стыковке во влажном/пыльном помещении установить палатку.- Разметка осевой и основной линий стыковки. По центру ленты как минимум по трем точкам провести осевую линию. Проложить осевую линию перпендикулярно основной.
- Разделка стыка. Резинотканевое полотно — многослойная структура, содержащая от одной до нескольких тканевых каркасных прокладок. Необходимо учитывать их количество и ширину полотна. Соединение многопрокладочных полотен выполняется внахлест так, чтобы количество ступеней, равнялось числу армирующих слоев за вычетом одного. Обычно для стыковки таких лент практикуется косой срез.
- Порядок стыковки. Подрезать под 45°, затем срезать и удалить обкладку шириной 30 мм по линии, примыкающей к заделочной полосе по всей ширине ленты. По ширине всего полотна зашерховать обкладку в области заделочной полосы. Подготовить ступени стыка, удаляя тканевые прокладки полосами вдоль оси. Зачистить прокладки от остатков прокладочной резины, не допуская их полной зачистки до тканевой основы.
- Сборка стыка. Нанести клей на разделанные края ленты и просушить. На ступени одного из них уложить прокладочную резину, так, чтобы слой покрывал всю поверхность.
Выровняйте стык: тканевые ступени должны примкнуть плотно друг к другу, но не внахлёст. Нельзя допустить зазоров между ступенями и искривления стыка по отношению к осевой линии ленты.
 Подготовительный этап. Разместить ленту и плотно стянуть её края по центру желобчатых роликоопор, которые на время стыковки нужно снять. Разместить нижние траверсы и нижнюю плиту вулканизационного пресса на рабочем месте для стыковки. Разместить стол для разделки. При стыковке во влажном/пыльном помещении установить палатку.
Подготовительный этап. Разместить ленту и плотно стянуть её края по центру желобчатых роликоопор, которые на время стыковки нужно снять. Разместить нижние траверсы и нижнюю плиту вулканизационного пресса на рабочем месте для стыковки. Разместить стол для разделки. При стыковке во влажном/пыльном помещении установить палатку.Затем клеем промазывают борта и каркас ленты в месте укладки заделочной полосы, сушат и в промежуток для закладочной полосы кладут слой сырой прокладочной резины с защитной плёнкой, которую снимают после прокатки роликом. После заполнения обкладочной резиной собранный стык готов к вулканизации. Металлические планки пресса укладывают с обеих его сторон.

- Вулканизация. Выбирайте режим работы вулканизатора, рекомендованный его производителем.
При работе пневматических или гидравлических прессов давление вулканизации должно нарастать постепенно и оставаться на уровне 60 Н/кв.см (6 бар). Как правило достаточна температура от 150°С до 155°С. Увеличьте время вулканизации на 10–15 мин, если максимальный показатель пресса 145°С.
- Завершение вулканизации. После постепенного охлаждения пресса до уровня окружающей температуры его можно демонтировать.
Ввод ленты в эксплуатацию следует произвести не ранее чем через 4 часа после полного её остывания. Такие меры предосторожности помогут полному восстановлению качественных показателей полотна. Перед пуском конвейера наплывы резины в области заделочной полосы и на бортах ленты должны быть зачищены.
Источник
Горячая вулканизация конвейерных лент

Горячая вулканизация — специальный метод стыковки конвейерных лент при использовании специальных вулканизационных составов, под действием высоких давлений и температур, синтетические и натуральные каучуковые смолы «сплавляются» с рабочей поверхностью конвейерной ленты образуя непрерывный рабочий слой. По качеству соединения горячая вулканизация является наилучшим способом стыковки лент и составляет 90% от прочности самой транспортерной ленты.
История появления горячей вулканизации неразрывно связана с изобретение резины Чарльзом Гудьиром, запатентовавшим новый материал в 1844 году. Контролируемое термическое воздействие значительно ускоряет химическую реакцию по преобразованию исходного сырья в готовый продукт. Комбинированное воздействие равномерного нагрева и высокого давления обеспечивает преобразование сырой резины в пластичный материал, обладающий высокой прочностью и необходимыми физико-механическими характеристиками.
Преимущества
Стыки резинотканевых и резинотросовых транспортерных лент – наиболее уязвимые участки гибкого конвейера, эксплуатируемого в условиях плавно изменяющихся нагрузок. Применение метода горячей вулканизации обеспечивает максимально качественное соединение материалов с формированием эластичного однородного шва, устойчивого к высоким динамическим нагрузкам.
Главные преимущества технологии горячей вулканизации:
- Немедленное восстановление работоспособности конвейера;
- Высокая прочность стыка;
- Отсутствие зазоров;
- Равномерная толщина ленты;
- Высокая гибкость и эластичность стыковочного шва;
- Возможность стыковки при отрицательных температурах окружающей среды;
- Возможность стыковки при сильной запыленности помещений;
- Допустимы небольшие погрешности при разделке ленты;
- Применение для лент из различных материалов;
- Восстановление ленты без демонтажа с конвейера;
- Гарантированная долговечность соединительного шва;
- Исключается просыпь транспортируемых материалов;
- Широкий температурный диапазон эксплуатации.
Технология может применяться для ремонта ленточных конвейеров, используемых для транспортировки высокотемпературных грузов. Горячая стыковка транспортерной ленты обеспечивает формирование однородного конвейера, не перегружающего ролики в процессе эксплуатации.
Ограничения
Основными ограничениями, препятствующими широкому использованию технологии горячей вулканизации, являются: большая трудоемкость процесса и высокая стоимость специализированных приспособлений. Необходимость перемещения массивного вулканизационного оборудования усложняет процесс ремонта в условиях работающего предприятия. Трудоемкость ремонтного процесса удачно компенсируется доступной стоимостью расходных материалов и безупречным качеством восстановленной конвейерной ленты.
Область применения
Технология горячей вулканизации, обладающая многочисленными преимуществами, применяется для восстановления конвейеров, эксплуатируемых в обычных и сильно запыленных промышленных помещениях, а также на открытом пространстве. Гарантированно высокое качество результата позволяет использовать технологию для восстановления конвейерных линий, используемых для перевозки сильно нагретых грузов, сыпучих материалов и пищевой продукции.
Оборудование и материалы
Для горячей вулканизации конвейерных лент применяют специальные прессы — вулканизаторы: 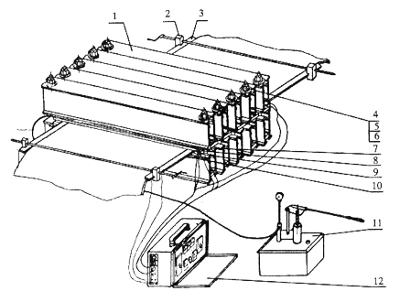
1. наборная рамка
2. закрепляющие устройство
3. выравнивающая пластина
4. 5. 6. — болт с гайкой и прокладками
7. теплоизоляционная пластина
8. верхняя тепловая пластина для горячей вулканизации
9. нижняя тепловая пластина для горячей вулканизации не рабочей поверхности ленты
10. пресовочное устройство
11. прессовочная система
12. устройство контроля нагрева пластин.
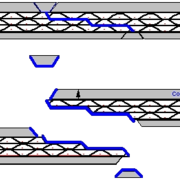
Горячая вулканизация очень надежная система стыковки конвейерных лент, сотрудники нашей компании применяют для горячей вулканизации немецкие технологии и расходные материалы, все работы проводятся с четким контролем качества на каждом из этапов. Перед проведением горячей вулканизации необходимо сделать предварительные работы по подготовке конвейерной ленты для горячей вулканизации. В зависимости от используемой конвейерной ленты методы стыковки могут отличаться дург от друга, так к примеру при подготовке к горячей вулканизации тонкую конвейерную ленту разделывают по схеме :
Горячая вулканизация двухслойной конвейерной ленты
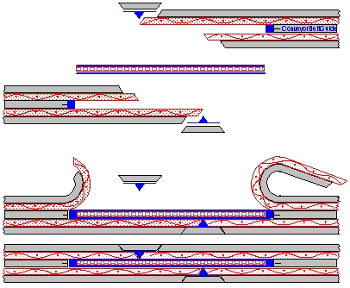
Горячая вулканизация трехслойной транспортерной ленты
Применение немецких технологий, оборудования и клеющих смесей таких производителей как «Tip-Top, Nilos» позволяет выполнять работы в тяжелых условиях эксплуатации конвейерных лент и гарантировать стык ленты.
Тщательное соблюдение технологии в сочетании с применением высококачественных компонентов исключает риск расслоения стыковых соединений, обеспечивая стабильность прочностных и эксплуатационных характеристик конвейеров.
Наши специалисты проведут стыковковку конвейерных лент методом горячей вулканизации как на собственных площадках, так и непосредственно на производстве заказчика, с соблюдением всех параметров горячей вулканизации.
Гарантия — 1 год, на выполненное соединение горячей вулканизацией, на новой конвейерной ленте!
Источник



