
- Порошковая металлургия: история, нюансы производства, перспективы
- Преимущества металлических порошков
- Экскурс в историю отрасли
- Производство порошковых металлов, свойства материалов
- Физико-механическое измельчение сырья
- Восстановление с помощью химико-металлургических методик
- Свойства порошков
- Физические свойства
- Технологические свойства
- Формование порошка из металла
- Дополнительные операции
- Перспективы развития отрасли
- Порошковая металлургия — технология получения порошков, изготовление и применение изделий
- Плюсы производства
- Этапы технологии порошковой металлургии
- Технологический процесс производства порошков
- Физико-механические методы
- Изготовление порошковых изделий
- Приготовление смеси
- Формование порошка
- Спекание
- Калибрование
- Дополнительные операции
- Химико-металлургические методы
- Свойства металлических порошков
- Формовка
- Прессование
- Области применения деталей порошковой металлургии
- Недостатки порошковой металлургии
- Детали узлов трения
- Композитные материалы
- Твердые сплавы
- Контактные материалы
- Другие сферы применения порошков
- Будущее порошковой металлургии
Порошковая металлургия: история, нюансы производства, перспективы
Разнообразие изделий, изготовленных с помощью порошковой металлургии, охватывает: детали оборудования с антифрикционными свойствами и узлы приборостроения, конструкционные элементы, инструментальные заготовки в разных направлениях промышленности.
Преимущества металлических порошков
Востребованность отрасли обусловлена ее преимуществами над другими способами металлообработки:
- Минимизируются затраты средств и времени на финальную обработку продукции. Изделия точно соответствуют заданным формам и чертежным габаритам, отличаются качественной поверхностью.
- Удается создавать продукцию с необычными свойствами за счет объединения металлических компонентов с неметаллическими.
- Уменьшается число технологических операций, за счет чего экономятся ресурсы, энергия. Стартовое сырье используется на 97%.
- Готовые изделия характеризуются более высокими эксплуатационными, техническими характеристиками по сравнению с теми, которые изготовлены традиционными методами.
- Удается упростить производство изделий со сложной формой.
Экскурс в историю отрасли
Издавна порошковое серебро, золото и медь применяли в искусстве живописи, керамике. В процессе геологических исследований на территории Древнего Египта найдены железные орудия, в Дели – железный памятник. Изделия изготавливались кричной технологией: железную руду нагревали горнами при температуре в 1000 градусов, получали крицу (губчатый материал), затем проковывали неоднократно и в финале снижали количество пор нагревом. Доменное производство на время вычеркнуло порошковую металлургию из способов металлообработки.
Возвращением к порошковой металлургии мы обязаны русским ученым В.В. Любарскому и П.Г. Соболевскому. В 1826 г. учеными разработана методика прессования, заданного спекания порошка платины. С этого момента порошковая металлургия в виде отрасли науки получила новую жизнь. Важные моменты в истории развития отрасли:
- 1924 г. — Т.М. Алексеенко-Сербин организует лабораторию по внедрению новых технологий обработки металлов в Москве на электроламповом заводе;
- 1932 г. – получение порошкового электролитического железа и вольфрамового порошка в масштабных объемах на механическом заводе в Ленинграде;
- 1953-1957 гг. – использование металлотермического восстановления для изготовления порошкообразных сложнолегированных сталей;
- после 1957 г. – изготовление спеченных материалов на базе железа с пропиткой медью, заполнением пор материала стеклом, введением углерода.
Стандартная технология производства подразумевает 4 этапа: получение порошка из сырья, формование заготовок, последующее спекание, финишную обработку. Каждый этап влияет на свойства будущего изделия.
Производство порошковых металлов, свойства материалов
Способы получения из разного сырья металлических порошков многочисленны и разнообразны, что обуславливает вариации свойств изделий, финансовых показателей и качества. Выделяют 2 способа производства:
- Физико-механический (переработка сырья помолом, дроблением на фракции и грануляцией, направленным распылением, резкой). Химический состав не меняется.
- Химико-металлургический (сырье подвергается восстановлению окислами, а еще термической диссоциации и электролизу). Меняется агрегатное состояние сырья, химический состав.
Физико-механическое измельчение сырья
Под измельчением понимают разрушение твердых материалов под воздействием извне до частиц определенного размера. Измельчение осуществляют размолом и дроблением, истиранием.
Механическое измельчение выгодно применять в отношении кремния и марганца, сурьмы и хрома, а также других хрупких металлов. Если речь о меди и других вязких металлах, сырьем служит обрезка заготовок, стружка и другие отходы.
Воздействуют на сырье сжатием и ударными механизмами, срезают послойно. Последний способ – когда требуется тонкое измельчение. Грубое размельчение выполняют валковыми, щековыми, конусными дробилками. Финальный помол происходит в мельницах разных типов (вихревых и центробежных, вибрационных и др.).
В отношении жидких металлов применяется грануляция, распыление. Это доступный и нетрудоемкий способ создания порошкового железа, алюминия и свинца, а также цинка, меди и иных металлов, плавящихся в условиях нагрева до 1600 градусов. Воздействие заключается в дроблении расплавленной струи жидкостью, энергонасыщенным газом, целенаправленном распылении, а также в сливании расплава в воду или другую жидкость. В результате распыления получают частицы разных форм (капля, шар и др.).
Восстановление с помощью химико-металлургических методик
Восстановительный процесс из окислов заключается в объединении металла, имеющего неметаллические включения (хлорные, кислородные, солевые остатки), с восстановителем (водородом и газом, углем, кадмием и пр.).
Сырьем для выпуска кобальтового, никелевого и медного порошка становятся окиси, закиси металлов и окалина от проката. Процесс восстановления осуществляют в трубчатых и муфельных печах с участием специально подготовленного природного газа, диссоциированного аммиака и водорода. Этап занимает до 3 часов. Результат – губка, легко растираемая в порошок.
Электролиз отличается экономической выгодой в отношении получения чистого медного порошка. Суть метода заключается в разложении водного раствора / расплавленной соли металла под воздействием электрического тока. Результатом становится осевший на катодном элементе металл в виде частиц разных форм, габаритов. Размеры частичек зависят от наличия ПАВ и коллоидов, от плотности электротока.
Карбонильный процесс — формирование карбонила (соединения с окисью углерода) из сырья и последующее образование порошка в ходе нагрева и ожидаемого разложения карбонила. Так получают никелевые, железные, кобальтовые, вольфрамовые и прочие порошки.
Свойства порошков
Металлические порошки на этапах производства получают определенные химические и физические, а также технологические свойства.
Итоговые свойства варьируются от выбранной методики изготовления порошкообразного металла, химических компонентов сырья, используемого в производстве. Базовый металл в порошке остается на уровне 98-99%, остальное – примеси в изученном количестве. Исключением являются никелевые, железные, медные и другие металлические окислы, легко образующие в ходе нагрева атомы, которые улучшают спекаемость полученных порошков.
В металлических порошках есть азот, водород и другие газы, попавшие в сырье и адсорбированные с поверхности. В электролитических порошках присутствует водород, в карбонильных – примесь кислорода и двуокиси углерода, а в распыленных – газообразные вещества, участвующие в процессе производства. До прессования полученных на производстве порошков из них удаляют избыток газов вакуумированием, чтобы избежать растрескивания готовых изделий при спекании.
Физические свойства
Определяются формой, размерами, плотностью и другими характеристиками. Форма зависит от выбранного способа производства:
- карбонильный – сферическая;
- восстановительный – губчатая;
- измельчение мельницей – осколочная;
- вихревое дробление – тарельчатая;
- электролиз – дендритная;
- распыление – каплевидная.
Размеры частиц варьируются от долей мкм до десятых долей мм. Наиболее широкий диапазон встречается в порошках, сделанных с помощью электролиза, восстановления.
Плотность зависит от дефектов в кристаллической решетке, наличия примесей в закрытых порах. Определяется пикнометром.
Микротвердость определяет способность частиц порошка к деформированию. Показатель зависит от наличия и характера примесей.
Технологические свойства
Определяются текучестью, формуемостью, насыпной плотностью и прессуемостью.
Текучесть указывает на скорость, с которой взятая условно единица объема заполнится порошком. От показателя зависит производительность в ходе прессования.
Прессуемостью называют способность приобретать конкретную плотность на этапе прессования, а формуемостью – возможность сохранять определенную форму.
Формование порошка из металла
Цель процесса – придать порошковым заготовкам планируемые размеры и форму, добиться нужной плотности и механической прочности. Формование охватывает несколько операций:
- Отжиг. Повышает пластичность и прессуемость.
- Классификация. Суть заключается в разделении порошков по габаритам частиц с помощью проволочных, протирочных сит и воздушных сепараторов.
- Создание смеси. Смешивают порошки от разных металлов до однородного состава в смесителях, с помощью шаровых мельниц.
- Дозирование. Отделение заданных объемов порошковой смеси. Бывает дозирование по весу и объему.
- Формование. Выполняется прессованием (изостатическим и мундштучным, а также динамическим и в прессформе), прокаткой, шпикерным формованием.
Дополнительные операции
Технология производства включает дополнительные операции, направленные на повышение точности и чистоты полученной поверхности, улучшение механических и физико-химических параметров. К дополнительным процессам относят пропитку с помощью жидких металлов и масла, механическую и химико-температурную обработку, нитроцементацию, диффузионное хромирование, калибрование.
Какие изделия выпускает порошковая металлургия
Металлокерамические материалы в ряде областей эффективно заменяют латунь, бризу и другие подшипниковые сплавы с антифрикционными характеристиками. Подшипники скольжения изготавливают из пористого железа и железографита, из бронзографита. Наличие пор позволяет образоваться прочной пленке, что снижает трение и продлевает срок службы деталей.
Фрикционные и антифрикционные, «потеющие» материалы и фильтры входят в группу пористых изделий. Применяются в роли фильтров, электродов. Если в щелочном аккумуляторе используют высокопористые пластины никеля, изделие имеет меньшую массу и размеры по сравнению со стандартным аккумулятором.
Фильтры из нержавейки, стойкие к коррозии, дешевле изделий из чистого никеля. Они нужны в очистке от примесей жидкого литья, а также мартеновского и доменного газа. Пористые материалы используются для защиты авиатранспорта от обледенения, создания местного нагрева и охлаждения перегретых механизмов.
Перспективы развития отрасли
Продукция, полученная с помощью методов порошковой металлургии, за счет своих структурных особенностей отличается термостойкостью, гораздо лучше относится к температурным колебаниям, напряжению. Развитие отрасли тормозится стоимостью порошков, особыми требованиями к среде спекания, сложностью в производстве крупногабаритных заготовок.
Актуальные достоинства и недостатки отрасли – временные факторы, зависящие от развития данной сферы и сопутствующих направлений промышленности. Со временем порошковая металлургия способна завоевать другие области или будет вытеснена. За счет развития плазменного, а также электроннолучевого и дугового плавления, наряду с электроимпульсным нагревом, удается достичь температурных условий, недоступных ранее. Это снизило роль порошковой металлургии в общем производстве. Одновременно технологии нивелировали недостатки технологии – сложности в получении предельно чистых металлов, выпуске особо крупных заготовок.
Развитие и дальнейшее внедрение порошковой металлургии нельзя недооценивать. Япония и США каждый год расширяют отрасль, вкладывая немалые средства. Производство порошковых металлов за 1964-1994 гг. в Японии возросло в 114 раз, в США – в 43,5 раза.
Российская порошковая металлургия представлена Краснопахарским и Уральским заводом, другими предприятиями. Даже в кризис предприятия выжили, расширили производство. Это доказывает пользу и востребованность отрасли. Глобальный прирост населения требует технологий, дающих значимый экономический эффект в условиях массового производства. Поэтому отрасль требует мощных усилий в развитии.
Источник
Порошковая металлургия — технология получения порошков, изготовление и применение изделий

Порошковая металлургия – отрасль промышленности, включающая в себя определенный набор способов производства металлических порошков, а также изготовление деталей из этих материалов. Это направление металлургии как способ получения готовых изделий начало активно развиваться около ста лет назад.
Плюсы производства
Такой способ производства деталей имеет ряд преимуществ, которые позволяют ему вытеснять более дорогие методы обработки металлов: литье, ковку и штамповку.
Существующий ряд преимуществ:
- Экономичность – исходным материалом для изготовления порошков являются разного типа отходы, например, окалина. Этот отход металлургического производства больше нигде не используется, а методы порошковой металлургии позволяют компенсировать такие технологические потери.
- Точность геометрических форм деталей. Изделия, изготовленные методом порошковой металлургии, не нуждаются в последующей обработке резанием. Следовательно, производство осуществляется с низким процентом отходов.
- Высокая износостойкость изделий.
- Простота технологического процесса.
Технология производства методом порошковой металлургии имеет много общего с изготовлением керамических изделий.
Эти процессы объединяет то, что сырьевой материал (в одном случае это песок и глина, в другом – металл) погружается в раскаленную печь. В итоге получается пористая структура материала. Такая схожесть технологических процессов привела к тому, что детали, изготовленные методом порошковой металлургии, называют металлокерамическими.
Этапы технологии порошковой металлургии
1. Получение порошков
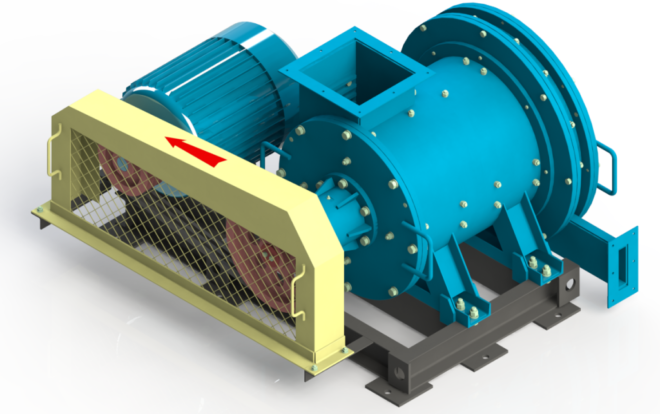
– Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах (получение крупных (100 и более мкм) порошков неправильной формы);
– распыление жидких металлов в воздух, либо в воду: его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность;
– получение порошков железа, меди, вольфрама, молибдена высокотемпературным восстановлением металла (обычно из окислов) углеродом или водородом;
– электролитическое осаждение металлов;
– термическая диссоциация летучих карбонилов металлов (карбонильный метод). Преимущества- получение мелкодисперсного (0-20 мкм) порошка железа правильной формы, с определёнными радиотехническими свойствами.
2. Формование порошков
Основной метод формования металлических порошков — прессование в пресс-формах из закалённой стали под давлением 200—1000 Мн/м2 на быстроходных автоматических прессах. Прессовки имеют форму, размеры и плотность, заданные с учётом изменения этих характеристик при спекании и последующих операциях. Возрастает значение таких новых методов холодного формования, как изостатическое прессование порошков под всесторонним давлением, прокатка и МIМ-технология.
3. Спекание порошков
Спекание проводят в защитной среде (водород; атмосфера, содержащая соединения углерода; вакуум; защитные засыпки) при температуре около 70—85% от абсолютной точки плавления, а для многокомпонентных сплавов — несколько выше температуры плавления наиболее легкоплавкого компонента. Защитная среда должна обеспечивать восстановление окислов, не допускать образования нежелательных загрязнений продукции, предотвращать выгорание отдельных компонентов (например, углерода в твёрдых сплавах), обеспечивать безопасность процесса спекания. Конструкция печей для спекания должна предусматривать проведение не только нагрева, но и охлаждения продукции в защитной среде. Цель спекания — получение готовых изделий с заданными плотностью, размерами и свойствами или полупродуктов с характеристиками, необходимыми для последующей обработки. Расширяется применение горячего прессования (спекания под давлением), в частности изостатического.
Технологический процесс производства порошков
Получение металлокерамической детали начинается с изготовления порошков. Порошки бывают разных фракций и различных размеров. Отсюда – различие в способах их производства.
Существуют две группы принципиально разных методов получения порошков:
- Физико-механические методы – измельчение посредством механического воздействия на металлические частицы в твердой или жидкой фазе. Эти методы основаны на комбинировании статических и ударных нагрузок.
- Химико-металлургические методы – изменение фазового состояния исходного сырья. Это восстановление окислов и солей, электролиз, термическая диссоциация карбонильных соединений.
Имеются ключевые моменты применяющихся способов производства металлических порошков:
- Шаровой способ – мелкие металлические обрезки со стружкой дробятся и перетираются в шаровой мельнице.
- Вихревой способ – нагнетание в специальных мельницах (при помощи вентиляторов) сильного воздушного потока, приводящего к взаимному столкновению частиц металла. На выходе получается качественно измельченный порошок, с блюдцеобразной формой зерен.
- Применение специальных дробилок. Принцип действия таких устройств основан на измельчении металлических частиц с помощью ударного воздействия падающего груза.
- Распыление – легкоплавкий металл, находящийся в жидкой фазе, распыляется потоком сжатого воздуха. После этого его отправляют для размельчения к быстровращающемуся диску.
- Электролиз – металл восстанавливается из расплава под воздействием электрического тока, что делает его хрупким. Это свойство дает ему возможность легко перемалываться в мельнице до состояния порошка. Форма зерен порошка при этом дендритная.
Физико-механические методы
Порошок требуемых фракций получают в центробежных мельницах разного типа.
Первичное измельчение – промежуточный этап производства порошков. Его осуществляют в конусных и валковых дробилках. В этих устройствах получат мелкие частицы металла с размером, не превышающим 1 см.
Процедура измельчения может длиться, в зависимости от применяемой технологии, от одного часа до 3–4 суток. Когда требуется сократить этот процесс, применяются уже не шаровые, а вибрационные мельницы.
В таких мельницах интенсивность процесса возрастает за счет присутствия усилий резания и создания переменных напряжений. Окончательный размер порошковых частиц составляет от 0,009 мм до 1 мм.
С целью повышения производительности процесса измельчения, его осуществляют в условиях жидкостного воздействия – для недопущения распыления металла. Объем задействованной жидкости составляет 40% от массы измельчаемых частиц.
Для измельчения твердосплавных частиц применяют планетарные центробежные мельницы. Отрицательной стороной работы такого устройства считается периодичность ее работы.
Физико-механические методы не подходят в случае необходимости измельчения цветных металлов, обладающих высокой пластичностью. Пластичные металлы измельчаются вихревыми мельницами, их принцип действия основан на измельчении частиц путем их взаимных ударов.

Изготовление порошковых изделий
Типовой технологический процесс изготовления деталей методом порошковой металлургии состоит из следующих основных операций: приготовление шихты (смешивание), формование, спекание и калибрование.
Приготовление смеси
Смешивание — это приготовление с помощью смесителей однородной механической смеси из металлических порошков различного химического и гранулометрического состава или смеси металлических порошков с неметаллическими. Смешивание является подготовительной операцией. Некоторые производители металлических порошков для прессования поставляют готовые смеси.
Формование порошка
Формование изделий осуществляется путем холодного прессования под большим давлением (30-1000 МПа) в металлических формах. Обычно используются жёсткие закрытые пресс-формы, пресс-инструмент ориентирован, как правило, вертикально. Смесь порошков свободно засыпается в полость матрицы, объёмная дозировка регулируется ходом нижнего пуансона. Прессование может быть одно- или двусторонним. Пресс-порошок брикетируется в полости матрицы между верхними и нижним пуансоном (или несколькими пуансонами в случае изделия с переходами). Сформированный брикет выталкивается из полости матрицы нижним пуансоном. Для формования используется специализированное прессовое оборудование с механическим, гидравлическим или пневматическим приводом. Полученная прессовка имеет размер и форму готового изделия, а также достаточную прочность для перегрузки и транспортировки к печи для спекания.
Спекание
Спекание изделий из однородных металлических порошков производится при температуре ниже температуры плавления металла. С повышением температуры и увеличением продолжительности спекания увеличиваются усадка, плотность, и улучшаются контакты между зернами. Во избежание окисления спекание проводят в восстановительной атмосфере (водород, оксид углерода), в атмосфере нейтральных газов (азот, аргон) или в вакууме. Прессовка превращается в монолитное изделие, технологическая связка выгорает (в начале спекания).
Калибрование
Калибрование изделий необходимо для достижения нужной точности размеров, улучшается качество поверхности и повышается прочность.
Дополнительные операции
Иногда применяются дополнительные операции: пропитка смазками, механическая доработка, термическая, химическая обработка и др.
Химико-металлургические методы
Несмотря на разнообразие методов является наиболее трудоемкой и дорогой стадией технологического процесса. Физические, химические и технологические свойства порошков, форма частиц зависит от способа их производства. Вот основные промышленные способы изготовления металлических порошков:
- Механическое измельчение металлов в вихревых, вибрационных и шаровых мельницах.
- Распыление расплавов (жидких металлов) сжатым воздухом или в среде инертных газов. Метод появился в 1960-х годах. Его достоинства — возможность эффективной очистки расплава от многих примесей, высокая производительность и экономичность процесса.
- Восстановление руды или окалины. Наиболее экономичный метод. Почти половину всего порошка железа получают восстановлением руды.
- Электролитическое осаждение металлов из растворов.
- Использование сильного тока, приложенного к стержню металла в вакууме. Применяется для производства порошкового алюминия.
В промышленных условиях специальные порошки получают также осаждением, науглероживанием, термической диссоциацией летучих соединений (карбонильный метод) и другими способами.
Свойства металлических порошков
Порошки, как и любой другой материал, имеет ряд стандартных свойств, которые влияют на его технологическую пригодность. Специалисты к ним относят следующие свойства:
- плотность порошков, именуемая пикнометрической, определяется химической чистотой порошка и степенью его пористости;
- насыпной плотностью порошков называется его масса, полученная при свободном наполнении емкости определенного объема;
- текучестью порошков считается быстрота наполнения емкости определенного объема. Это очень важный технологический параметр, потому как от него зависит производительность последующего прессования;
- пластичность – свойство порошков принимать заданную форму и сохранять ее после прекращения нагрузки.
Формовка
Формование порошков – подготовительная операция, предваряющая процесс прессования. Включает в себя термообработку, подготовку смеси и дозировку. Повысить свойства пластичности порошков помогает термический отжиг.
Термообработка проходит в среде защитных газов при температуре от 40 до 60 процентов от температуры плавления металла. Для получения однородности состава порошков, они подвергаются обязательно операции сепарирования: просеивания металлических частиц через специальные сита. Только после того, как порошок просеян, следует переходить к приготовлению смеси порошков нужного состава.
Прессование
Суть процесса прессования заключается в плотном соединении частичек металлического порошка друг с другом. Рабочее давление механического пресса при этом составляет от 1 до 6 тыс. кг на квадратный сантиметр.
Изделия, полученные прессованием, не имеют высоких прочностных характеристик. Поэтому им требуется термообработка, заключающаяся в спекании порошков. Частицы металла в процессе расплавления образуют между собой крепкие межатомные связи, делая деталь однородной по своей структуре.
Стоит отметить, что часто операции прессования и спекания объединены в одну – горячее прессование.

Причем нагрев в этом случае осуществляют токами высокой частоты.Производство деталей из порошков методом горячего прессования значительно сокращает время, затрачиваемое на их изготовление.
Этот фактор позволяет экономить энергетические ресурсы и снижает себестоимость производства изделий.
Области применения деталей порошковой металлургии
Порошковая индустрия как способ изготовления и обработки металлов очень разнообразен по своим технологическим методам. Это дает возможность получать детали требуемого состава и необходимых свойств.
Применяя методы порошковой металлургии производства, специалисты могут производить новейшие композитные материалы, получения которых традиционными методами невозможно. Производство деталей машин и механизмов из металлических порошков дает существенную экономию на материале, за счет получения низкого расходного коэффициента.
Металлокерамические изделия применяются в широком спектре областей приборостроения, радиоэлектроники и машиностроения. Применяются порошки и в производстве режущего инструмента: резцов, сверл.

Сверла изготавливаются из порошкового металла
Производство изделий из металлических порошков в настоящий момент имеет высокую степень автоматизации. Технологическая простота операций позволяет применять работников без высокой квалификации. Эти факторы благоприятно отражаются на себестоимости продукции порошковой металлургии.
При уровне пористости порошков, который не превышает норму, они не уступают по показателю коррозионной стойкости. Особенно деталям, изготовленными стандартными способами.
Изделия порошковой металлургии обладают способностью хорошо переносить резкие скачки температур. Поэтому они применяются в средах, работающих в таких условиях.
Недостатки порошковой металлургии
- cравнительно высокая стоимость металлических порошков;
- необходимость спекания в защитной атмосфере, что также увеличивает себестоимость изделий порошковой металлургии;
- трудность изготовления в некоторых случаях изделий и заготовок больших размеров;
- сложность получения металлов и сплавов в компактном беспористом состоянии;
- необходимость применения чистых исходных порошков для получения чистых металлов.
Недостатки порошковой металлургии и некоторые её достоинства нельзя рассматривать как постоянно действующие факторы: в значительной степени они зависят от состояния и развития как самой порошковой металлургии, так и других отраслей промышленности. По мере развития техники порошковая металлургия может вытесняться из одних областей и, наоборот, завоёвывать другие.
Детали узлов трения
Специфика применения металлокерамических изделий обусловлена их свойством хорошо удерживать смазочные материалы. Эта их особенность определяется пористой структурой.
Это свойство способствует изготовлению из порошков деталей, испытывающих в своей работе трение: подшипники скольжения, направляющие втулки, вкладыши, щетки электродвигателей.
Пористая структура подшипников из порошков позволяет пропитывать их маслом. Впоследствии смазка попадает на трущиеся поверхности. Такие подшипники получили название самосмазывающиеся.

Они имеют следующие достоинства:
- экономичность – применение таких подшипников позволяет уменьшить расход масла;
- износостойкость;
- экономия на материале. Замена дорогостоящей бронзы и баббита на железо.
Свойство пористости металлокерамических деталей специалисты могут усилить, если при изготовлении добавлять в них графит, который, как известно, обладает высокими смазывающими свойствами. Подшипники с повышенным содержанием графита не нуждаются в применении масла.
Композитные материалы
Большое развитие порошковая индустрия получила с развитием высокотехнологичной техники, требующей изделий из композитных материалов. Отличие композитов от сплавов состоит в возможности получать прочные соединения разнородных металлических и неметаллических компонентов.
Выплавка традиционным способом в металлургических печах не создает растворов, например, вольфрама и меди. После возникновения композитных материалов эта проблема была решена.
Достигается такой результат обыкновенным смешиванием нужных компонентов, приданием формы на прессе с последующим спеканием.
Ядерное топливо также является композитным материалом.
Твердые сплавы
Твердосплавные изделия получают методами металлокерамики. Повышенная твердость достигается включением в состав карбидных включений. Как известно, с увеличением доли углерода в металле, возрастает его твердость.
Карбидные соединения дают высокую вязкость, сохраняя прочностные свойства порошка. Металлокерамические детали нужны там, где необходима их высокая износостойкость. Чаще всего, это режущий инструмент, а также твердосплавные матрицы и пуансоны для листовой штамповки.
Контактные материалы
Изделия из электроконтактных материалов. Порошковая индустрия незаменима для производства электрических контактов, применяемых в электронике и радиотехнике. В этих отраслях применяются так называемые ферромагнитные порошки.
Другие сферы применения порошков
Еще одним полезным свойством порошков является их жаростойкость, что позволяет применять их в различных тормозных механизмах. Жаростойкие свойства металлокерамики возрастают с добавлением в ее состав хрома, никеля и вольфрама.
Практически все современные магнитные детали производятся из металлических порошков. Технология порошковой металлургии позволяет получить соединения железа с различными силикатами.
Применяют металлокерамические изделия также для фильтрации газов и горючих веществ.
Будущее порошковой металлургии
Развитие порошковой металлургии обязано преследовать цель увеличения номенклатуры изделий, которые мастера могут изготовить этим способом.
Детали сложных конфигураций, которые сейчас получают на заводах только обработкой резанием, должны в будущем изготавливаться методами порошковой металлургии. Это позволит уменьшить материалоемкость производства сложных деталей.
Дальнейшая автоматизация производственного процесса – отличительная черта современных промышленных предприятий. Касается она и производства изделий из металлических порошков.
Снижение влияния человеческого фактора на технологический процесс, повышает точность изготовления деталей.
Качество изделий порошковой металлургии с течением времени должно конкурировать с передовыми технологиями производства деталей машин и механизмов. Повышение качества и снижение себестоимости готовой продукции – приоритетная задача предприятий порошковой металлургии.
Источник



