
Получение заготовок из проката
Содержание
1. Технологические характеристики методов получения заготовок
1.1. Получение заготовок литьём
1.2. Получение заготовок обработкой давлением
1.3. Получение заготовок из проката
1.4. Получение заготовок порошковой металлургией
1.5. Получение заготовок комбинированными способами
Технологические характеристики методов получения заготовок
Под заготовкой подразумевается материал, которому придана форма и физико-механические свойства, необходимые для получения из этого материала готовой детали. На выбор формы, размеров и способа получения заготовки оказывает конструкция, форма, размеры и материал детали.
Рис.1 Схема методов получения заготовок
Получение заготовок литьем

Рис.1.1 Виды заготовок. Получение заготовок литьём
Литье в земляные формы, которые служат для изготовления только одной детали и при извлечении заготовки разрушаются.
Литье в металлическую форму (кокиль) экономически целесообразно при величине партии 300—500 шт. для мелких отливок и 30—50 шт. для крупных отливок.
Литье по выплавляемым моделям экономически целесообразно при изготовлении деталей сложной конфигурации из любых сплавов, а также позволяет заменить узлы из нескольких деталей одной литой деталью. Литье по растворяемым и выплавляемым моделям, изготовляемым из легкоплавких и растворимых в воде солей (например, калийной или натриевой селитры), широко используется для групповой отливки деталей, при этом модели легко удаляются из формы растворением водой.
Литье под давлением применяется для производства фасонных отливок из цветных сплавов и является целесообразным при производстве 100—500 отливок.
Центробежное литье применяется при изготовлении литых заготовок, представляющих собой тело вращения. Производство заготовок, имеющих глубокие выступы и тонкие сечения, целесообразно выполнять штамповкой из жидкого металла, при которой удельное давление в шесть — восемь раз меньше, чем при горячей штамповке. Этот метод целесообразен при партии приблизительно в 100 шт.
Получение заготовок обработкой давлением
Под обработкой давлением понимают получение заготовок в основном с помощью ковки и штамповки.
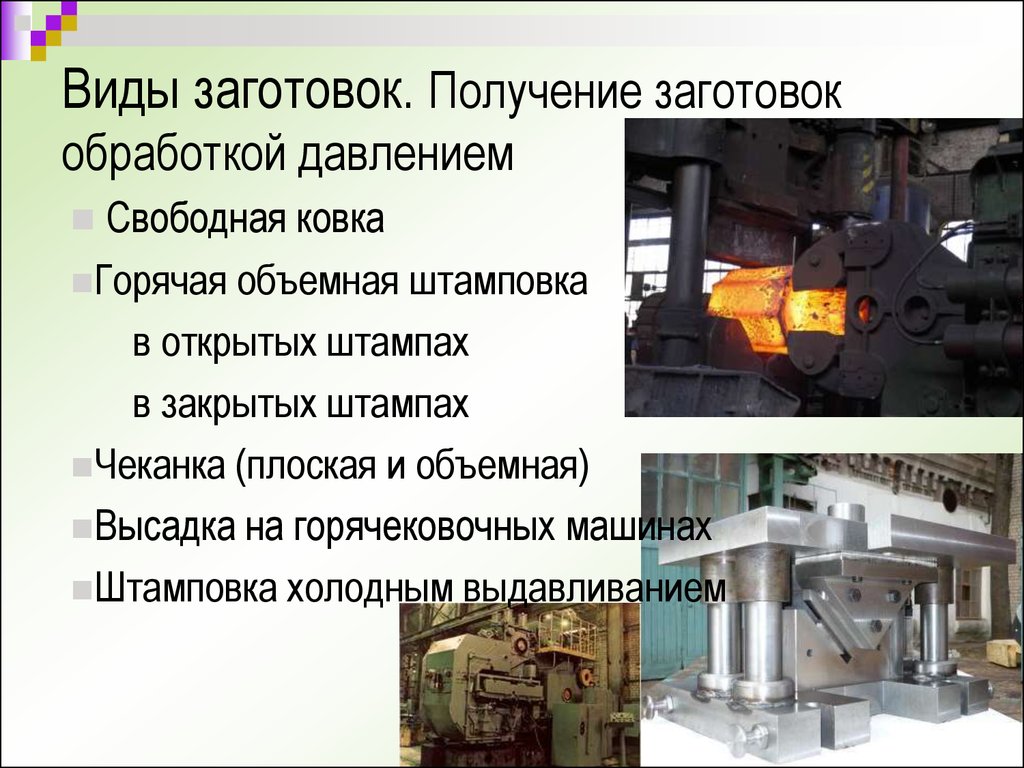
Рис.1.2 Виды заготовок. Получение заготовок обработкой давлением
Ковка — вид горячей обработки металлов давлением, при котором металл деформируется под действием ударов универсального инструмента (молота). Металл свободно течет в сторону, не ограничиваясь рабочими поверхностями инструмента. Ковкой получают заготовки для последующей механической обработки. Эти заготовки называют коваными поковками или просто поковками.
Штамповкой называют процесс изменения формы и размеров заготовки с помощью специального инструмента — штампа. Для каждой детали изготавливают свой штамп. Различают холодную штамповку и горячую объемную штамповку. Холодная объемная штамповка заключается в выдавливании материала, находящегося при обычной температуре в полость матрицы, для получения требуемой формы. Различают горячую и холодную штамповку.
К горячей штамповке относятся: штамповка в открытых и закрытых штампах; выдавливание и прошивка; штамповка в штампах с разъемными матрицами, в частности на горизонтально-ковочных машинах; гибка; вальцовка; радиальное обжатие; накатка зубьев; поперечная прокатка.
При холодной штамповке заготовка холодная или незначительно подогрета. К холодной штамповке также относят получение изделий, у которых при штамповке нагревается только его часть. Холодная штамповка обеспечивает более высокую точность по сравнению с горячей. К холодной штамповке можно отнести калибровку, чеканку, высадку, выдавливание, листовую штамповку.
Получение заготовок из проката

Рис.1.3 Способы получения заготовок
Горячая прокатка — это прокатка при которой температура прокатки выше температуры рекристаллизации металла. При горячей прокатке в том случае отсутствует наклеп, если скорость рекристаллизации больше скорости деформации. Это достигается, когда температура прокатки выше температуры рекристаллизации.
Холодная прокатка – это обработка металла давлением, которая проводится при температуре ниже температуры рекристаллизации (500º — 600º), при этом достигается упрочнение металла (наклеп). При холодной прокатке зерна деформируются, вытягиваются в длину. Изменение структуры приводит к изменению свойств деформированного металла: возрастают прочность, твердость, снижаются пластические свойства металла. Изменяются также и другие свойства, например, резко падает магнитная проницаемость.
Источник
Получение заготовок из проката
Технологический процесс получения заготовок из проката включает следующие операции:
- правка прутка;
- бесцентровая обдирка (для горячекатаных прутков) или обдирочное шлифование;
- разрезание на штучные заготовки;
- фрезерование торцов и центрование;
- контроль.
Правка. Прокат, поступающий на завод с металлургических предприятий в виде прутков и листов, проходит операцию правки (кроме холоднокатаного материала для заготовок высокой точности). Правку прутков в единичном производстве осуществляют вручную на наковальне.
Правка прутков и заготовок для валов может осуществляться на ручных, винтовых, эксцентриковых, гидравлических, пневматических и фрикционных прессах в холодном состоянии.
 Рисунок 5.36 – Схема правки прутка на правильном станке Рисунок 5.36 – Схема правки прутка на правильном станке |
В серийном и массовом производствах правку осуществляют на правильных станках (рисунок 5.36). На этих станках правка осуществляется тремя парами роликов 1,2 и 3 с вогнутой поверхностью (форма гиперболоида вращения), расположенных в шахматном порядке. Ролики расположены в барабане 5 под углом  =70 0 к его оси. Барабан вращается вокруг прутка 4. Ролики, вращаясь вместе с барабаном 5, обкатываются вокруг прутка и осуществляют его правку. Скорость поступательного движения прутка 5…30 м/мин. В зависимости от степени искривления прутка и требуемой прямолинейности оси прутка, его пропускают через барабан 1…6 раз. Точность правки 0,1…0,2 мм на 1 метр длины прутка
=70 0 к его оси. Барабан вращается вокруг прутка 4. Ролики, вращаясь вместе с барабаном 5, обкатываются вокруг прутка и осуществляют его правку. Скорость поступательного движения прутка 5…30 м/мин. В зависимости от степени искривления прутка и требуемой прямолинейности оси прутка, его пропускают через барабан 1…6 раз. Точность правки 0,1…0,2 мм на 1 метр длины прутка
Обдирка прутков. После правки пруток подвергается обдирке. Ее выполняют на высокопроизводительных бесцентрово-обдирочных станках (рисунок 5.37).
 Рисунок 5.37. Схема бесцентрово-обдирочного станка Рисунок 5.37. Схема бесцентрово-обдирочного станка |
Центральное зубчатое колесо 3 приводится во вращение через шестерню 7. На колесе 3 укреплены две резцовые головки: левая с резцом 2 для черновой обработки и правая с резцом 4 для получистовой обдирки. Сухари 5 предохраняют пруток 6 от прогиба. Подача осуществляется роликами 1. бесцентрово-обдирочные станки позволяют вести обработку прутков диаметром 15…80 мм и длиной до 7 м.
Резка проката. Резка прутков осуществляется на механических ножовках, на пильных станках, на станках для электроискровой разрезки, ультразвуковых станках, на токарно-отрезных станках, отрезных автоматах, на фрезерных станках. В единичном и мелкосерийном производствах используют механические ножовки и пильные станки, в крупносерийном и массовом производствах – электроискровую резку и рубку на прессах.
Прутковый материал можно также разрезать ножницами и на прессах.
Для резки листового материала обычно применяют ножницы различных конструкций: ручные, гильотинные, дисковые, роликовые, вибрационные.
Приводные ножовки разрезают прутковый материал ножовочным полотном, которое совершает возвратно-поступательное движение от механического привода. Во время рабочего хода полотно прижимается к разрезаемому материалу с некоторым усилием. Ширина реза при разрезке ножовками меньше, чем при использовании других методов.
 Рисунок 5.38 – Резка проката дисковой пилой Рисунок 5.38 – Резка проката дисковой пилой |
Дисковые пилы представляют собой диск с режущими зубьями. Они используются для резки прутков, труб и профильного проката. Разрезание осуществляют по одному прутку или пакетами (Рисунок 5.38).
В единичном производстве разрезку прутков на штучные заготовки осуществляют на токарно-отрезных станках.
Центрование. Центровые отверстия в деталях типа валов являются базой для выполнения ряда операций: обтачивание, шлифование, притирка, нарезание резьбы, обработка шлицев и др. При ремонте центровые отверстия служат базой при обработке изношенных поверхностей. На инструментах (развертки, метчики, пальцевые и шпоночные фрезы, зенкеры) центровые отверстия служат базой при заточке зубьев. Поэтому центровые отверстия необходимо выполнять очень тщательно: они должны быть очень тщательно засверлены, иметь достаточные размеры.
Центрование заготовок производится на горизонально- и вертикально-сверлильных станках, токарных и токарно-револьверных станках, а в серийном и массовом производствах – на специальных одно- и двусторонних центровочных станках, а также на фрезерно-центровальных станках.
В единичном и мелкосерийном производствах подрезка торцов и центрирование выполняют на токарных станках.
Центрование заготовок производят двумя инструментами: спиральным сверлом сверлится цилиндрическое отверстие малого диаметра, а затем зенковкой образуют коническую поверхность (рисунок 5.39,а). Центрование часто выполняется специальными комбинированными центровочными сверлами (рисунок 5.39,б,в).
На фрезерно-центровальных станках осуществляется подрезка торцов одновременно с двух сторон, а затем комбинированными сверлами сверлят отверстия также одновременно с двух сторон заготовки (рисунок 5.40).
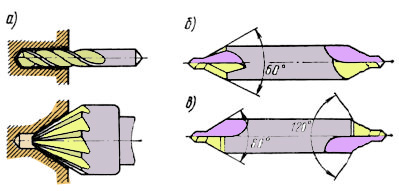 |  |
| Рисунок 5.39 – Центрование (а) и комбинированные центровочные сверла (б,в) | Рисунок 5.40 – Обработка торцов и центрование на фрезерно-центровальном станке |
Наивысшую производительность и точность обеспечивает обработка на двустороннем специальном станке агрегатного типа, осуществляющем одновременное подрезание и центрование с двух сторон заготовки.
Заготовки из листового проката получают резкой на гильтинных, дисковых или вибрационных ножницах. Заготовки из толстолистового проката получают вырезанием следующими способами:
- кислородно-ацетиленовыми горелками;
- плазменными горелками;
- на лазерных установках;
- анодно-механическим способом и др.
Вопросы для самоконтроля
- Назовите порядок выполнения заготовительных операций для заготовок из проката.
- Методы правки проката.
- Обдирка прутков. Назначение операции. Методы выполнения.
- Резка проката. Методы выполнения операции. Оборудование для резки.
- Центрование заготовок. Назначение операции. Методы выполнения.
Источник
Заготовки из проката




![]()
![]()
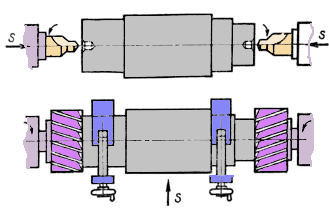
На рис.2.11. показаны основные способы прокатки.
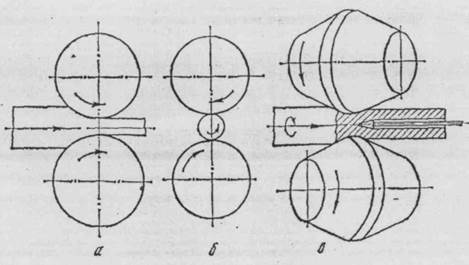
Рис.2.11. Основные способы прокатки: а – продольная; б – поперечная; в – винтовая.
При продольной прокатке металл под действием сил трения втягивается в зазор между валками, вращающимися в разных направлениях. Почти 90% всего проката (листовой и профильный) получают продольной прокаткой.
При поперечной и винтовой прокатке заготовка деформируется валками, вращающимися в одну сторону. При винтовой прокатке металл кроме вращательного движения получает еще и поступательное движение. Этот вид прокатки применяется для получения труб. На рис.2.12. представлен сортамент прокатной продукции продольной прокатки.
В нашей стране, почти все изделия, получаемые прокаткой, стандартизированы. В стандартах приведены размеры, площадь поперечного сечения, масса единицы длины профиля и допускаемые отклонения от номинальных размеров. В стандартах на профили (балки, швеллеры, уголки и т.д.), применяемые для изготовления различных конструкций, приведены так же момент сопротивления, момент инерции, радиус инерции и др.
Рис. 2.12. Сортамент прокатной продукции: 1– круг; 2 – квадрат; 3 – шестигранник; 4 – полоса; 5 – лист; 6 – сегментная сталь; 7 – овальная сталь; 8 – трехгранная сталь; 9 – равнобокий уголок; 10 – неравнобокий уголок; 11 – тавровая балка; 12 – швеллер; 13 – двутавровая балка; 14 – рельс.
Все прокатные изделия в зависимости от их формы делят на четыре основные группы: сортовую сталь, листовую сталь, трубы и специальные виды проката.
В зависимости от назначения сортовой прокат делят на профили общего (кругляк, квадрат, полосы, уголок, швеллер, двутавр и т.д.) и специального (рельсы и профили для автотракторостроения, строительства, вагоностроения и т.д.) назначения.
Основными технологическими операциями прокатного производства являются: подготовка исходного металла; нагрев; прокатка; отделка проката.
Подготовка исходных металлов (слитков и заготовок) к прокатке заключается в удалении различных поверхностных дефектов, что увеличивает выход готовой продукции.
Нагрев слитков и заготовок перед прокаткой должен обеспечить их высокую пластичность, высокое качество готового проката и получение требуемой структуры металла.
При прокатке контролируют начальную и конечную температуру, заданный режим обжатия, проверяют настройку валков, проверяют размеры и форму проката.
Отделка проката заключается в удалении окалины и резке на мерные заготовки.
Прокатку листов и полос производят в гладких валках. Уменьшение толщины прокатываемого металла в каждом проходе достигается сближением валков на заданное расстояние.
Прокатку сортового и фасонного металла (квадрата, круга, швеллера, рельса и т.д.) осуществляют в калиброванных или ручьевых валках, т.е. на рабочих поверхностях валков сделаны углубления (ручьи) требуемой формы прокатываемого изделия. Просвет между двумя углублениями в валках называется калибром.
Если прокат получают с предварительным нагревом заготовок, то это будет горячий прокат, а без нагрева – холодный прокат. Холодный прокат применяется преимущественно для изготовления листов и ленты толщиной менее 3мм.
После прокатки изделие подвергают правке (особенно листовой прокат на роликовых правильных машинах) и резке на мерные заготовки на различных разделительных машинах (ножницы, пресса и т.д.).
Различают листопрокатное, профильное и трубопрокатное производство.
Листовой прокат в автомобилестроении идет на изготовление кузовов и многих деталей подвески и рам.
Профильный металл используется как заготовки для штамповочного производства при изготовлении различных деталей сложной конфигурации двигателя, КПП, мостов и т.д., а также при ремонте для изготовления новых или ремонтных деталей посредством механической и термической обработки.
2.3. Заготовки, получаемые ковкой и штамповкой
Ковка и штамповка характеризуются неравномерностью деформации. Для оценки величины деформации при ковке и штамповке используют коэффициент уковки, который выражается.
где F1 и F2 – площадь сечения поковки соответственно до и после нее.

Задачей кузнечно-штамповочного производства является получение заготовок (иногда и деталей) необходимой формы и размеров с заданной чистотой поверхности и физико-механическими свойствами.
Ковку и штамповку относят к кузнечным способам обработки. Ковка – это процесс получения заготовок путем нанесения по поверхности металла ударных нагрузок специальным инструментом (кувалда, молоток, боек). При свободной ковке металл между плоскими бойками при механизированной ковке и между кувалдой и наковальней при ручной ковке течет свободно в стороны. Свободная ковка очень трудоемкая и сложная и обычно применяется для изготовления заготовок для штамповочного производства с целью придания необходимой формы, близкой к готовой детали (например, коленчатые стальные валы др. детали).
Методом свободной ковки получают все крупные поковки массой до 250 т и более. Мелкие и средние поковки обрабатывают малыми партиями. Исходным материалом при свободной ковке служат слитки, блюмы, болванки и прутковые катаные заготовки.
Инструмент, применяемый при свободной ковке, показан на рис. 2.13.
Свободную ковку целесообразно применять в единичном производстве поковок сложной конфигурации.
Достоинства свободной ковки:
- универсальность в отношении массы, формы и размеров заготовок;
- меньше затраты на технологическую оснастку;
- возможность использования кузнечных машин небольшой мощности.
Для массового производства поковок применяют штамповку, производительность которой, в десятки раз больше, чем при свободной ковке, а квалификация рабочих, может быть значительно ниже. За счет этого достигается значительно большая точность размеров и чистота поверхности, что уменьшает припуски на последующую механическую обработку. Штамповка может быть объемной и листовой, горячей или холодной.
Рис. 2.13. Инструменты для свободной ковки: а – бойки; б – обжимка; в – наметки, пережимки и раскатки; г – топоры; д – прошивки
Наиболее характерные операции свободной ковки показаны на рис. 2.14.
Рис. 2.14. Операции свободной ковки: а – осадка; б – раздача, в – высадка; г – протяжка; д – разгонка; е – прошивка.
При горячей объемной штамповке формообразование поковок осуществляется в штампах, рабочие полости (ручьи) которых допускают течение деформируемого металла только в определенном направлении и до определенных размеров, в результате чего достигается принудительное получение заданной формы и размеров поковки. Горячей объемной штамповкой получают поковки различной формы и размеров из стали, цветных металлов и сплавов. Техпроцесс горячей штамповки состоит из следующих операций:
- отрезка заготовок;
- нагрев заготовок;
- собственно штамповка (в несколько переходов или операций);
- обрезка облоя и зачистка заусенцев;
- термообработка;
- правка и калибровка;
- отделка поверхности.
Штамповка может быть осуществлена в открытых и закрытых штампах. В открытых штампах поковка получается с облоем – некоторый избыток материала в исходной заготовке, вытесненным при штамповке в облойную канавку. В закрытых штампах поковка получается безоблойной. На рис. 2.15. показаны конструкции открытых и закрытых штампов.
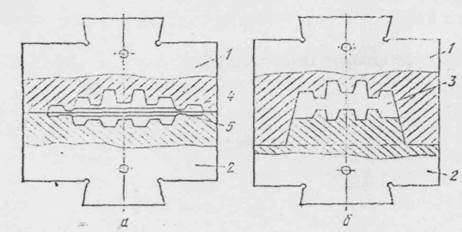
Рис. 2.15. Штамповка в открытых (а) и закрытых (б) штампах: 1 – верхняя половина штампа; 2 – нижняя половина штампа; 3 – конфигурация поковки; 4 – магазин; 5 – мостик.
В открытых штампах вдоль всего внешнего контура штамповочного ручья по линии раздела верхней и нижней половин штампа сделана специальная узкая облойная канавка, через которую излишек металла выдавливается в полость (магазин) и образуется облой, который после получения заготовки должен удаляться вырубкой, срезанием или скалыванием. По мере затекания металла в облойную канавку, давление нарастает, что заставляет металл заполнять всю полость ручья штампа, обеспечивая хорошее формирование поковки. Отходы металла в облой могут составлять до 10. 20 % от массы поковок. При штамповке в закрытых (безоблойных) штампах, металл деформируется в замкнутом пространстве. В этом случае уменьшается до 20% расход металла и исключаются затраты на обрезку облоя. Однако закрытые штампы трудновыполнимы для деталей сложной формы, очень дороги в изготовлении и быстро выходят из строя. Кроме того, требуется высокая точность по объему при изготовлении предварительной заготовки. Отклонения в большую сторону ведет к увеличению размеров получаемой заготовки и быстрому выходу из строя штампов, а в меньшую сторону – к появлению брака из-за неполного заполнения ручья штампа.
Холодная объемная штамповка выполняется как в открытых, так и закрытых штампах и является высокопроизводительным эффективным процессом изготовления небольших и точных заготовок и деталей из стали и цветных металлов и сплавов, с высокой чистотой поверхности, при этом металл упрочняется (наклепывается) и его механические и физические свойства изменяются.
Основными операциями объемной холодной штамповки являются объемная формовка, выдавливание (прессование), калибровка, высадка и чеканка (Рис. 2.16).
Объемная формовка – операция, при которой заготовку получают обжатием в открытом или закрытом штампе.
Холодное выдавливание – изготовление сплошных и полых тонкостенных изделий из толстой заготовки выдавливанием металла в зазор между пуансоном и матрицей. Оно выполняется прямым, обратным или комбинированным способами.
Рис. 2.16. Операции холодной объемной штамповки: а – объемная формовка; б,в,г – холодное выдавливание; 1 – пуансон; 2 – матрица; 3 – изделие.
Холодная калибровка применяется для получения точных размеров и снижения шероховатости заготовок, полученных горячей объемной штамповкой или литьем.
Холодная высадка применяется для образования местных утолщений заготовок требуемой формы (головки болтов, заклепок, винтов и др. деталей).
Чеканка – операция получения рифленой поверхности на деталях.
Листовая штамповка – это метод получения плоских и объемных тонкостенных изделий из листа, ленты или полосы с помощью штамповки с нагревом или без нагрева. Изготовление заготовок из листов толщиной 0,1. 5,0мм применяется обычно холодная штамповка, а при толщине листов более 5мм – горячая штамповка.
Достоинства листовой штамповки:
- возможность изготовления прочных, жестких, тонкостенных деталей простой и сложной формы;
- высокая производительность процесса;
- экономичный расход металла;
- простота процесса;
- возможность механизации и автоматизации процесса.
Листовой штамповкой получают детали кузовов, рам, емкостей, рычаги подвески и другие детали.
Все операции листовой штамповки можно разделить на разделительные (отделение одной части заготовки от другой) и формоизменяющие (получение изделий сложной формы перемещением элементарных объемов металла исходной заготовки без ее разрушения).
Разделительные операции:
- резка – последовательное отделение части материала от исходной заготовки по прямой или кривой линии;
- вырубка – единовременное отделение материала от исходной заготовки по замкнутому контуру, при этом отделяемая часть является изделием.
- пробивка – получение отверстий по замкнутому контуру внутри детали путем отделения части материала.
Формоизменяющие операции:
правка применяется для устранения неровностей и искривлений, плоских деталей после вырубки или пробивки;
- гибка бывает одноугловая (V – образная); многоугловая;
- вытяжка– операция, превращающая плоскую заготовку в полую деталь или заготовку;
- протяжка – вытяжка с утоньшением, применяется для изготовления полых тонкостенных деталей;
- отбортовка и разбортовка – операции для образования борта по наружному контуру заготовки или по контуру ранее выполненного отверстия;
- формовка– изменение формы заготовки посредством местных деформаций.
На рис. 2.17. приведены основные разделительные операции листовой штамповки, а на рис. 2.18. – формоизменяющие операции листовой штамповки.
2.4.Заготовки порошковой металлургии.
Этот вид заготовок применяют для производства деталей, которые не могут быть изготовлены другими методами. Например, из тугоплавких металлов (вольфрам, молибден, ванадий и т.д.), из металлов, не образующих между собой сплавы, из металлов и неметаллов (медь и графит, графит и асбест, медь и асбест и другие).
Заготовки получают из порошков различных металлов, либо металлов и неметаллов (графит, кремнезем, асбест и др.) методом порошковой металлургии. Смесь порошков прессуют в прессформах под давлением (1. 6)*10 3 кгс/см 2 и затем спекают
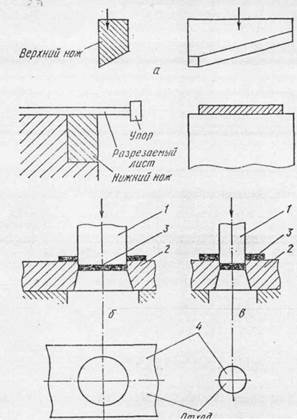
Рис. 2.17. Разделительные операции листовой штамповки: а – резка; б – вырубка; 1– пуансон; 2 – матрица;3 – изделие; 4 – отходы.
Рис. 2.18. Формоизменяющие операции листовой штамповки: 1 – пуансоны; 2 – матрицы; 3 – изделия или полуфабрикатыпри температуре ниже температуры плавления основного компонента.
Этим способом получают такие детали автомобилей как: медно-графитовые подшипники скольжения стартеров и др. узлов, накладки тормозных колодок, накладки дисков сцепления, магниты, контакты, медно-графитовые и графитовые щетки, и другие детали.
Этот способ обеспечивает возможность полной автоматизации процесса, минимальные отходы исходного сырья, высокую точность и качество изделий, не требующих последующей механической обработки.
Источник



