
- 6. Монтаж резервуаров полистовым методом
- Полистовой способ строительства
- Схема распределения гидростатического давления по высоте резервуара
- Чертеж вальцев с тремя валками
- Вальцы с тремя и четырмя валками
- Схема установки стрелового крана и монтажа корпуса
- Способы расположения поясов на резервуаре
- Монтаж ферм крыши резервуара
- Схема расположения листов кровли на крыше резервуара
6. Монтаж резервуаров полистовым методом
6.1. При изготовлении и монтаже резервуаров методом полистовой сборки следует соблюдать требования разделов 2, 3, п. 4.1, 4.2, 4.4, 4.5, 5, 7, 8, 9, 10 настоящих ВСН.
6.2. Организация, разрабатывающая или привязывающая ППР по монтажу резервуаров, должна в его составе уточнить подготовку кромок листов стенки в зависимости от принятых видов сварки, места строповки конструкций и другие вопросы, вытекающие из принятой технологии монтажа резервуаров. Одновременно должны быть разработаны поставляемые вместе с конструкциями резервуаров приспособления: устройства, конструкция которых должна предусматривать восприятие ветровых нагрузок для обеспечения устойчивости стенки во время монтажа; стенды для контрольной сборки и укрупнения листов стенки и кровли в блоки, монтажные стойки для резервуаров с покрытием; сборочные и строповочные приспособления; контрольные пластины для сварщиков и т.п.
6.3. В числе временных сооружений необходимо предусмотреть:
- помещения для сварочного оборудования;
- специальные сани для транспортирования автоматической установки типа «Циркоматик» и других сварочных аппаратов;
- хранилище для контейнеров с ампулами радиоактивных веществ (в случае отсутствия рентгеновского аппарата);
- кладовую для хранения сварочной проволоки, электродов и флюса с установкой в ней электрической печи для прокалки и сушки сварочных материалов;
- помещение для проявления и обработки снимков просвеченных швов;
- помещение для рабочих.
6.4. Технологический процесс сборки и сварки днищ резервуаров и центральных частей плавающих крыш (понтонов), монтируемых из рулонных заготовок, с целью получения минимальных сварочных деформаций, должен предусматривать следующую последовательность:
- монтируют окрайки днища, собирая стыки между ними на остающейся подкладке с зазором клиновидной формы, равным у периферии 4 — 6 мм, а у другого конца стыка 10 — 12 мм. Стыки закрепляют гребенками и сваривают на длине 200 — 250 мм в местах примыкания стенки (черт. 18);
Схема сварки стыков окраек
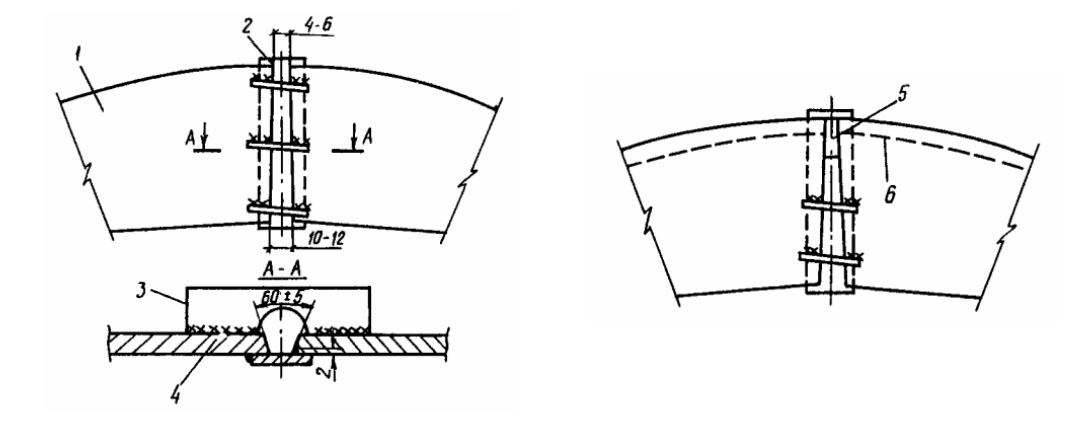
1 — окрайка; 2 — подкладка; 3 — гребенка; 4 — сварочный шов; 5 — частичная сварка; 6 — риска установки первого пояса
6.5. Днища, сооружаемые из отдельных листов и окраек, также как из рулонных заготовок, монтируют в два этапа. Сначала монтируют окрайки, затем центральную часть днища. Порядок сборки и сварки окраек такой же, как и при монтаже днищ резервуаров из рулонных заготовок (см. п. 6.4). Листы укладывают полосами от центра днища к периферии, соблюдая минимальный размер нахлестки 30 мм. Сборку листов между собой осуществляют с помощью сборочных приспособлений. Разделку кромок в узлах стыковки выполняют, как указано на черт. 19. К сварке днища приступают после закрепления листов днища на прихватках, за исключением соединений периферийных листов с примыкающими к ним листами. В целях получения минимальной деформации после разбивки днища на отдельные зоны (четверти) рекомендуется последовательно сваривать (черт. 20):
- листы в зонах;
- зоны между собой;
- соединения периферийных листов между собой на участках, несколько больших их нахлестки на окрайки;
- кольцевое соединение периферийных листов с окрайками;
- оставшиеся соединения периферийных листов между собой;
- периферийные листы со всей средней частью днища.
6.6. При сварке днищ резервуаров из отдельных листов без окраек после сварки листов в зонах переводят нахлесточные соединения между периферийными листами на их краях на длине 200 — 250 мм в стыковые и заваривают эти участки на подкладках. Затем собирают первый пояс стенки, сваривают вертикальные швы, приваривают пояс к периферийным листам днища, после чего заваривают соединения между периферийными листами и в последнюю очередь сваривают периферийные листы со всей средней частью днища.
Подготовка кромок листов в узлах стыковки:
а — трех листов;
б — четырех листов
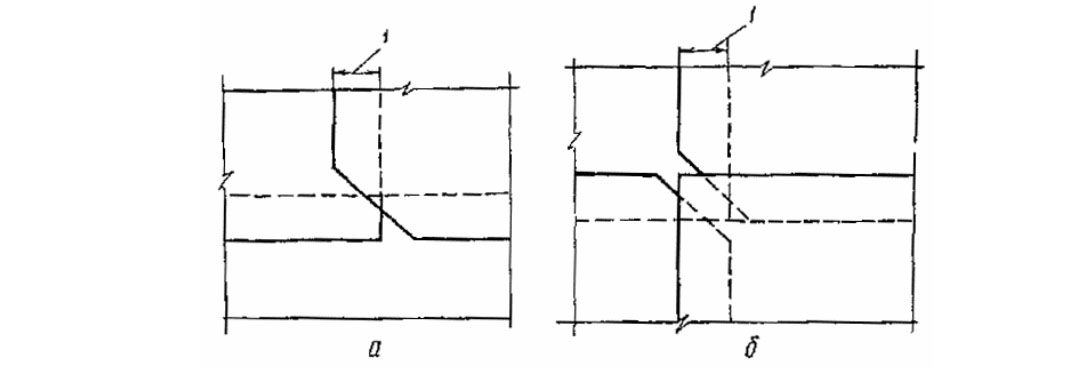
1 — величина нахлестки
Схема сборки и сварки днища из листов
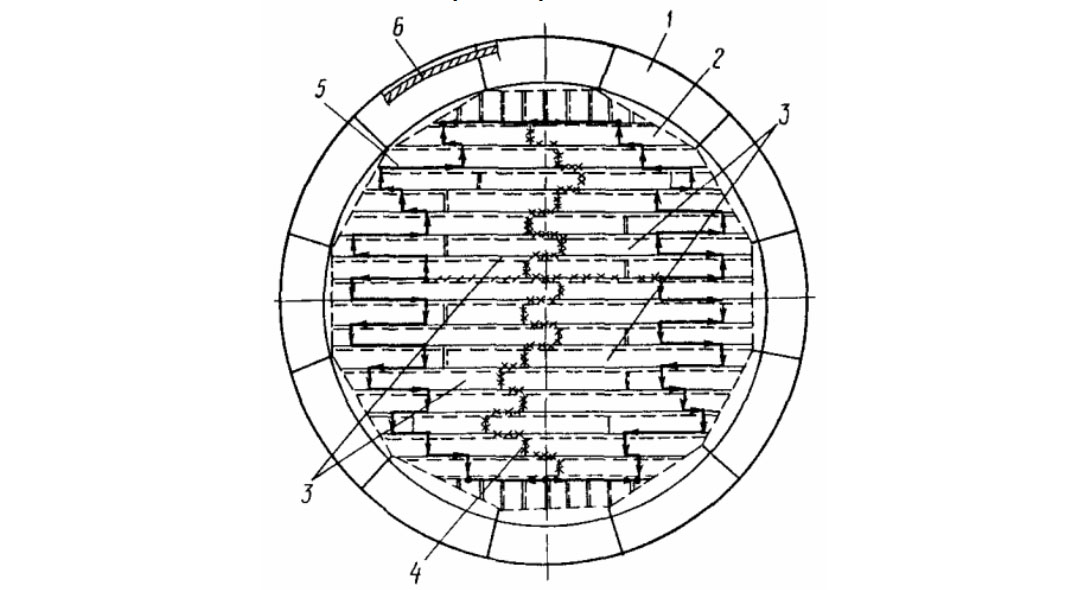
1 — окраина; 2 — периферийные листы; 3 — зона; 4 — шов между зонами; 5 — шов между периферийными листами и зонами; 6 — стенка
6.7. Стенки резервуаров изготавливают и поставляют на монтажную площадку в виде отдельных вальцованных листов. На каждом листе заводом-изготовителем должен быть указан номер плавки и приложена копия сертификата.
Транспортировать и хранить вальцованные листы следует в контейнерах исключающих возможность их развальцовки и деформации.
6.8. До начала сборки стенки резервуара необходимо проверить: горизонтальность окраек днища (пп. 4.2.1, 7.1 настоящих ВСН), правильность геометрической формы листов (радиус гибки), соответствие разделки кромок проекту и дополнительным техническим требованиям ППР.
6.9. В процессе полистовой сборки (сборки из укрупненных блоков) следует строго соблюдать очередность установки элементов, предусмотренную ППР. Особенно тщательно необходимо контролировать сборку и сварку первого пояса, так как его качество предопределяет правильность геометрической формы всей стенки резервуара.
6.10. Листы первого пояса (укрупненные блоки) устанавливают на окрайки по разметке. При этом необходимо следить за тем, чтобы расположение первого листа строго соответствовало требованиям ППР.
6.11. Размеры разбежки между вертикальными стыками листов первого пояса и стыками окраек днища должны быть не менее 200 мм. Размеры разбежки между вертикальными стыками отдельных поясов — не менее 500 мм.
Сборка вертикального стыка между листами стенки
1 — тавровое стяжное приспособление; 2 — клин; 3 — проушина
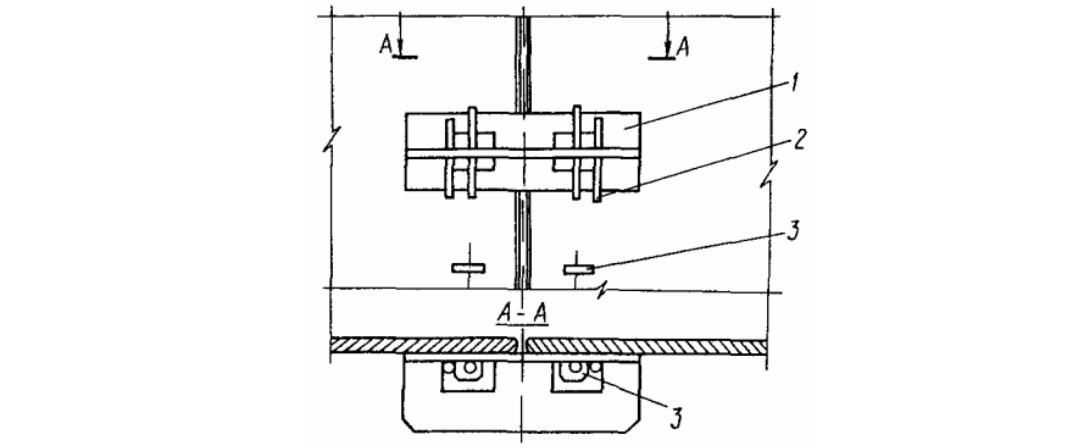
6.12. Листы пояса с окрайками и между собой соединяют при помощи сборочных приспособлений (черт. 21 и 22), обеспечивающих проектные зазоры между кромками. В процессе сборки необходимо контролировать геометрическую форму стенки резервуара по поясам, совпадение кромок и зазоры в вертикальном и горизонтальном стыках. Последний (замыкающий) лист (блок) пояса обрезают по месту с разделкой кромок и обеспечением проектного зазора.
Сборка листов первого пояса стенки с днищем
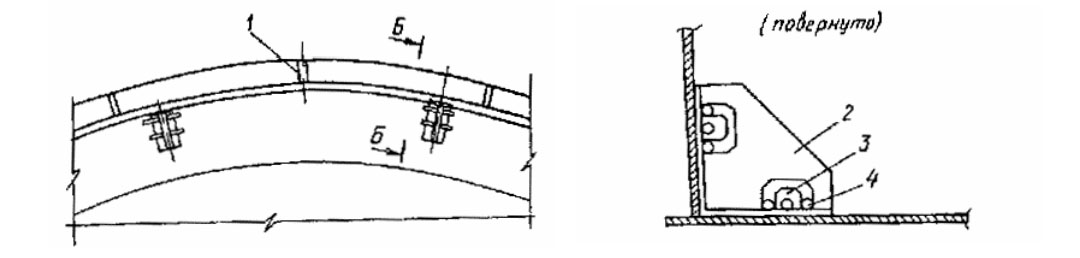
1 — ограничитель; 2 — угловое стяжное приспособление; 3 — проушина; 4 — клин
6.13. Стенку резервуара монтируют с обеспечением устойчивости от ветровых нагрузок, раскрепляя ее расчалками или используя при сборке и сварке металлические подмостки, конструкция которых предусматривает восприятие ветровых нагрузок.
6.14. Технологию сборки и сварки стенки разрабатывают с учетом обеспечения геометрической формы и допустимых отклонений, приведенных в пп. 7.6, 7.7 и табл. 20 СНиП 3.03.01-87 (см. обязательное приложение 5).
6.15. Монтажные стыковые соединения стенок резервуаров следует выполнять дуговой сваркой со свободным или принудительным формированием шва с применением высокопроизводительных сварочных автоматов.
В случаях отсутствия высокопроизводительных автоматов для сварки горизонтальных стыковых соединений стенки, а также с целью уменьшения количества монтажных элементов целесообразно производить укрупнение листов в монтажные блоки из двух-трех листов, свариваемых по длинной кромке автоматом под флюсом. Сборку и сварку в блоки необходимо производить в удобных положениях, в кондукторах.
Вертикальные стыки пояса, а также горизонтальный стык между поясами сваривают одновременно несколько сварщиков, расположенных равномерно по окружности и двигающихся по мере сварки в одну сторону. Для сварки вертикальных стыков стенки следует предусмотреть технологию, обеспечивающую минимальное западание и выпучивание зоны стыка.
6.16. Качество монтажных швов стенки и днища резервуаров, монтируемых полистовым методом, контролируется посредством систематической проверки соблюдения технологического процесса; внешнего осмотра; проверки размеров и испытания на непроницаемость и герметичность (керосином, вакуум-прибором и пр.) всех швов. Для резервуаров объемами 2000 м 3 и более, кроме того, обязателен контроль вертикальных швов проникающим излучением или другими физическими методами. Объем контроля в соответствии с п. 5.17.
6.17. Монтаж плавающей крыши (понтона), подъем ее для установки опорных стоек, монтаж оборудования и направляющих крыши (понтона) выполняют в той же последовательности, что на резервуарах со стенкой из рулонных заготовок.
Источник
Полистовой способ строительства
Полистовой способ строительства заключается в том, что непосредственно на строительной площадке изготавливаются и собираются все конструктивные элементы резервуара. Этот способ применяется только в случае необходимости монтажа резервуара в стесненных условиях, с ограниченной площадкой, например в центре резервуарного парка, когда невозможно использовать грузоподъемную и строительную технику.
Монтаж резервуара осуществлялся «снизу вверх», то есть с нижнего пояса до верхнего.
Сначала собирается на прихватках на готовом фундаменте днище. Сварка полотнища днища выполняется швами внахлест. Чтобы не деформировались листы днища от местного перегрева металла от электрической дуги, необходимо строго соблюдать установленный при проектировании режим проведения сварки. Обычно днише сваривается возвратно-поступательным способом, то есть сначала сваривается шов длиной 10—15 см, затем делается отступ примерно на 1,5 метра, и свариваются листы на ту же длину. Затем после остывания предыдущего стыка его вновь удлиняют на 10-15 см и дальше процесс сварки повторяется.
Следует учесть, что днище не испытывает нагрузки гидростатического столба жидкости (далее об этом будет сказано подробнее), она воспринимается фундаментом, поэтому толщина днища принимается с учетом скорости коррозии стали, которая будет зависеть в основном от агрессивности примесей, содержащихся в нефти или нефтепродуктах и наличия подтоварной воды. Обычно в резервуарах емкостью до 1000 м 3 принимают толщину днища 4 мм, а большей емкости — 5—6 мм, чтобы увеличить межремонтный срок, связанный с заменой днища.
Следует также учитывать, что в резервуаре наиболее нагруженным является первый пояс и соответственно его толщина максимальная, например, у резервуаров РВС-5000 она составляет 12—14 мм. Приварить лист корпуса такой толщины к днищу, имеющему в два раза меньшую толщину, равнопрочным с металлом сварным швом невозможно, так как для определенной толщины металла должна соответствовать величина тока электрической дуги. Поэтому по образующей линии днища шириной 450-500 мм изготавливаются окрайки с толщиной металла близкой к толщине первого пояса корпуса, к которым приваривается ковер днища сварными швами внахлест и первый пояс корпуса резервуара двухсторонним швом.
Разная толщина поясов корпуса резервуара обусловлена тем, что гидростатическое давление на корпус резервуара на разной высоте неодинаково. Максимальное давление испытывает нижний пояс — его уторный шов, и это давление равно весу столба жидкости, залитой в резервуар. Минимальное давление равное нулю будет на высоте зеркала жидкости. Эпюра давлений представляет собой треугольник.
Перед сборкой корпуса на днище должна быть выполнена разметка образующей линии нижнего пояса резервуара. Эта линия обозначается с помощью чертилки и кернера.
Сборка корпуса осуществляется с применением стрелового крана небольшой грузоподъемности, обычно около 1 т или с помощью копра с электролебедками, которые устанавливаются на днище внутри резервуара. Собирается корпус из заранее заготовленных свальцованных листов. Для придания листам корпуса определенной кривизны они пропускаются через механические вальцы.
Схема распределения гидростатического давления по высоте резервуара

На рисунках показаны 3-валковые вальцы, состоящие из двух нижних валков, которые вращаются в подшипниках, установленных на стойках-опорах и верхнего валка, который может перемещаться по вертикали вверх-вниз и создавать по отношению к нижним валкам требуемый зазор. Листы пропускаются через образуемый зазор и прокатываются обычно три-четыре раза для создания необходимой кривизны. Радиус кривизны зависит от величины зазора межу подвижным и неподвижными валками.
Чертеж вальцев с тремя валками

1- станина; 2 и 3 — неподвижные стойки — опоры нижних валков; 4 — нижние валки;
5 — верхний регулируемый валок; 6- редуктор с приводом от электродвигателя;
7 — опора верхнева валка; 8 — хвостовик
Схема прокатки листов показана на рисунке ниже.
Вальцы с тремя и четырмя валками

а — трехвалковые с симметричным расположением валков; б — трехвалковые с односторонним расположением валков;
в — четырехвалковые с двумя боковыми валками; г — четырехвалковые с одним боковым валком
Сборка корпуса начинается с установки с помощью крана первого листа нижнего пояса и прихватки его к днищу резервуара пунктирным швом. После установки первого листа аналогичным способом устанавливаются и собираются остальные листы первого пояса с прихваткой листов по вертикале встык. На рисунке показана схема сборки резервуара с помощью стрелового крана, оснащенного электрическими лебедками.
Схема установки стрелового крана и монтажа корпуса

1 — трос лебедки подъема листов; 2 — трос лебедки подъема стрелы
Второй пояс монтируется и соединяется с первым сварным швом внахлест. Расположение второго пояса должно быть смещено по горизонтали по отношению к первому на половину длины листа, расположение листов третьего пояса должно быть таким же, как у первого. Это сочетание должно соблюдаться по всей высоте корпуса резервуара. Расположение второго пояса по вертикали, а также последующих поясов, может быть ступенчатым, телескопическим и встык. У резервуаров небольшой емкости до 1000 м 3 пояса соединяются встык. У резервуаров большой емкости первые шесть поясов, как правило, располагаются ступенчатым или телескопическим способом, остальные встык. На рисунке приводится схема возможного расположения поясов.
Способы расположения поясов на резервуаре

а — ступенчатый; б — телескопический; в — в стык
В первых конструкциях резервуаров фермы были деревянными, а кровля из листовой кровельной стали. Впоследствии стали применяться металлические фермы с настилом из листовой стали толщиной 4,0 мм, собираемым на заклепках.
В настоящее время кровля резервуара настилается из тонколистовой стали толщиной 2,5 мм и сваривается электросваркой. Для монтажа кровли после сборки корпуса в центре резервуара устанавливается центральная стойка из стальной трубы диаметром Ду-250-300 мм. Затем монтируются радиальные фермы крыши, путем приварки одного конца фермы к верхнему поясу, второго — к центральной стойке. Высота фермы в месте контакта с корпусом примерно 1600-1800 мм, а в месте контакта с центральной стойке больше на 200—300 мм в зависимости от емкости резервуара, то есть должен быть обеспечен уклон кровли от центра к корпусу в пределах, установленных проектом, но не менее 1:100. После установки ферм они соединяются поперечными горизонтальными связями из уголковой стали. В результате внешний вид каркаса крыши напоминает паутину. Схема монтажа ферм крыши резервуара показана на рисунке.
Монтаж ферм крыши резервуара

Затем по каркасу настилается кровля из листовой стали толщиной 2,5 мм. Листы кровли могут расстилаться параллельными полосами со смещением листов в шахматном порядке в каждом ряде или радиальными секторами. Первый способ предпочтительнее, так как меньше отходов стали при раскрое кровли. Радиальное расположение листов обычно применяется, если целиком крыша изготавливается в заводских условиях в виде щитов. Листы кровли свариваются между собой швами внахлест. Для предупреждения «хлопков» кровли листы привариваются к фермам проплавленным швом (электрозаклепками). После сборки крыши центральная стойка обрезается на уровне нижней части ферм.
Схема расположения листов кровли на крыше резервуара

1,2 — параллельными полосами; 3 — секторами и сегментами
После сборки конструкции резервуара на прихватках врезаются лазовые, световые и замерные люки, приемораздаточные патрубки и другие монтажные патрубки и узлы для оборудования. Монтаж резервуара заканчивается сваркой швов и испытанием резервуара на плотность и прочность.
Источник



