
- Соединение трубопроводов из полипропиленовых труб
- Способы соединения полипропиленовых труб
- Диффузионная сварка
- Стыковое соединение
- Сварка с помощью электрофитингов
- Холодная сварка
- Разъемные соединения
- Обжимные
- Резьбовые
- Стыковка полипропилена и полиэтиленовых материалов
- Соединение враструб
- Виды соединения полипропиленовых труб
- Стыковка полипропиленовых труб
- Диффузная сварка
- Стыковое соединение
- Сварка с помощью электрофитингов
- Холодная сварка
- Разъемные соединения
- Заключение
Соединение трубопроводов из полипропиленовых труб
Трубопроводы из полипропилена, при качественной их сборке, способны прослужить без ремонта до полувека. Популярность коммуникаций из пластика при строительстве индивидуальных домов объясняется, в том числе тем, что монтаж полипропиленовых трубопроводов доступен для самостоятельного выполнения.

Выбор способа соединения пластиковых труб зависит от наличия специального инструмента, природы соединяемых материалов, назначения коммуникаций.
Способы соединения полипропиленовых труб
Все способы монтажа полипропиленовых труб можно разделить на две большие категории. В одну входит сварка материалов путем нагрева органического полимера до температуры расплавления. Ко второй можно отнести все «холодные» способы соединения, за исключением холодной сварки.
- Сварные стыки называются неразъемными. Здесь задействованы процессы диффузии. Однородные полимеры смешиваются на молекулярном уровне, образуя монолит. Такая стыковка является наиболее прочной, но требует специального инструмента или клея (при холодной сварке). Вторым минусом является невозможность временного демонтажа коммуникаций без разрушения части конструкции.
- Разъемные (резьбовые) соединения выполняют с использованием специальных фитингов. Их используют при стыковке тонкостенных труб малого диаметра, при выполнении конструкций из разных материалов, стыкуя полипропилен с полиэтиленом, с металлическими элементами.
Диффузионная сварка
Различают сварку встык (труба к трубе) и с использованием дополнительных фитингов (муфтовую). Это технологии, основанные на расплавлении полипропилена, которые отличаются нюансами проведения работ.
Диффузионная муфтовая сварка проводится на полипропиленовых трубах диаметром от 16 до 40 мм.
Здесь фитинг служит для поставки дополнительного количества полипропилена, чтобы соединение было надежным.
Для более толстостенных материалов сварку проводят встык, соединяя части трубы непосредственно, без использования дополнительных деталей. Производители полипропиленовых материалов предлагают фитинги полностью из полимерных материалов, комбинированные, с переходом на резьбу для металлических элементов.
Конфигурация фитингов выбирается исходя из особенностей трубопровода. Производители предлагают следующие виды соединяющих элементов:
- уголки, тройники, муфты;
- фитинги для соединения элементов одного диаметра, с переходом на другой диаметр;
- полностью полимерные или комбинации полимер-металл;
- с внутренней, внешней резьбой.

Диффузионная сварка полипропиленовых труб проводится с использованием специального инструмента. Для монтажа потребуется:
- сварочный аппарат или «паяльник» для полипропилена;
- труборез;
- специальный инструмент для зачистки армирования металлом;
- инструменты для снятия фаски со среза
- измерительные линейные инструменты, угольник, маркер, уровень.
Алгоритм соединения полипропиленовых труб муфтовой сваркой следующий:
- паяльник устанавливают на плоской поверхности, разогревают до 260 градусов, в процессе работы не выключают;
- на полотно аппарата устанавливают насадки нужного диаметра, предназначенные для трубы и фитинга;
- армированные алюминием трубы предварительно очищают от металла;
- все срезы обезжиривают, очищают от загрязнений, заусенец, снимают фаску;
- подготовленные части трубопровода физическим усилием насаживают на разогретые приспособления и выдерживают необходимое время;
- снимают одновременно, двумя руками и немедленно соединяют между собой, фиксируют до остывания.
Расплавленный полипропилен смешивается между собой на уровне молекул (процесс взаимного проникновения или диффузия), образуя цельную конструкцию.
Стыковое соединение
Сварка встык основана также на процессе тепловой диффузии полипропилена, но проводится с использованием другого инструмента.
Для соединения полипропиленовых труб методом «встык» понадобится сварочный дисковый агрегат (с центровочным приспособлением), который устанавливают стационарно. Технология используется для монтажа трубопроводов диаметром более 6 см, при достаточной толщине стенки (более 4 мм).
- Прогревают соединяемые элементы в закрепленном виде, одновременно прислоняя их к дисковому паяльнику.
- Состыковывают нагретые элементы и удерживают до остывания.
У толстых стенок достаточно «материала» для образования крепкой сцепки. Сварка встык позволяет получить качественные трубопроводы из полипропилена, которые можно на десятилетия спрятать под землю.
Обратите внимание! Требования к срезам для стыковой сварки повышенные, поскольку от полного контакта стенок зависит качество монтажных работ. Срезы проводят строго перпендикулярно оси трубы и параллельно друг другу, очищают от загрязнений, шероховатостей.
Что следует помнить при монтаже горячим способом:
- соединяемые части нельзя проворачивать на паяльнике или при соединении между собой;
- после каждой пайки тефлоновые насадки необходимо очищать от следов полипропилена;
- если оставить грязные насадки до остывания сварочного аппарата, то очистить их, не повредив покрытие, будет невозможно;
- всегда важно центровать соединяемые части по одной оси и выдерживать необходимый угол.

Обратите внимание! Диффузионную сварку следует проводить при температуре воздуха не ниже 10 градусов. Если работы проводятся на улице, то место работы нужно защитить от непогоды. Дождь и ветер критично снижают качество соединения.
Сварка с помощью электрофитингов
Возможна диффузионная муфтовая сварка без использования паяльника. Такое соединение полипропиленовых труб выполняется с использованием специальных электрофитингов, которые берут на себя роль нагревательного аппарата.
Электрофитинг представляет собой полипропиленовый фитинг, в который встроены нагревательные элементы. Контакты их выведены наружу. При монтаже трубопровода достаточно «надеть» такой фитинг на трубу, подсоединить электроды к специальному аппарату.
Обратите внимание! Процессы, происходящие с полипропиленовыми материалами при температурной диффузионной, сварке не отличаются друг от друга, какой бы способ нагрева вы не выбрали.
Холодная сварка
Здесь соединение полипропиленовых материалов основано на химическом «расплавлении». Специальное вещество «полипропиленовый клей» наносят на соединяемые части, выдерживают определенное время. Соединяют фитинг и трубу простым физическим усилием и дают материалу стабилизироваться.
Полученная спайка является менее прочной, чем сделанная при нагреве. По этой причине холодная сварка полипропиленовых коммуникаций используется только для транспортировки охлажденных жидкостей. Однако такой способ соединения полипропиленовых труб освобождает от необходимости задействовать дорогостоящее оборудование.
Разъемные соединения
Резьбовые и обжимные соединения полипропиленовых трубопроводов применяют там, где необходима либо периодическая его разборка, либо требуется соединить материалы разной природы.
Обжимные
Выполняют с использованием специальных обжимных (цанговых) фитингов и ключей при соединении полипропилена с металлом. Суть метода в том, что полипропиленовая часть монтируется способом обжатия трубы фитингом, противоположная сторона которого представляет собой металлическую резьбу.
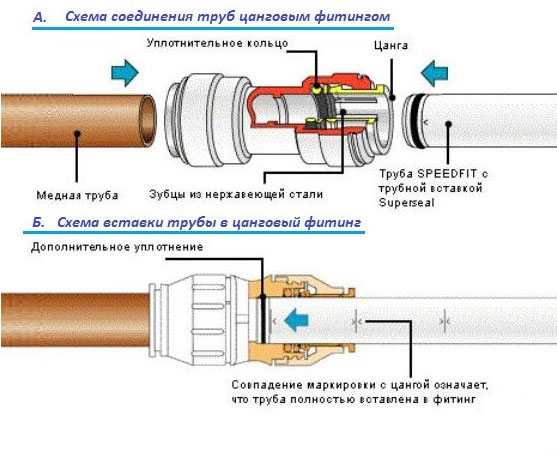
Конец полипропиленовой трубы вставляют в фитинг, затягивают соединение специальным обжимным кольцом (или гайкой) и обязательно смазывают для герметичности силиконом. Способ соединения полипропиленовых труб особенно востребован при монтаже отопительных систем, в соединении радиатора и трубопровода.
Резьбовые
Резьбовые соединения применяют при соединении металла и пластика. Здесь используют специальные комбинированные фитинги, один конец которых полипропиленовый и соединяется муфтовой диффузионной сваркой с аналогичной трубой. Другой конец фитинга с металлической резьбой, к которому прикручивается металлическая часть трубопровода.
Для монтажа соединения пластик-металл потребуются:
- разводные ключи;
- специальные фитинги;
- материал для герметизации стыков;
- муфта-американка и специальный ключ с зацепами.
Соединение двух труб любого типа удобно проводить с использованием специальной муфты с накидной гайкой, которая носит название «американка». Муфта-американка позволяет соединить полипропиленовый трубопровод в местах, где невозможно использование сварочного аппарата.
Резьбовое соединение позволяет легко разобрать конструкцию без повреждения ее узлов. Для герметизации резьбы применяют специальные синтетические нити или льняную паклю, пропитанную краской.
Стыковка полипропилена и полиэтиленовых материалов
Соединение полиэтиленовых и полипропиленовых частей трубопровода может быть востребовано при монтаже холодного водоснабжения. Здесь также используют специально изготовленные фитинги для резьбовых и фланцевых соединений, пайки.
- Первый способ соединения, когда фитинг предполагает сварку с полипропиленовой частью и обжимное соединение с полиэтиленовой трубой.
- Второй способ – соединение фланцевое. Герметизацию фланцевого стыка осуществляют установкой резиновой прокладки.
Необходимость в таком комбинировании возникает, если подводка к дому из полиэтиленовых материалов, а разводка внутренняя из полипропиленовых.
Соединение враструб
Соединение полипропиленовых труб без использования фитингов, резьбы или сварки возможно при монтаже труб диаметром от 50 мм, которые имеют специальное расширение на одном конце. Производитель снабжает уплотнительным резиновым кольцом такое изделие изначально. Сборщику остается только вставить трубы друг в друга.
Стыковка полипропиленовых труб враструб используется повсеместно при монтаже отвода водных стоков, канализации в индивидуальном строительстве.
Источник
Виды соединения полипропиленовых труб
Соединения полипропиленовых труб должны прослужить дольше 50 лет, обеспечивая при этом герметичность, прочность, надежность. Это обязательное условия для водопровода, канализации, прочих систем обеспечения и отвода. Всем известно, что монтаж можно выполнить собственноручно. Но большинство из этих людей сталкиваются с проблемой потому, что не знают всех тонкостей процесса.
Стыковка полипропиленовых труб
Способы монтирования герметичных полипропиленовых соединений разнятся в зависимости от комплекта специализированного оснащения, температуры воздуха окружающей среды, материалов, целевого назначения трубопровода. Существует две технологии состыковки:
- Неразъемный стык. Технология основана на диффузных процессах. Предполагается сплавление однородных материалов, которые соединяясь воедино, обеспечивают целостность конструкции на молекулярном уровне. В результате образуется монолит, который не позволяет в последствие произвести демонтаж системы неразрушающими методами.
- Разъемный стык. Технология сочленения предполагает использование фитингов. Этот метод позволяет демонтировать конструкцию при необходимости, и сохранять элементы целыми для последующей сборки. Особенность – необходимость обеспечить герметичность шва металла с полимером.
Каждый технологический процесс имеет ряд особенностей, достоинств и недостатков. Поэтому применяются они по необходимости в различных типах систем и конструкций.
Диффузная сварка

Данный способ позволяет соединить трубки диаметром 16-40 мм. Применяются специальные муфты, конструкция которых предполагает запас полипропилена, необходимый для пайки. Производители изготавливают муфтовые элементы с резьбой, а также металлическими вкладышами для перехода с пластика на металл.
Ассортимент этих узлов включает переходники:
- уголки, тройники, муфты;
- переходники с выходами для подключения с переходом на иной диаметр;
- монолитные и сборные конструкции (с полимера на металл);
- резьбовые (с внешней и наружной нарезкой).
Для монтажа соединения труб из полипропилена и переходников на железную трубку потребуется специальный сварочный аппарат. Цельность спаянного участка обуславливает диффузное проникновение молекул одного из элементов в структуру другого, и наоборот.
Стыковое соединение
В основе процесса скрепления лежит процесс теплового диффузного движения молекул. При этом сочленение производится по принципу стык в стык, для чего применяется иной тип профессионального оборудования. Особенность – требования к размерам. Диаметр должен быть более 60 мм, а толщина стенки – от 4 мм. Технологически работы состоят из трех этапов:
- Стыки соединяют, удерживая их неподвижными относительно друг друга.
- Место сочленения нагревают специальным дисковым паяльником до расплавления соединяющихся поверхностей.
- Выдерживают конструкцию в таком виде, пока стыковочная масса не станет однородной (остынет до температуры окружающей среды).
В результате образуется целостная система, не поддающаяся коррозии, гниения, воздействия паразитов и агрессивной среды. При наличии дискового паяльника работу можно выполнить своими руками. Кроме режущего и измерительного инструмента никакого дополнительного оснащения не требуется.
Особенностями технологии являются:
- срезы, перпендикулярные оси трубопровода, или параллельные друг другу;
- отсутствие любых смещений сочлененных узлов в течение процедуры плавления и схватывания;
- торцевые поверхности обязательно зачищаются и обезжириваются, обдуваются от пыли и стружки.
Если требуется сформировать угол, срезы должны быть такими, чтобы не образовывалось видимых щелей и зазоров.
Сварка с помощью электрофитингов
В данном случае спайка происходи по тому же принципу молекулярной диффузии. Но теперь элементы соединяются при помощи электрической муфты. Для выполнения работ используются специальные элементы с выводами для подключения к бытовой электрической цепи с напряжением 220 Вольт.
Это дает возможность работать на дому без использования специализированного оборудования. Соединение полипропиленовых труб фитингами предполагает, что последние сами являются нагревательными элементами. Электрофитинг изготовлен из полипропилена, который также приваривается к частям трубопровода, что обеспечивает герметичность.
Особенность этого метода скрепления, как и прочих, заключается в том, что материалы трубопровода и электрофитинга должны быть одного типа. Только при таком условии возможна диффузионная спайка на молекулярном уровне. Альтернативой этой технологии является холодная сварка.
Холодная сварка
Этот способ несет в себе ограничение. Система может эксплуатироваться для транспортировки холодных жидкостей. Все дело в том, что вместо нагрева сварного шва, выполняется склейка. На поверхности муфты и срезов наносится специальный клейкий состав, который, вступая в реакцию, расплавляет материалы.
Плюс – отсутствие специальных механических и электрических элементов и приспособлений. Минус – невозможность использования для системы подачи горячей воды, а также менее выдающиеся характеристики по прочности спайки стыкового соединения. Но это самый недорогой способ, доступный для тех, кто выполняет монтаж собственными руками.
Разъемные соединения
Крепления при помощи резьбы и обжимных устройств необходимы для того, чтобы сочленять различные материалы. Если это полипропилен разной структуры и маркировки сварная состыковка невозможна.
Соединения полипропиленовых труб без пайки бывают двух видов:
- С резьбой — предполагается переход с железа на пластик. Используемый фитинг состоит из двух частей. Одна из них – пластмассовая муфта, которая приваривается к пластиковому концу. Вторая – из металла с резьбой, которая прикручивается в железному торцу трубопровода.
- Обжимные — холодный метод, который не предполагает применения сварных технологий. Суть в том, что обжимной фитинг имеет зажимную часть с одной стороны. Здесь цанга обхватывает пластиковый участок трассы. С другой стороны имеется резьба для герметизации при переходе на железную трубу.
Под специальную прижимную гайку заводят пластик, который прижимается при затягивании по часовой стрелке. Герметичность достигается при помощи силикона, которым обмазываются контактирующие поверхности.
Этот способ имеет преимущество, связанное с целостностью и герметичностью при температурных перепадах. Эта особенность позволяет применять его для подключения радиаторов отопления к трубопроводу, идущему от отопительного котла. Но если нужно сочленить полипропилен с полиэтиленом, технология меняется.
Это необходимо при монтаже трубопровода холодного водоснабжения и линий отвода. Методологии предполагают применение резьбового, сварного и фланцевого метода. Последний применим в системах без давления, например, канализация. Уплотнителем служит резиновая прокладка. А на резьбу наматывается специальная лента или пакля.
Заключение
Подытожив все вышесказанное можно сделать вывод, что любая комбинация может быть соединена между собой. Главное, применить верный способ монтажа и герметизации. Не все работы доступны в домашних условиях без применения специального оборудования и приспособлений. Приходится тратить деньги на их приобретение, что не всегда целесообразно. Выход – нанять бригаду квалифицированных работников.
Так, сварные швы выполняются с использованием нагревательных сварочных аппаратов. Это дорого. Можно применить клеевой способ. Клейкие составы стоят дешево, и купить их может любой. Но они не могут быть применены при переходе на металл. Для железных труб применяются исключительно резьбовые способы крепления.
Но резьба не позволяет добиться герметичности сочленений между полипропиленовыми участками трассы, и соединить их с полиэтиленом. В последнем случае используются фланцы. Но по трубопроводу нельзя будет пускать жидкость под давлением. Это способ монтажа дренажных, сливных и канализационных систем.
В любом случае работа не самая сложная, и проблему всегда можно решить, даже если речь идет об отоплении или подаче теплой воды от бойлера, централизованной муниципальной системы.
Источник



