
- Технология шелкографии — трафаретной печати (схематично-поверхностно)
- Шелкография технология. Трафаретная печатная форма
- Шелкография технология. Текстильная трафаретная печать
- Шелкография технология. Графическая трафаретная печать
- Вместо заключения
- Трафаретная печать
- Достоинства и недостатки
- Создание массового тиража
- Производственная механика
- Технология шелкографии
- Компью А рт
- Оборудование трафаретной печати
- Планшетные полуавтоматы, ¾-автоматы и автоматы
- Цилиндровые трафаретные плоскопечатные машины
- Плоскопечатные трафаретные машины реверсивного типа
- Стоп-цилиндровые трафаретные плоскопечатные машины
- Листовые ротационные трафаретные печатные машины
- Ролевые ротационные трафаретные печатные машины
- Принципы выбора трафаретного оборудования
- Классики
- Китай проснулся
- Особенности работы на трафаретном оборудовании
- Краски для трафаретной печати
- Продукция трафаретной печати
Технология шелкографии — трафаретной печати (схематично-поверхностно)
Шелкография технология. Приведённая ниже информация не должна рассматриваться как прямое руководство к действию. Информация является обзорной, главная задача — донести некий минимум до тех, кто не представляет себе, что такое шелкография / трафаретная печать и помочь с выбором оборудования.
Так как в технологической цепочке существует много ключевых моментов, то настоятельно рекомендуем внимательно изучить литературу по данной тематике и проконсультироваться с поставщиками оборудования и материалов.
Шелкография технология. Трафаретная печатная форма
Технология шелкографии подразумевает, прежде всего, изготовление трафаретной печатной формы. Для изготовления, как правило используют алюминиевые жёсткие рамы.

Гораздо реже используют рамы-роллеры и деревянные рамы. Первые в силу относительной дороговизны, а вторые, деревянные рамы — самый экономичный вариант, но не самый лучший.
С помощью натяжных устройств растягивается специальная сетка из полиэстра или нержавеющей стали, затем сетку в растянутом состоянии приклеивают к раме.
На видео: показан процесс натяжения сетки на высококлассном натяжном устройстве SAATI TOP12.
Существуют также более простые и более дешёвые механические натяжные устройства. Некоторые печатники используют в качестве натяжных устройств рамы-роллеры, хотя они для этого и не предназначены. Если же их использовать по прямому назначению, то отсутствует необходимость в отдельном натяжном устройстве и клее.
На видео: процесс натяжения сетки на раме-роллер
После того, как сетка натянута и приклеена к раме, используя вещества, которые попадают под общее название «химия», сетку шерохуют и обезжиривают.
Наносим фоточувствительный слой — это фотоэмульсии или капиллярные плёнки.
В ракель-кювету наливают фотоэмульсию и наносят её с двух сторон сетки.
На видео: нанесение эмульсии с помощью ракель-кюветы.
Далее сушим на стеллажах или в специализированных сушилках.

На фото: сушильный шкаф для трафаретных печатных форм
При большой загрузке трафаретного участка используют сушильные шкафы, в которых помещается несколько стеллажей.
Следующий этап технологии трафаретной печати (шелкографии)- экспонирование. Экспонирование с цветоделённых плёнок происходит в экспозиционных устройствах с вакуумным прижимом, как правило, контактным способом.

На фото: экспозиционное устройство с точечным источником света
После экспонирования — проявка. Незасвеченные участки фотослоя растворяются в воде, засвеченные остаются на сетке. Проявка происходит на стендах, имеющих подсветку и не допускающих разбрызгивания.
На видео: показан процесс подготовки сетки перед нанесением фотоэмульсии, нанесение фотоэмульсии, сушка, экспонирование и проявка.
Трафаретная печатная форма готова. Количество печатных форм = количеству плёнок = количеству красок, которыми будет печататься дизайн. Необходимо отметить, что в большинстве случаев, трафарет можно удалить с сетки и нанести фотослой заново — т.е. изготовить новый трафарет (процесс называется «регенерация»).
На фото: так выглядит трафарет при увеличении
Из-за особенностей используемого оборудования печать разделяют на текстильную и графическую.
Шелкография технология. Текстильная трафаретная печать
Печать происходит на карусельных станках. В печатающих головках крепятся печатные формы, а на столы надеваются футболки. Краска продавливается через трафарет с помощью ракеля. На ручных станках печатаем первый цвет на всех надетых на столы футболках, затем второй цвет и т.д. На автоматических станках печать происходит одновременно на всех печатающих головках.
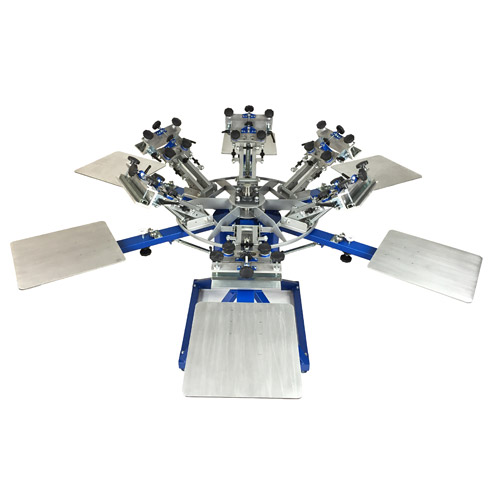
На фото: ручной карусельный станок для печати на футбоках
Когда же требуется действительно хорошая производительность, используются автоматические текстильные карусельные станки.

На фото: автоматический карусельный станок для печати на футболках
По направлению вращения столов устанавливается промежуточная сушилка — «подсушка». На ручном станке она размещается таким образом, чтобы подсушивать краску на одном столе, в то время, пока печатник печатает на другом. Используется она, когда не печатают «влажным-по-влажному», то есть, практически всегда. На автоматическом станке устанавливается, как правило, вместо печатающей головки.
 На фото: промежуточные сушилки — «подсушки» используются при многоцветной печати
На фото: промежуточные сушилки — «подсушки» используются при многоцветной печати
После того, как напечатан последний цвет, футболку снимают со стола и пропускают через туннельную конвейерную сушилку для окончательной сушки. Если производительность не нужна, то для окончательной сушки можно использовать промежуточную сушилку (плюс: заметная экономия средств, минус: существенная потеря производительности — в несколько раз).

Шелкография технология. Графическая трафаретная печать
Классический вариант — станок с одной печатной формой и столом, обеспечивающим вакуумный прижим изделия / дистовых материалов. Многоцветная печать осуществляется последовательно: печатаем первый цвет на некотором тираже, сушим, меняем печатную форму, печатаем следующий цвет и т.д.

Полуавтоматический станок трафаретной печати
В зависимости от используемых красок используются различные варианты сушилок. УФ сушилки используются для сушки красок, лаков и других материалов с УФ отверждением

Конвейерная УФ сушилка

ИК конвейерная сушилка с циркуляцией воздуха в туннеле — высокопроизводительная альтернатива стапельной сушилки (на фото: сушилка Turbo JetStar)
Стапельная сушилка — экономичный вариант для работы с сольвентными красками

На фото: стапельные сушилки
Вместо заключения
Каждый тип перечисленного выше оборудования имеет различные варианты как в конструкционных особенностях и характеристиках, так и в цене. Поэтому, прежде всего, нужно определиться с задачами. Как минимум, это:
• Вид печати (текстильная или графическая)
• Максимальный размер печати
• Максимальное кол-во цветов/красок
• Максимальная производительность (например, оттисков/час, футболок/смену и т.д.)
• Планируется ли полноцветная печать
Дополнительную информацию см. в разделе Статьи и информация, в разделе часто задаваемые вопросы FAQ, а также в других разделах нашего сайта.
Источник
Трафаретная печать
Первая цифра в размере обозначает ширину этикетки и соответствует ширине конечного ролика с этикеткой.
Вторая – обозначает размер этикетки вдоль ленты ролика.
Трафаретной печатью называется технология перенесения рисунка или изображения или текста на материал с помощью шаблона-трафарета. В печатной форме проделывают отверстия, соответствующие контурам будущего штампа; через эти отверстия краска попадает на желаемую поверхность, оставляется оттиск.
Такой способ печати считается очень древним: по одной из версий, впервые его начали применять древние финикийцы, которые добывали пурпур из железистого секрета моллюсков и вручную переносили его через шаблон на ткани; другие исследователи считают первооткрывателями трафаретной печати китайцев и японцев.
Действительно, до наших дней дошло древнее японское искусство катагами (вырезание трафаретов из бумаги), зародившееся ещё в VIII веке.

Сегодня трафаретная печать используется в промышленной полиграфии, сувенирном деле, уличной живописи, автомобильном тюнинге и многих других сферах.
Достоинства и недостатки
Шаблонное нанесение печатного материала имеет несколько преимуществ перед другими полиграфическими методами:
- Материальная доступность и низкая стоимость.
- Возможность создания работы не только с помощью современной техники, но и вручную.
- Толщина готового изображения получается минимум в 10 раз больше, чем у печатного материала, созданного офсетным или глубоким способом. В итоге оттиск выглядит более объёмно и красочно.
- Можно добиться различных спецэффектов: фактурной имитации, лакирования, дополнительного объёма, блестящих элементов (используемые блёстки называются глиттерами).
- Широкий ассортимент материалов для нанесения графики: бумага, плёнка, картон, ткань, металл, керамика, дерево и другие.
- Возможность работать как с плоскими, так и с объёмными поверхностями.
- Техника применяется практически для любых форматов, от миниатюрных до крупных.
Создание массового тиража
Единственным недостатком трафаретной методики является скурпулёзность процесса и вероятность появления дефектов на готовом изделии. Дело в том, что при работе со средними и большими изображениями общая картина делится на сегменты, для каждого из которых создаётся свой шаблон. В процессе набивки рисунка на поверхность все части смыкаются особыми скрепами: любое неловкое движение, разрыв соединения или нанесение слоя краски неподходящей толщины могут привести к неуместным «разрезам» картинки и непривлекательной шероховатости окантовки.
Производственная механика
Первоочередная разница между любительской и типографской печатью заключается в технологии создания трафарета. Непрофессионалы обычно изготавливают шаблон вручную, тогда как в промышленности используется метод ризографии. В данном случае фрагменты будущего изображения выжигаются на трафаретной мастер-плёнке горячей термоголовкой ризографа.
По-другому современная техника профессиональной трафаретной печати называется шелкографией. Методика была запатентована в Америке в 1907 году под названием «silk screen printing» — дословно «печать шёлковым ситом». Современный вид шелкография приобрела во Франции так же в середине XX века.
Технология шелкографии
Суть метода заключается в том, что в качестве печатной формы в шелкографии применяется моноволоконная сетка толщиной не более 500 микрометров и плотностью не более 400 нитей на сантиметр. Первые сетки действительно были изготовлены из шёлка, однако в современном печатном деле используют металлические, нейлоновые и полиэфирные материи.

Существует 2 вида шелкографии: контактный и бесконтактный.
Контактный способ
Методика предполагает непосредственный контакт сетки с поверхностью для набивки. Изображение наносится ракелем — элементом станка, напоминающим тонкий и упругий стальной шпатель.
- В первую очередь сетку нужно почистить и обезжирить. Обычно это делается поверхностноактивным моющим средством или раствором каустической соды с водой в соотношении 1:4.
- Готовится шаблон. На сегодняшний день применяются разные трафареты: от бумажной или плёночной вырезки до металлического листа с лазерным выжиганием контуров изображения.
- Соприкасающуюся с поверхностью нанесения рисунка сторону сетки покрывают желатиновым фотораствором в несколько приёмов (для улучшения чёткости будущего оттиска).
- Обратную (ракельную) сетчатую поверхность также покрывают раствором в 2-3 приёма.
- Сушку осуществляют при температуре приблизительно 20-30 градусов в тёмном месте, поверхностной стороной вниз.
- Повторное нанесение фотораствора.
- Повторная сушка при тех же условиях, но уже внешней стороной формы вверх.
- Копирование диапозитива с помощью засвечивания (необходимо максимальное соприкосновение диапозитива и сетки).
- Промывка и проявление.
- Печать
- засохший фотораствор категорически запрещено подвергать воздействию солнечных лучей, поэтому повторное нанесение раствора должно происходить при красном освещении;
- при сушке фоторастворы уменьшаются в объёме;
- время засветки определить можно только опытным путём;
- необходимо соблюдать влажность воздуха не более 65%
Бесконтактный способ
При бесконтактном способе переноса картинки на поверхность используются те же этапы и условия подготовки печатной формы. Единственное отличие заключается непосредственно в печатном процессе: сетка не соприкасается с поверхностью, а краска наносится не ракелем, а с помощью электростатических сил.
Источник
Компью А рт
 С.А. Сергеев, технический директор ООО «Анимар», канд. техн. наук, доцент, sergeev@animar.ru
С.А. Сергеев, технический директор ООО «Анимар», канд. техн. наук, доцент, sergeev@animar.ru
Оборудование трафаретной печати
Трафаретная печать относится к способам прямой печати, при которых краска через печатную форму наносится непосредственно на запечатываемый материал (в отличие от офсетного способа печати, когда краска наносится на запечатываемый материал через промежуточную, офсетную поверхность).
Основным отличием конструкции трафаретных машин от прочих является их печатный аппарат. Печатный аппарат трафаретной машины состоит из формодержателя с печатной формой; опорной поверхности, на которой располагается запечатываемый листовой материал; ракеля и орошающего ракеля (контрракеля), предназначенных для равномерного распределения красочного слоя по форме и продавливания его через печатающие участки; краскопитающего устройства.
В соответствии с классификацией трафаретные печатные машины различаются по следующим критериям:
- форма печатающей поверхности:
— планшетные (обе поверхности печатного аппарата — плоскости),
— плоскопечатные (форма — плоская, печатающая поверхность — цилиндр),
— ротационные (и форма, и печатающая поверхность — цилиндрические);
- форма запечатываемой поверхности:
— для печати на плоских материалах,
— для печати на объемных материалах;
— большой (до А1 и выше).
Планшетные полуавтоматы, ¾-автоматы и автоматы
При работе планшетной машины на ее столе неподвижно закрепляется запечатываемый материал, над которым в момент печати фиксируется печатная форма. Во время работы ракельная система с краскопитающим устройством совершает возвратнопоступательное движение. При рабочем ходе краска под давлением ракеля продавливается через открытые ячейки формы на запечатываемый материал. При этом создается необходимый контакт формы с запечатываемым материалом, переход краски на печатные элементы оттиска, разрыв красочного слоя по толщине вследствие отхода печатной формы. Краска через ячейки формы переходит на запечатываемый материал и закрепляется на его поверхности. Для отделения листа от печатной формы требуется достаточное усилие, определяемое следующими параметрами:
- вязкость краски;
- температура краски;
- скорость печати;
- сила сцепления запечатываемого листа с печатной поверхностью;
- натяжение сетки;
- угол заточки и профиль давящей поверхности ракеля.
Такой печатный аппарат позволяет печатать на листовом материале разной массы, жесткости и толщины, в том числе негибком. Поэтому он используется почти во всех полуавтоматических машинах, где запечатываемый материал подается и снимается вручную, а также в ряде автоматов, снабженных самонакладами и приемновыводными устройствами.
К достоинствам этих машин относится возможность работы с запечатываемыми материалами любой жесткости и поверхностями вплоть до профилированных, а также применение запечатываемых материалов большой толщины. Формат запечатываемого материала в зависимости от типа марки машины — до В1+. От полуавтомата 3/4автомат отличается наличием автоматического самонаклада.
Стоимость таких машин доступная. Кроме того, они нетребовательны к квалификации печатника и просты в обслуживании.
В то же время скорость печати машин в основном не превышает 600700 циклов в час (что может соответствовать профилю выпускаемой продукции: толстая, негибкая, невпитывающая).
Если нужна машина, соответствующая более высоким качественным характеристикам и скорости, следует использовать плоскопечатные автоматы: скорость работы — до 1000 листов в час; точность совмещения повторных прогонов при отлаженной технологии — ±0,05 мм; толщина запечатываемого материала практически любой жесткости — до 3 см.
Цилиндровые трафаретные плоскопечатные машины
Печатный аппарат цилиндровых трафаретных плоскопечатных машин также работает с плоской печатной формой, а вот опорной поверхностью для запечатываемого материала служит цилиндр. Во время работы машины печатная форма осуществляет возвратнопоступательное движение (рабочий и холостой ход); ракель при этом не перемещается. Такая конструкция печатного аппарата используется в листовых машинахавтоматах, предназначенных для печатания на эластичных и мягких материалах (бумага, картон, пластик и др.).
В плоскопечатных машинах с цилиндровым печатным аппаратом запечатываемый материал соприкасается с печатной формой только в зоне текущего контакта цилиндра и печатной формы, поэтому усилие, требуемое для отрыва листа, гораздо меньше, чем у машин с плоской конструкцией печатного аппарата.
Различают две разновидности плоскопечатных машин:
- с реверсивным движением цилиндра;
- стопцилиндровые.
Плоскопечатные трафаретные машины реверсивного типа
В плоскопечатной машине реверсивного типа цилиндр во время печати совершает качательное движение. Автоматические цилиндровые печатные машины обеспечивают стабильность отрыва запечатываемого листа, поскольку он запечатывается в изогнутом виде и контакт печатной формы с ним обеспечивается по образующей печатного цилиндра. Применение таких машин ограничивается только плотностью и жесткостью запечатываемого материала.
Современные листовые трафаретные печатные машиныавтоматы представляют собой поточные линии, которые состоят из пневматического самонаклада, печатного устройства, а также листовыводного, сушильного и приемного устройств. Производительность листовых машин зависит от конструкции, формата, характера печатной продукции и в среднем составляет 2,53,0 тыс. отт./ч.
При том что полезная площадь печати по сравнению с плоскопечатными машинами изменяется незначительно, существенно возрастает скорость печати. Однако уменьшается толщина запечатываемого материала (до 1 мм) и существуют определенные ограничения по жесткости, поскольку опорой для печати является цилиндр, а следовательно, материал в процессе печати должен изгибаться. Тем не менее эти машины являются более «полиграфическими» как по скоростям, так и по применяемым материалам. При этом стоят они — в зависимости от формата — в среднем в 1,5 раза дешевле стопцилиндровых машин.
Стоп-цилиндровые трафаретные плоскопечатные машины
В стопцилиндровой плоскопечатной машине для подачи листа печатный цилиндр останавливается после каждого цикла печати. В то время как цилиндр поворачивается либо остается неподвижным, печатная форма возвращается в исходное положение. Преимущество стопцилиндровой плоскопечатной машины заключается в том, что цилиндр остается неподвижным в течение половины печатного цикла (то есть до работы с ракелем), так что даже на самых высоких скоростях для точной подачи листов времени всегда достаточно.
Достоинством таких машин является высокая точность совмещения (±0,05 мм) на реальных скоростях работы — до 3500 отт./ч. Обслуживать их очень удобно, они практически не ломаются. При необходимости замены на новую машину их легко продать на вторичном рынке.
Листовые ротационные трафаретные печатные машины
Листовые ротационные трафаретные машины имеют цилиндрическую печатную форму и цилиндрическую печатающую поверхность. В этом случае ракель с краскоподающим устройством находится в полом формном цилиндре, поверхностью которого является трафаретная форма. Производительность машины — около 100 тыс. оттисков в сутки. Несомненные преимущества определяют высокую цену машины, что и обусловливает ее отсутствие сегодня на российском рынке.
Ролевые ротационные трафаретные печатные машины
При ротационной трафаретной печати ракель размещается внутри формного цилиндра. Печать производится при синхронном вращении трафаретной формы и печатного цилиндра и неподвижном ракельном ноже.
Ротационные устройства отличаются наивысшей производительностью, однако в операционных трафаретных машинах этот принцип построения печатных аппаратов применяется редко. Это объясняется, с одной стороны, высокой технологической сложностью изготовления ротационных печатных форм, а с другой — ориентацией трафаретной печати на мало и среднетиражную продукцию. Для изготовления больших тиражей экономически выгодно применение флексографской, офсетной или высокой печати. В случае если при изготовлении высокотиражной продукции появляется необходимость в использовании трафаретного способа, например для печати кроющей плашки, то применяются комбинированные машины, в состав которых входят секции трафаретной печати.
Именно в комбинированных машинах, предназначенных в первую очередь для изготовления этикеточной продукции, наиболее часто используются ротационные трафаретные секции.
Печатание на объемных изделиях осуществляется с плоских трафаретных форм. При этом универсальные машины позволяют печатать на изделиях с различной конфигурацией поверхности. Подобные машины чаще всего бывают полуавтоматическими — с ручной установкой и съемом изделия. Специализированные машины предназначены для печатания на изделиях определенной формы и размера — они могут быть оснащены системой автоматической подачи изделий.
Объемные изделия с плоской поверхностью закрепляются на рабочем столе механически. Печатание осуществляется по планшетной схеме — с перемещением ракеля при неподвижных трафаретной форме и изделии или согласованным перемещением формы и изделия при неподвижном ракеле.
Прохождение краски через печатную форму и ее количество на оттиске зависят от скорости печатания, вязкости краски, характера сетки, вида ракеля и других факторов.
Производительность печатного процесса определяется не только конструкцией машины, но и скоростью закрепления краски на оттисках. Аппаратно эта проблема решается созданием высокопроизводительных сушильных устройств. Технологически — разработкой новых рецептур красок.
Принципы выбора трафаретного оборудования
Назначение трафаретного производства, точнее вид конечной продукции, определяет требования к оснащению такого участка, а в конечном счете определит вид запечатываемого материала. Наиболее требовательное в этом отношении — декольное производство, использующее специальную гуммированную бумагу, поэтому микроклимат играет в ней главенствующую роль. Не менее важно в этом плане оснащение участков по печати на панелях автомобильных приборов и изготовлению печатных схем.

Реверсивный трафаретный автомат ESC HIGH PRESS серии Е3

Реверсивный трафаретный автомат Cyber Press от компании SPS TechnoScreen GmbH
Наименее капризны лакировальные участки, размещение которых (что, конечно, нежелательно) возможно и в отапливаемом гараже.
Следует учитывать, что большая толщина красочного слоя на оттиске (до 100 мкм) определяет требования к сушке оттисков. Как правило, трафаретный автомат агрегатируется с сушильным устройством, которое выбирается в зависимости от способа закрепления используемой краски на оттиске. Это формирует поточную линию, конечным пунктом которой является приемное устройство — стеккер. Каждый из элементов поточной линии поставляется в собранном виде, поэтому задача монтажа — соединение и согласование ее отдельных устройств. Следует учесть, что процесс сушки в этом случае требует интенсивного воздухообмена, а следовательно, на трафаретном участке необходима вытяжная вентиляция.
Обучение печатников обслуживанию машины, как правило, проходит в период ее инсталляции, чего вполне достаточно для приобретения навыков для самостоятельной работы по местному лакированию, а также одно или двухкрасочной печати на рабочих скоростях с соблюдением требований к совмещению.
Главное — выбрать марку и тип оборудования. И здесь возможны варианты.

Реверсивный трафаретный автомат SC-72 AII от корпорации Sakurai Graphic Systems Corp.
Классики
Даже сегодня, в не самое удачное время для полиграфии, трафаретное оборудование продолжает пользоваться спросом. Одна из причин — нежелание полиграфических предприятий отдавать хотя бы часть заказа на сторону. Наиболее востребованными у нас в стране являются 1/2 и 3/4автоматы, а также плоскопечатные реверсивные и стопцилиндровые автоматы: полу и полноформатные. Ротационные листовые и тем более ролевые машины, имеющие узкую специализацию, сегодня на отечественном рынке не востребованы.
Признанными в мировом масштабе классиками по выпуску листовых трафаретных печатных автоматов считаются следующие компании:
- немецкая Europa — Siebdruckmashinen — Centrum GmbH &CoKG (ESC) с более чем 50летним стажем в этой области;
- возродившаяся недавно немецкая SPS Technoscreen GmbH;
- японская Sakurai Graphic Systems Corp.
Возможности этих машин можно проиллюстрировать на примере реверсивных и стопцилиндровых автоматов компании ESC, сравнительные характеристики которых представлены в табл. 1 и 2.
Таблица 1. Технические характеристики трафаретных реверсивных автоматов ESC HIGH PRESS серии Е3
Максимальный формат листа, мм
Минимальный формат листа, мм
Толщина запечатываемого материала, мм
Поле захвата клапанов, мм
Внешний размер печатной формы, мм
Максимальная скорость печати, лист/ч
Таблица 2. Технические характеристики трафаретных стоп-цилиндровых автоматов ESC HIGH PRESS PLUS серии Е3
Максимальный формат листа, мм
Минимальный формат листа, мм
Толщина запечатываемого материала, мм
Поле захвата клапанов, мм
Внешний размер печатной формы, мм
Максимальная скорость печати, лист/ч
Таблица 3. Технические характеристики трафаретных печатных машин АТ корпорации Atma
Площадь печатного стола, мм
Максимальная площадь печати, мм
Максимальная толщина запечатываемого материала, мм
Максимальная скорость печати, циклов/ч
Габаритные размеры, мм
Данные машины задают тон по точности совмещения многокрасочных оттисков, производительности и трудоемкости печатного процесса, длительности перенастройки и многому другому. А компании, их производящие, до недавнего времени задавали тон по уровню цен на машины.

¾-автомат ATMA 80P/B от компании ATMA
Китай проснулся
Прежде всего следует определиться с понятием «Китай». Если к нему отнести и Тайвань, то там расположена всемирно известная фирма ATMA. Она производит трафаретные плоскопечатные 1/2 и 3/4автоматы различной производительности, рабочих форматов и модификаций (табл. 3).
Это Китай, у которого остальным еще нужно учиться и учиться. Каждая из машин, представленных в таблице, имеет свою особенность. Так, АТ 80 Р/В, уступая остальным в скорости печати, может печатать в режиме 3/4автомата на любых жестких материалах. Эти машины востребованы во всем мире, и их продажи, по мнению специалистов ATMA, в настоящее время возвращаются к привычному уровню.
Что касается трафаретных автоматов, то следует назвать такие фирмы, как:
- Jinbao Screen Printing Macinery Co, Ltd;
- Wenzhou Feibao Screen Printing Machinery Co, Ltd;
- AIKYU (Shanghai) Machines & Technology Co, Ltd.
Фирма Feibao выпускает реверсивные автоматы трех модификаций, Jinbao — по одной модели реверсивного и стопцилиндрового автомата (помимо 1/2 и 3/4автоматов), а вот AIKYU — полную линейку трафаретного оборудования. В ассортименте компании — плоскопечатные ½1/2 и ¾3/4автоматы, реверсивные и стопцилиндровые трафаретные автоматы, сушильные устройства различных типов, приемные платформы и стеккеры, а также станки для натяжения сеток, заточки ракелей и многое другое. Всё перечисленное оборудование компании имеет высокое качество и конкурентоспособные цены. Помимо этого фирма предлагает широкий ассортимент расходных и печатных материалов для трафаретной печати. Характеристики реверсивных и стопцилиндровых автоматов AIKYU приведены в табл. 4 и 5.
Таблица 4. Технические характеристики трафаретных реверсивных автоматов AIKYU
Максимальный формат листа, мм
Минимальный формат листа, мм
Максимальный формат печати, мм
Удельная масса листа, г/м2
Поле захвата клапанов, мм
Внешний размер печатной формы, мм
Скорость печати, лист/ч
Таблица 5. Технические характеристики трафаретных стоп-цилиндровых автоматов AIKYU



 | |
Краски для трафаретной печати
Применяемые в трафаретной печати краски различаются по способу их закрепления на оттиске:
- за счет окислительной полимеризации связующего;
- за счет испарения растворителя;
- за счет химического взаимодействия отвердителя со связующими;
- за счет отверждения УФлучами.
К достоинствам красок, закрепляющихся окислительной полимеризацией связующего, относятся: малая токсичность, отсутствие резкого запаха и хорошая адгезия к различным поверхностям. Краски образуют красочную пленку удовлетворительной прочности и высокой эластичности. Время закрепления красок этой группы в естественных условиях составляет несколько часов, а повышение температуры сушки значительного эффекта не дает.
Краски, закрепляющиеся методом окислительной полимеризации связующего, имеют время закрепления от нескольких минут до нескольких часов и поэтому могут использоваться только при печатании на ручных или полуавтоматических станках.
Краски, закрепляющиеся за счет испарения летучего растворителя, содержат в качестве пленкообразующего вещества, как правило, различные эфиры целлюлозы. От типа эфира целлюлозы зависят физикомеханические показатели и адгезия красочной пленки к различным материалам. Краски этой группы для печатания на полимерных материалах отличаются высокой прочностью и быстрым закреплением. При взаимодействии поверхностей синтетических изделий с растворителями, входящими в состав трафаретных красок, происходит их некоторое растворение или набухание. Это обеспечивает прочность сцепления красочной пленки с запечатываемой поверхностью.
В настоящее время краски, закрепляющиеся методом испарения летучих растворителей, получили наиболее широкое распространение, а время их закрепления составляет от нескольких секунд до нескольких минут. Краски и лаки этой группы используют как для печатания на ручных и полуавтоматических станках, так и на автоматических машинах с сушильными устройствами.
Краски, содержащие в качестве растворителя воду, при их экологической безопасности для печати на бумаге и картоне имеют определенные трудности в применении: для них требуется специальный копировальный слой, а кроме того, краски часто подсыхают на форме, что повышает трудоемкость их использования.
Краски, закрепляющиеся за счет химического взаимодействия отвердителя со связующими, так называемые двухкомпонентные, например на эпоксидной основе, формируют на оттиске высокопрочный слой, устойчивый к действию различных агрессивных сред. Их недостаток — небольшой (несколько часов) срок использования после введения в них отвердителя.
Краски и лаки УФотверждения содержат в качестве связующего фотополимеризующуюся композицию. Они имеют хорошую адгезию к большинству запечатываемых материалов и образуют высокопрочные оттиски. Они не сохнут на форме и поэтому довольно технологичны в процессе печатания.
Продукция трафаретной печати
Надписи на одежде, приборные панели автомобилей, радиоаппаратуры и приборов, дорожные знаки, рекламные таблички и баннеры, постеры в дорогих журналах, надписи и изображения на посуде, подарочная упаковка, открытки и сувенирная продукция, лотерейные билеты и пластиковые карты, кинескопы, контактные подложки клавиатур, электронные платы и мембранные выключатели — все эти изделия можно изготовить способом трафаретной печати. Для части перечисленных изделий именно этот способ является и единственным. Трафаретная печать относится к специальным видами печати и обладает уникальными возможностями, недоступными для остальных видов печати. Основное ее преимущество — возможность нанесения толстого (до 100 мкм) слоя краски или лака практически на любой запечатываемый материал. Он придает изображению объемность, рельефность и насыщенность, увеличивает глянец и контрастность изображения, повышает стойкость изображения к истиранию и воздействию окружающей среды.
Если говорить о чисто полиграфической продукции — это наружная реклама, открытки, упаковка, в том числе с лакированием, включая местное. Любой журнал может стать глянцевым, если его обложку отлакировать УФотверждаемым лаком.
Источник



