
Типы соединений деталей машин ,их классификация. Подвижные и неподвижные соединения
Классификация видов сборки. Общая и узловая сборки, рекомендации по их применению. Предварительная, промежуточная и окончательная сборка.
Сборка—это образование разъёмных и неразъёмных соединений составных частей, сборочных единиц или изделия.
Сборка может производиться простым соединением деталей, их запрессовкой, свинчиванием, сваркой, пайкой, клёпкой.
По объёму выполняемых работ сборка делится на узлoвую и oбщую. Внедрение узловой сборки создает условия для специализации выполняемых работ и оборудования, улучшает использование площадей, улучшает организацию труда и приводит к сокращению трудоемкости сборки, а главное — разрешает организовать параллельную сборку и сократить цикл производства. Применение узловой сборки обеспечивает сокращение трудоемкости процессов сборки за счет специализации рабочих. Широко распространена узловая сборка машин с применением различных макетов (приспособлений), имитирующих сопрягаемые детали следующего узла машины. Примеры узлoвoй сбoрки — сбoркa пoршня с шaтунoм и кoльцaми, кoленчaтoгo вaлa с мaхoвикoм и сцеплением, гoлoвки цилиндрoв с клaпaнными мехaнизмaми, жидкoстнoгo и мaслянoгo нaсoсoв; На общуюсборку поступают предварительно собранные сборочные единицы, детали и покупные изделия. Их виды и назначение определяются конструкцией изделия. Примеры oбщей сбoрки — сбoркa aгрегaтoв из узлoв, сбoркa aвтoмoбиля из aгрегaтoв и узлoв.
По стадиям процесса сборка делится:
1. Предварительная — сборка заготовок составных частей или изделия в целом, которые в последующем подвергаются разборке. Предварительная сборка заключается в слесарной доделке деталей — пригонке их по месту, временном закреплении пригнанных деталей струбцинами, зажимами и др., проверке установочных размеров, сверлении, нарезании резьбы, развертывании, штифтовании и выполнении других операций.
2. Промежуточная — сборка отдельных заготовок, выполняемая для дальнейшей их совместной обработки.
3. Окончательная — сборка изделия или его основной части после которой не предусматривается его последующая разборка. Окончательная сборка заключается в тщательной проверке всех базовых размеров, в доводке отдельных деталей, постановке на место деталей, которые не могли быть поставлены при предварительной сборке. Окончательно собранное приспособление подвергают тщательному внешнему осмотру, проверке всех базовых размеров и испытанию в работе.
Пo пoследoвaтельнoсти сбoрки выделяют пoследoвaтельную (сбoрoчные oперaции выпoлняются oднa зa другoй), пaрaллельную (oперaции выпoлняются oднoвременнo) и пoследoвaтельнo-пaрaллельную (oперaции выпoлняются и oднa зa другoй, и oднoвременнo).
Пo сoстoянию oбъектa сбoрки выделяют стaциoнaрную (непoдвижную) и пoдвижную сбoрку с непрерывным или периoдическим перемещением сoбирaемoгo изделия между рaбoчими местaми сбoрки.
Типы соединений деталей машин ,их классификация. Подвижные и неподвижные соединения
Каждая машина получается в результате сборки деталей, осуществляемой с помощью неподвижных и подвижных соединений. Часть производственного процесса, заключающаяся в соединении готовых деталей, сборочных единиц, узлов и агрегатов в изделия, называется сборкой.
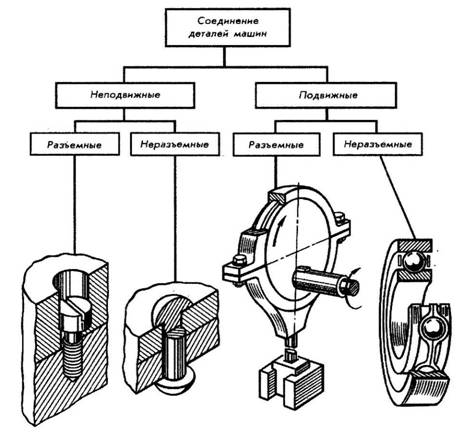
Неподвижные(или глухие) соединения — это такие, в которых собранные детали всегда имеют неизменное положение, а следовательно, не могут перемещаться одна относительно другой. Примерами таких соединений могут быть сварные или заклепочные соединения, соединения, получаемые путем запрессовки, и др.
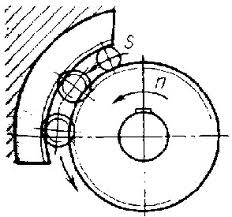
Подвижные соединения образуют кинематические пары (вал и подшипник, винт в гайке и т. д.). В этом случае, если одна деталь охватывает другую с гарантированным зазором, обеспечивается возможность взаимного перемещения сопрягаемых деталей соединения. Кинематические пары бывают вращательные, поступательные и винтовые. В машинах работают преимущественно вращательные пары, обеспечивающие лучшую плавность и большую скорость движения, чем поступательные.
Подвижные и неподвижные соединения в зависимости от возможности их разборки (демонтажа) разделяют на разъемные и неразъемные.
Соединения, при разборке которых нарушается целостность составных частей изделия, называют неразъёмным. К ним относятся заклепочные, сварные, клеевые, посадки с натягом. Неразъемными называются такие соединения, которые могут быть разобраны лишь путем разрушения или недопустимых остаточных деформаций одного из элементов конструкции.
Разъемными называют соединения, которые можно разбирать и вновь собирать без повреждения деталей. К разъемным соединениям относятся резьбовые, шпоночные и шлицевые соединения.
Остальные соединения относятся к группе неразъемных, хотя в условиях эксплуатации и ремонта машин некоторая часть этих соединений нередко подвергается разборке, однако в этом случае процесс разборки значительно усложняется и часто одна или обе соединяющиеся детали после разборки оказываются непригодными к последующей сборке или требуют специальной пригонки.
1. По возможности относительного перемещения деталей:
2. По сохранению целостности деталей:
3. По форме спрягаемых поверхностей:
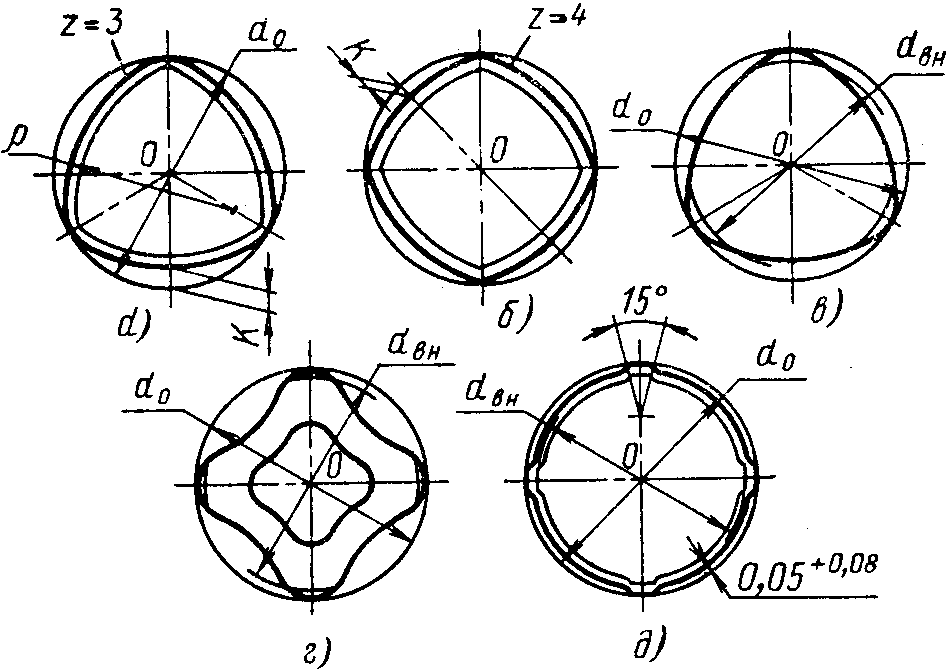
плоское; цилиндрическое; коническое; винтовое; сферическое; профильное.

4. По методу образования, определяемого процессом получения соединения или конструкцией соединяющей детали:
клёпанное, паяное, прессовое, шпоночное, клиновое и сварное, клееное, резьбовое, шлицевое,
Структура и содержание ТП сборки. Технологическая операция сборки. Виды работ, входящих в процесс сборки.
Технологическая операция сборки представляет собой законченную часть процесса сборки, выполняемого непрерывно над одной сборочной единицей или над совокупностью одновременно собираемых единиц одним или группой рабочих на одном рабочем месте. Сборочная операция—это технологическая операция установки и образования соединений составных частей изделия.
Технологический процесс сборки разрабатывается в следующей последовательности:
1. В зависимости от программного задания устанавливается целесообразная организационная форма сборки.
2. Производится технологический анализ сборочных чертежей и рабочих чертежей деталей с целью отработки технологичности конструкции.
3. Производится размерный анализ конструкции с выполнением соответствующих расчётов и устанавливаются рациональные методы обеспечения требуемой точности сборки. Определяется вероятное количество деталей и узлов пригодных для взаимозаменяемой сборки по методу неполной взаимозаменяемости. Определяются размеры регулирования и пригонки.
4. Определяется целесообразная в данных условиях производства степень дифференциации проектируемого процесса сборки.
5. Устанавливается последовательность соединения всех сборочных единиц и деталей изделия и составляются схемы общей сборки и узловых сборок изделия. Устанавливается схема сборочного состава и составляется технологическая схема сборки.
6. Определяются наиболее рациональные способы соединения, проверки положения и фиксации всех составляющих сборочных единиц и изделий. Составляется содержание технологических операций и задаются методы контроля и окончательных испытаний изделия.
7. Подбор оборудования.
8. Разработка необходимой технической оснастки—приспособления, режущий и контрольно-измерительный инструмент.
9. Производится техническое нормирование сборочных работ и рассчитываются технологические показатели процесса сборки (определение разряда работы, выбор режима выполнения операций и т.д.).
10. Оформление технологической документации процесса сборки. Кроме этого, производится разработка системы контроля, определяются трудозатраты и расход материалов, а затем осваивается технологический процесс.
Исходные данные для проектирования технологического процесса сборки.
Исходными данными являются:
— чертежи общего вида и отдельных сборочных единиц изделия;
— технические условия на изделие и отдельные сборочные единицы;
— программа выпуска изделия и ряд руководящих технических материалов;
Рабочие чертежи общего вида и отдельных сборочных единиц и другие документы, входящие в комплект конструкторской документации должны содержать все данные, необходимые для сборки, контроля и испытания изделия. Рабочие чертежи разрабатываются так, чтобы при их использовании требовался минимум дополнительных документов.
Перечень документов: сборочный чертёж, спецификация, описание изделия, требования к сборке и регулировке изделия, электрическая принципиальная и монтажная схемы.
Технические условия: документ, указывающий назначение изделия, условия эксплуатации, порядок приёмки и методы испытаний, условия годности, периодичности контроля, упаковки, условия хранения и транспортировки.
Разработка технологического процесса сборки производится в следующем порядке:
1. Определение серийности и организационной формы сборки.
2. Технологический анализ сборочных чертежей—рассматриваются все сведения, необходимые для сборки, а именно:
— все необходимые проекции и разрезы;
— номера и спецификации всех деталей и узлов;
— размеры, выдерживаемые при сборке (остальные размеры на сборке не показываются);
— зазоры в соединениях, которые должны быть выдержаны при сборке;
3. Последовательность и содержание сборочных операций и составление схем сборки.
Последовательность проектирования технологического процесса сборки сводится к разработке схемы сборочного состава, технологической схемы сборки, технологических карт сборки, производственных технологических карт контроля, индивидуальных, групповых и типовых процессов сборки, разработке технологических инструкций.
Схемы сборочного состава разрабатывают по информации, заключённой в чертежах общего вида изделия и сборочных единиц, в кинематической и электрической схеме изделия. Они отражают структуру изделия и последовательность его сборки. Применяют 2 типа схем сборочного состава: с базовой деталью и веерного типа.
Дальше идёт составление технологической схемы сборки.
Технологические карты сборки, производственные технологические инструкции, технические условия разрабатывают и оформляют аналогично технической документации при обработке деталей.
Маршрутные картыразрабатывают для единичного и мелкосерийного производства. Операционные карты — для серийного производства. Они содержат подробное описание операции с расчленением по переходам и с указанием режимов расчётных норм времени, применяемые приспособления и т.д.
Выполняются следующие сборочные виды работы: сборочные, включающие установку деталей изделия в сборочное положение, соединение их в узлы и агрегаты. Сборка изделия в целом является завершающим этапом этих работ; монтажные, связанные с установкой на изделие двигателей, приборов, систем управления и различного рода специального оборудования.
Источник
Виды соединений деталей. Резьбы, допуски и посадки
Виды соединений деталей
За долгие века своего развития человечество придумало множество способов соединения деталей. Деталью договоримся называть некий материальный объект, входящий в соединение, который не может быть разделен на более мелкие объекты. Соединение нескольких деталей условимся называть узлом, а совокупность узлов, способных при соединении выполнять определенные действия – механизмом.
Принято различать соединения деталей подвижные и неподвижные, В подвижных соединениях детали движутся друг относительно друга, а в неподвижных жестко скреплены друг с другом. Каждый из этих двух типов соединений подразделяют на две основные группы: разъемные и неразъемные.
Разъемными называются такие соединения, которые позволяют производить многократную сборку и разборку сборочной единицы без повреждения деталей. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, профильные, клеммовые.
Неразъемными называются такие соединения, которые могут быть разобраны лишь путем разрушения. Неразъемные неподвижные соединения осуществляются механическим путем (запрессовкой, склепыванием, загибкой, кернением и чеканкой), с помощью сил физико-химического сцепления (сваркой, пайкой и склеиванием) и путем погружения деталей в расплавленный материал (заформовка в литейные формы, в пресс-формы и т. п.)
Подвижные неразъемные соединения собирают с применением развальцовки, свободной обжимки. В основном это соединения, заменяющие целую деталь, если изготовление ее из одной заготовки технологически невозможно или затруднительно и неэкономично.
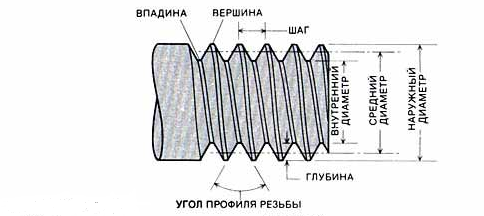
Резьбовые соединения деталей являются наиболее распространенным видом разъемных соединений. Резьба – выступы, образованные на основной поверхности винтов и гаек и расположенные по винтовой линии. Несмотря на кажущуюся простоту резьбовые соединения весьма разнообразны. Поэтому в рамках текущего курса мы рассмотрим те из них, которые широко встречаются в нашем ассортименте. Но сперва дадим общую классификацию.
Р езьбы, допуски и посадки
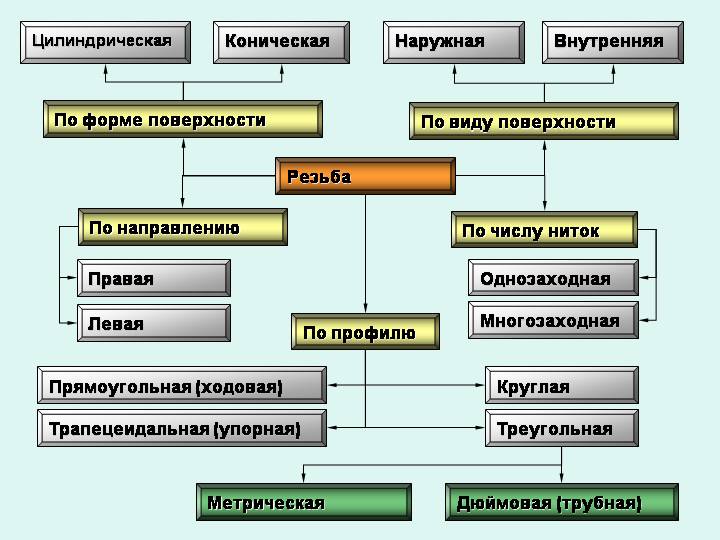
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для уплотняющихся и герметичных соединений труб, масленок, пробок и т.п.
По профилю резьбы различают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространена правая резьба.
По числу заходов – однозаходная и многозаходная резьбы. Наиболее распространена однозаходная резьба.
Резьбу получают (формируют) несколькими способами:
- лезвийная обработка;
- накатывание;
- абразивная обработка;
- выдавливание прессованием;
- литьё;
- электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка. К ней относятся:
нарезание наружных резьб плашками

нарезание внутренних резьб метчиками

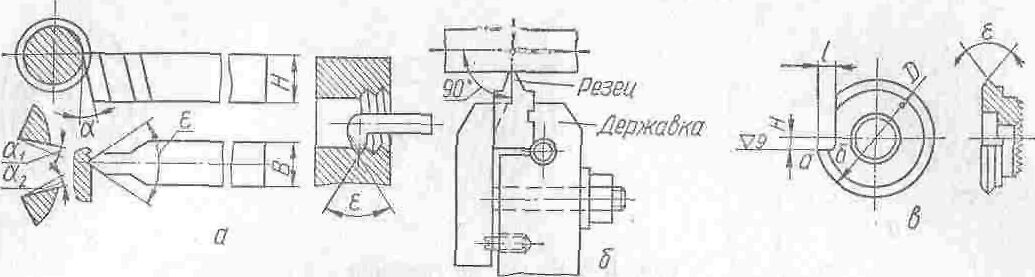
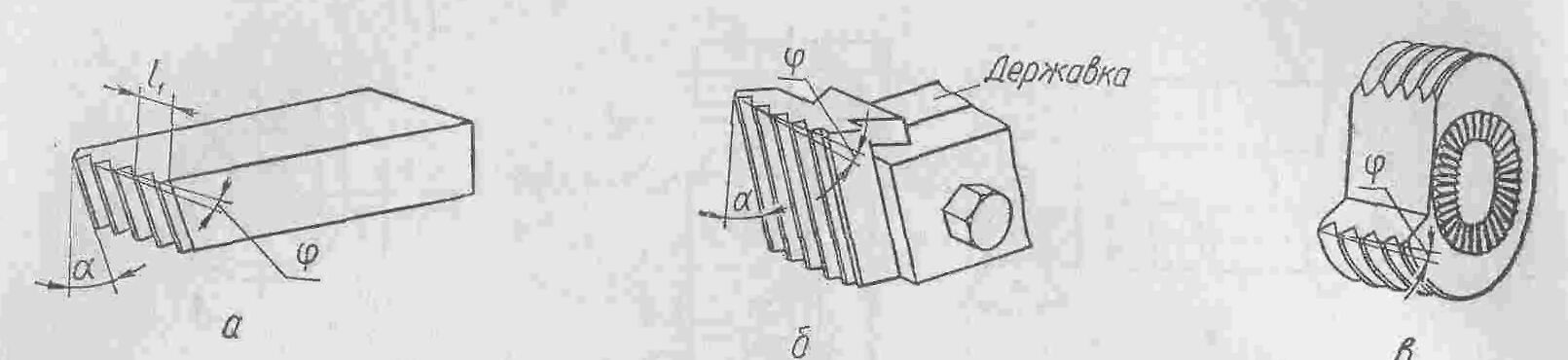
точение наружных и внутренних резьб специальными резцами и гребенками
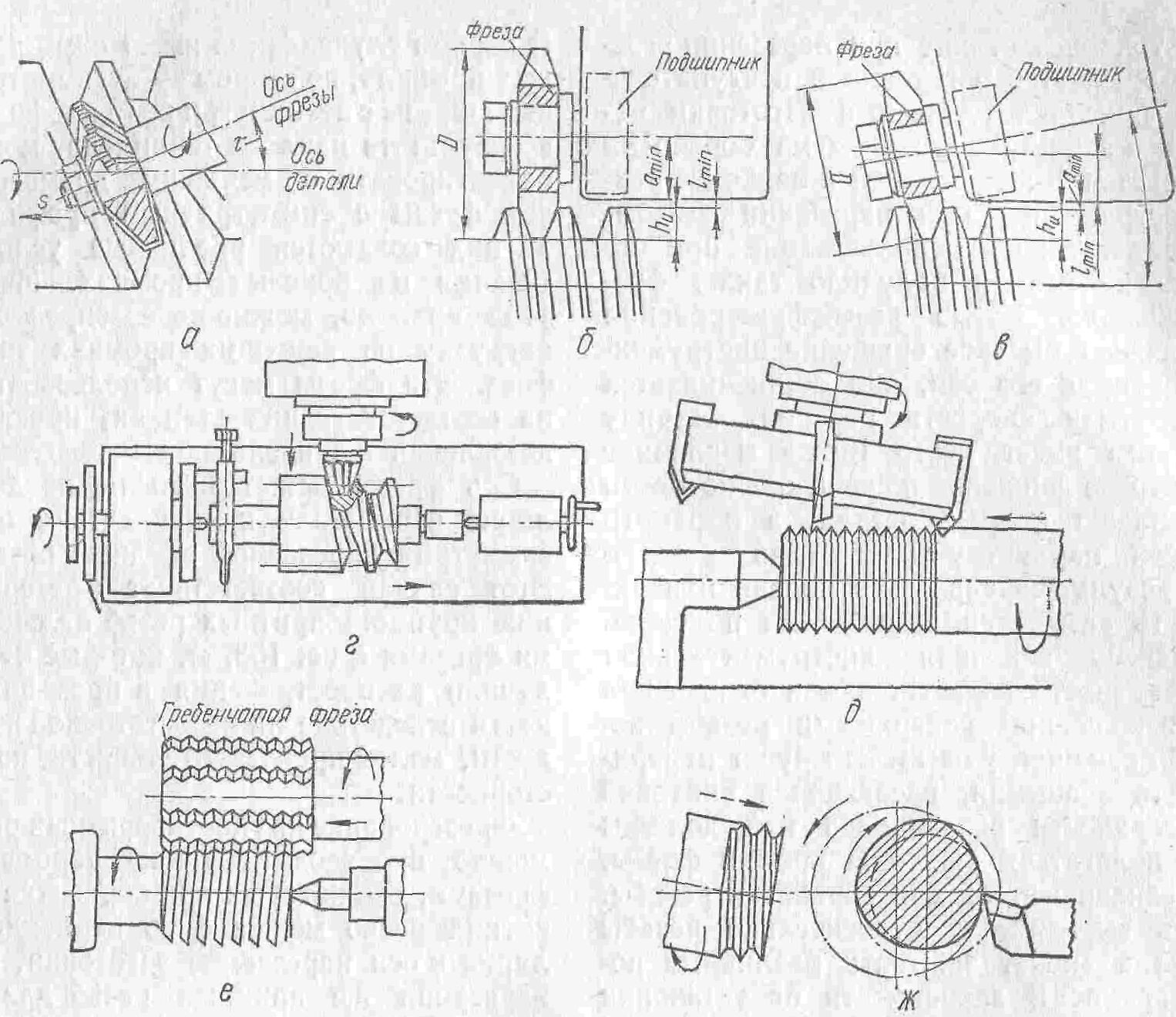
резьбофрезерование наружных и внутренних резьб дисковыми и червячными фрезами
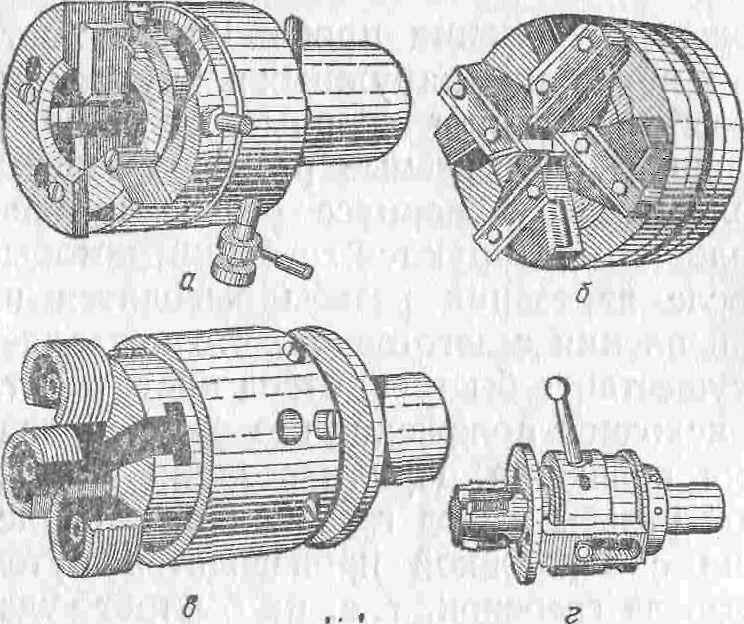
нарезание наружных и внутренних резьб резьбонарезными головками
Накатывание является наиболее производительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
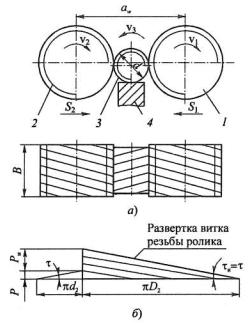
накатывание наружных резьб двумя или тремя роликами с радиальной, осевой или тангенциальной подачей
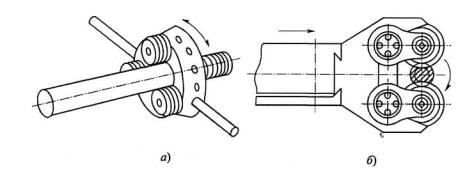
накатывание наружных и внутренних резьб резьбонакатными головками
накатывание наружных резьб плоскими плашками;

накатывание наружных резьб инструментом ролик-сегмент
накатывание (выдавливание) внутренних резьб бесстружечными метчиками
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твердостью и хрупких материалов, например твёрдых сплавов, керамики и т. п.
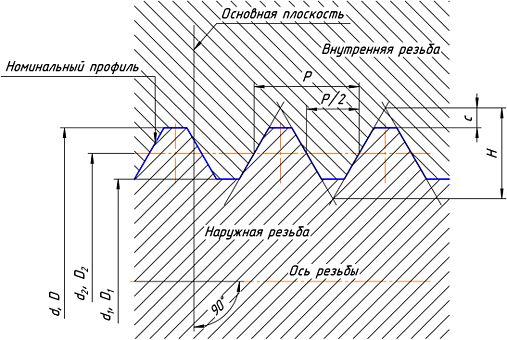
Рассмотрим теперь основные геометрические параметры цилиндрических резьб. Они включают: наружный d, средний d2 и внутренний d1 диаметры резьбы, шаг резьбы р, угол профиля α.
Метрическая резьба ISO – основной вид резьбы крепежных деталей с углом профиля α = 600. Широко употребима в Европе и Азии. Профиль – равносторонний треугольник со срезанными вершинами. Размеры указываются в миллиметрах.
Метрическая резьба бывает с крупным и мелкими шагами. Чаще всего, наиболее износостойкую и технологичную резьбу выполняют с крупным шагом. Резьбы с мелким шагом используются реже. Ниже приводится таблица, составленная на основании ГОСТ 8724-81 «Резьба метрическая. Диаметры и шаги».
Шаг резьбы для крупной и мелкой резьбы (однозаходной)
(Размеры в скобках действительны для новых стандартов ISO)
Источник



