
По способу производства трикотажные изделия вырабатывают основные регулярные кроеные полурегулярные

- Последнее добавление статей: 23.05.2014
Главное меню
СПОСОБЫ ИЗГОТОВЛЕНИЯ ВЕРХНИХ ТРИКОТАЖНЫХ ИЗДЕЛИЙ
В технологии трикотажа выделяют три основных способа изготовления изделий: кроеный, полурегулярный и регулярный.
Кроеный способ является традиционным и заимствован из ткачества. Он заключается в том, что на круглой или плоской вязальной машине вырабатывается трикотажное полотно, которое затем раскраивается подобно ткани, т. е. вырезаются плоские детали изделия по контуру лекал. Для придания изделию необходимой формы полученные детали соединяют швами. Недостатком данного способа являются значительное количество отходов полотна при раскрое (до 18 – 23 %) и большие трудозатраты в швейном производстве, однако это компенсируется высокой производительностью машин, вырабатывающих метражное полотно. Кроеный способ в основном используется при изготовлении изделий из полотен, вырабатываемых на кругловязальных и основовязальных машинах, реже – на плосковязальных.
Полурегулярный способ изготовления изделий предусматривает выработку купонов плоской или трубчатой формы, имеющих участки пояса, стана, разделительных рядов. Купоны имеют нераспускающийся нижний край, не требующий швейной обработки. Купоны деталей подкраиваются по линиям проймы, горловины и оката рукава и соединяются в изделие при помощи швейных операций. На двухфонтурных кругловязальных машинах купоны трубчатой формы вяжутся в виде непрерывной ленты и отделяются друг от друга участком разделительных рядов. Ширина купона равна ширине детали или деталь укладывается в ширине купона целое число раз. При соответствии ширины стана купона ширине изделия исключаются швейные операции на обработку боковых швов, т. е. изделие вырабатывается по бесшовной технологии. Длина купона равна длине детали изделия. На плоских вязальных машинах получают купоны плоской формы, имеющие определенную длину и ширину, с заработанным нижним краем и нераспускающимися боковыми кромками. Купоны могут вязаться как непрерывной лентой через разделительные ряды, так и поштучно.
При полурегулярном способе сокращаются трудозатраты на раскрой и пошив, отходы при подкрое составляют 5–10 %. Однако производительность машин при вязании купонов меньше, чем при вязании метражного полотна из-за большого количества переключений и снижения скоростных параметров.
При регулярном способе на вязальной машине вырабатываются отдельные детали изделия по форме, близкие к контуру лекал, либо цельное изделие с незначительной швейной обработкой или без нее. Способы получения данных изделий подробно рассмотрены в литературе, ниже приведены сведения, касающиеся регулярного вывязывания деталей на плосковязальных автоматах «Штоль» (Германия).
Источник
Способы изготовления трикотажных изделий
Полурегулярный и кроеный способы
Одни и те же трикотажные изделия можно раскроить, а можно вывязать по контуру лекала. Выбирая способ изготовления, следует прежде всего ориентироваться на стоимость сырья и предполагаемое качество изделия.
Один из способов получения объемной формы деталей трикотажных изделий – это вязание с переходом на другое переплетение. Свойства трикотажных переплетений различны, поэтому при одном и том же числе работающих игл ширина трикотажного полотна будет различна. Следовательно можно получить деталь (или купон), имеющий различную ширину на разных участках.
Полурегулярный способ
При регулярном способе изготовления трикотажа образуется минимум отходов, однако производительность относительно не высока. Кроеный способ более материалоемкий за счет межлекальных выпадов. Своеобразным компромиссным решением, позволяющим увеличить производительность изготовления верхних трикотажных изделий, является полурегулярный способ.
В данном случае трикотажное полотно вяжется в виде купона, равного по ширине детали изделия, с заработанным нижнем краем. Сложная форма лекала приводится к более простой – прямоугольнику, трапеции и т.п., затем купон подкраивают по лекалу: по линиям горловины, проймы, оката рукава. Купоны вырабатываются не только на плоских, но и на круглых машинах – в последнем случае можно получить стан изделия без боковых швов.
К недостаткам полурегулярного способа можно отнести тот факт, что он менее экономичен (отходы составляют от 8 – 11%), чем регулярный. Кроме того, срезы на участках подкроя ( горловина, плечевые срезы, проймы) соединяют на оверлоке – получаются более грубые швы, чем при регулярном способе.
Получение объемной формы путем сочетания переплетений

Есть еще один способ получения объемной формы деталей трикотажных изделий – это вязание с переходом на другое переплетение. Свойства трикотажных переплетений различны: например, ластичные переплетения характеризуются заходом петельных столбиков друг за друга, прессовые – расширяющим эффектом за счет петельных набросков. Поэтому при одном и том же числе работающих игл ширина трикотажного полотна будет различна. Следовательно, комбинируя переплетения, можно получить деталь (или купон) с различной шириной на различных участках.
Заданную форму деталей получают на вязальных машинах, используя различную степень упругости трикотажных переплетений. Особенно богатые возможности дает сочетание переплетений с различной упругостью по ширине. Например, если нужно придать юбке, части рукава или шапочке расширенную форму или связать отделку для изделий, достаточно переключить вязальную машину с выработки одного переплетения на другое, заботясь лишь о том, чтобы на тех участках, где ширина детали должна увеличиваться, упругость переплетений уменьшалась.
На вязальной машине можно связать купон для женского платья. Формирование области талии на изделии осуществляется за счет использования ластичного переплетения. Широкий ластик подчеркивает талию, а узкий – создает свободный силуэт. Кроме того, при вязании ластика можно применить эластичную нить, что обеспечит большую растяжимость изделия по линии талии. Если связать нижнюю часть изделия одним переплетением, а верхнюю – другим, то полеченное платье-купон будет имитировать комплект из двух частей – юбки и джемпера. Такое композиционное решение достигается путем переключения с одного вида вязания на другой в одном изделии. Например, низ изделия гладкий, верх – рельефный или ажурный; низ связан комбинированным малорастяжимым переплетением, а верх – облегченным переплетением; низ и верх выполнены из пряжи с разными свойствами и т.д. Если связать такой купон на кругловязальной машине, то изделие может быть изготовлено без боковых швов.
Примером изделия, форма которого получена сочетанием переплетений, является берет, связанный на плосковязальной машине. Самый узкий и устойчивый участок вяжут ластиком или двойной кулирной гладью. Этот участок берета образуется простейшим прессовым переплетением – полуфангом. Участок наибольшей ширины выполняется фанговым переплетением. После участка фанга следует опять участок полуфанга, а затем ластика.
Использовать различные переплетения для создания формы целесообразно, когда подкрой детали нежелателен. Примером таки деталей может служить воротник, все края которого, кроме края пришива, заработаны. В этом случае отлет воротника вяжут переплетением, образующим большую ширину, чем стойка. Таким образом достигается еще и декоративный эффект.
При сочетании в одном изделии пряжи и нитей разных видов следует учитывать, что объемная пряжа создает участки детали большей ширины, нежели менее объемная пряжа той же структуры.
Часто для создания необходимой формы применяют ластик различных раппортов, который обеспечивает равномерное сжатие трикотажа по всей ширине детали, в сочетании с другими переплетениями. Достоинством ластика и его преимуществом перед другими переплетениями является большая упругость и растяжимость по ширине. Он растягивается в два раза больше, чем гладь, поэтому активно используется при вязании манжет, напульсников, воротников у свитеров и других деталей одежды, которые должны плотно прилегать к телу человека и в то же время хорошо растягиваться.
Таким образом, применяя различные переплетения и виды сырья, разную расстановку игл, можно получить не только нужную форму изделия и его деталей, но и оригинальный рисунчатый эффект.
Кроеный (раскройный) способ
При изготовлении изделий этим способом сначала на машине вяжется трикотажное полотно (плоское или в виде трубки), затем его раскраивают по лекалам, подобно ткани, детали сшивают. Насколько форма изделия будет соответствовать фигуре человека, зависит от степени растяжимости трикотажа. Поэтому для малорастяжимых трикотажных полотен лекала делают с более сложными контурами, а для высокорастяжимых – упрощенные. Величина отходов при раскройном способе, так же как и при раскрое ткани, зависит от конфигурации лекал, их величины, соотношения мелких и крупных лекал в раскладке, от ширины трикотажного полотна, вида и длины раскладки и т.д. Наименьший процент отходов при раскрое можно получить, используя лекала, имеющие форму простейших геометрических фигур – прямоугольника, трапеции и т.п.
Источник
Полурегулярные и регулярные трикотажные изделия
Купонные изделия имеют заработанный низ изделий и рукавов. Эти изделия изготовляют из двух купонов. Из одного купона, имеющего длину рукавов, выкраивают рукава, а из другого, имеющего длину стана, — полочки и спинку изделия (если изделие с боковыми швами). Если изделие без боковых швов, в купоне подкраивают пройму, горловину и разрезают перед до низа (в жакетах) или по длине застежки (в джемперах с воротником и застежкой спереди) либо подкраивают пройму и горловину (джемпер без застежки). Последовательность и методы обработки изделий из купонов такие же, как и кроеных верхних изделий, за исключением того, что не обрабатывается низ изделия и рукавов, так как он имеет заработанный край. Обработка бортов купонных изделий выполняется двойными и одинарными планками с заработанными краями или обтачками.
Регулярные изделия на однофонтурных котон-машинах вяжут переплетениями гладь и ажур. Дополнительные отделочные детали к ним (воротники, бейки и др.) изготовляют на плоскофанговых машинах переплетениями ластик и сдвоенная кулирная гладь.
Низ стана и рукавов зарабатывают ластиком, который вяжут на другой машине — плоскофанговой (двухпроцессный способ изготовления), или сдвоенной кулирной гладью (однопроцессный способ).
Регулярные изделия на двухфонтурных котон-машинах вяжут переплетениями ластик, фанг, полуфанг. Дополнительные и отделочные детали к ним (воротники, бейки и др.) вырабатывают переплетениями ластик, сдвоенная гладь и фанг на плоскофанговых машинах. Низ стана и рукавов также зарабатывается ластиком и сдвоенной кулирной гладью. Способ вязания однопроцессный.
Для выработки регулярных изделий на котон-машинах применяют шерстяную, высокообъемную куртелевую и экслановую пряжу, высокообъемные капроноацетатные нити вьюркового способа производства. Последовательность обработки регулярных изделий отличается от последовательности обработки кроеных и купонных изделий. После снятия деталей изделия с котон-машины производят соединение рукавов с полочкой и спинкой по линии проймы, стачивают края рукавов и боковые края изделия, а также края будущей горловины на стачивающей машине двухниточного цепного стежка. Последнее выполняют для удобства надевания изделия на форму отделочной машины. По низу рукавов и стана стачивают ластичный заработок на машине однониточного цепного стежка. Ширина шва стачивания ластичного заработка 0,2 см, а частота строчки — 22 стежка на 5 см шва.
В жакетах с цельнокроеным подбортом перед соединением основных деталей изделия для плотного прилегания изделия к шаблону, на котором оно отделывается, должно быть произведено закрепление подборта посредине переда полуфабриката строчками на двухигольной машине. После отделки строчки должны быть распущены. После соединения основных деталей изделий выполняют влажно-тепловую обработку его в стиральной машине СМТ-25к в течение 5 мин при температуре воды 30-35 °С.
В результате обработки изделие должно изменить свои линейные размеры (т. е. расшириться или получить усадку) по ширине в пределах 3,5 %, по длине — 1 %. Благодаря влажно-тепловой обработке изделие должно также приобрести хороший внешний вид, мягкий гриф, получить равномерную петельную структуру и устойчивые линейные размеры.
После влажно-тепловой обработки предусматривается процесс технологической отлежки при нормальных атмосферных условиях для готовых изделий из всех видов сырья не менее 30 мин. Для готовых изделий из шерстяной и смешанной пряжи и в сочетании с синтетическими нитями гладких структур трикотажа, а также моделей изделий без сборок, кокеток и подкройных бочков допускается влажно-тепловая обработка с прессованием: время прессования 5-10 с, давление плиты 0,1-0,2 МПа. (Продолжительность прессования, указанная в режиме, не включает в себя затраты времени на раскладывание и расправление изделий; влагосодержание пара не должно превышать 20%, а температура пара должна быть 100-110 °С.)
После выполнения влажно-тепловой обработки подкраивают горловину изделия с помощью специальных лекал. Для этого изделие складывают пополам, перегибая по линиям середины переда и спинки и совмещая линии швов рукавов реглан. Вначале по лекалу обмеляют и вырезают горловину спинки, а затем, расправив изделие и перегнув его посередине переда, обмеляют по лекалу и вырезают горловину переда. В жакетах перед разрезают от горловины до низа. В джемперах с застежкой перед разрезают от горловины на длину застежки.
Обработку бортов регулярных жакетов выполняют так же, как и бортов кроеных жакетов. Горловину регулярных жакетов и джемперов обрабатывают бейками и воротниками.
Обметывание петель выполняют на петельных машинах. Частота обметывания петли не менее 20 стежков на 1 см строчки. Пуговицы пришивают на машине 27 или 95 кл. при частоте не менее 8 уколов в одно отверстие.
Заключительную отделку верхних трикотажных изделий всех видов осуществляют на прессе ПТ-1 при следующем режиме, рекомендованном ВНИИТП: время пропаривания — 4 с, прессования — 12 с, давление пресса — 0,14 МПа и давление пара — 0,4-0,5 МПа.
При пошиве изделий должны применяться хлопчатобумажные швейные нитки для трикотажного производства линейной плотностью 13,2 тексХЗ и 10,2 текс. Цвет прикладных материалов должен соответствовать цвету изделий.
Остаточное удлинение полотна в изделиях по ширине не должно быть более 5 %.
Источник
Основные способы производства трикотажных изделий.
К трикотажным изделиям относят одежду, выполненную из трикотажного полотна или нитей вязанием. К основным способам производства трикотажных изделий относятся: раскройный, полурегулярный, регулярный и цельновязаный.
Раскройный способсостоит в вывязывании плоского трикотажного полотна на плосковязальных машинах или трубчатого — на кругловязальных аппаратах, из которых вырезаются детали определенного размера и конфигурации согласно модели (подобно раскрою изделий из ткани). Достоинством способа является то, что могут быть получены модели любой сложности, недостатком — отходы при раскрое до 18—25% трикотажного полотна.
Полурегулярный способпредполагает изготовление изделий из купонного трикотажного полотна трубчатой или плоской формы, полученного с плоско- и кругловязальных машин.
Ширина купона равна ширине детали, или деталь укладывается целое число раз в купон (рис. 14).

Рисунок 14. Форма купонов и детали для изготовления трикотажных изделий полурегулярным способом
Купоны в полотне отделяются друг от друга разделительным петельным рядом. Размеры купона подлине определяются габаритными размерами деталей изделия, а нижний его край не распускается и не требует швейной обработки. Детали трикотажных изделий, полученных полурегуляным способом, имеют форму, близкую к лекальной, и требуют дополнительного подкроя по линиям горловины, проймы и оката рукава. Их соединяют в изделие на стачивающе-обметочной петельной машине.
Регулярным способомполучают трикотажное изделие по средствам вывязывания деталей с законченным контуромконструктивных линий. Детали полностью вывязываются на специализированных машинах или автоматах (рис. 15).
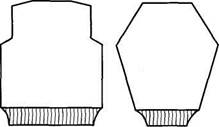
Рисунок 15. Детали для изготовления трикотажных изделий регулярным способом
Нижний край их, как правило, зарабатывается в начале вязания, а остальные контуры образуются за счет изменения числа игл, т. е. сбавок и прибавок петель в процессе вывязывания. Детали не требуют дополнительных раскройных операций и соединяются без обметывания краев на швейных машинах цепного стежка.
Регулярным способом получают мелкие детали (карманы, воротники, клапаны, бейки, пояса и др.), используемые при изготовлении кроеных трикотажных изделий.
Регулярные и полурегулярные изделия имеют важные преимущества перед кроеными, они более экономичны и сокращают или упрощают технологический процесс раскроя и шитья (например, за счет отсутствия боковых швов). Однако в настоящее время до 60 % трикотажных изделий вырабатывают кроеным способом. Это объясняется относительной простотой их изготовления, а также возможностью расширения ассортимента за счет проектирования изделий неограниченно большого числа моделей самых разнообразных форм.
В последнее время появляются новые технологии получения трикотажных изделий.
Цельновязаныминазываются изделия, форма которых достигается при вывязании изделия в автоматическом режиме. Изготовление таких изделий требует минимального количества швейных операций (бесшовная технология).
Такая технология является наиболее сложной, требует применения плоскофанговых электронных вязальных машин последнего поколения, снабженных системами обрезки и захвата нитей.
Свойства трикотажных полотен.Важную роль в решении задач моделирования и конструирования трикотажных изделий играют свойства трикотажа. К основным свойствам относятся: растяжимость, упругость, усадка, толщина, ширина полотна, закручиваемость его краев, распускаемость и др.
Растяжимость— это способность трикотажного полотна деформироваться или изменять свои размеры под действием различного рода нагрузок, а после их снятия частично или полностью восстанавливаться. Растяжение трикотажного полотна может происходить по трем направлениям — по длине, ширине и диагонали.

Рисунок 16. Вид трикотажных изделий, полученных раскройным,
полурегулярным и регулярным способом
В зависимости от степени растяжения по ширине под действием одинаковых динамических нагрузок (600 г) все трикотажные полотна разделены на три группы:

• полотна 1-й группы имеют малую растяжимость — от 0 до 40%;
• полотна 2-й группы имеют среднюю растяжимость — от 40 до 100 %;
• полотна 3-й группы имеют высокую растяжимость — свыше 100 %.
Для каждой из групп установлены значения технических и общих прибавок.
Растяжимость трикотажа приводит к расширению детали в поперечном направлении и уменьшению ее длины. В связи с этим при конструировании одежды из трикотажа увеличивают длину деталей на 1% в 1-й группе полотен, на 2—2,5% — во 2-й деталей на 1% — в 1-й группе полотен,
Характерной особенностью трикотажных полотен является высокая доля упругой деформации, особенно по ширине, независимо от степени их растяжения. Упругость полотна зависит от переплетения и пряжи. Введение в полотно современных эластомерных нитей позволяет получить трикотажное полотно с растяжимостью до 500%. Также использование переплетения полного или неполного ластика позволяет повысить упругость полотна.
Толщинатрикотажного полотна более 3 мм требует прибавки к ширине изделия, равной утроенной толщине (5), т. е. Пты= 3 — 5, иначе изделие будет заужено.
Закручиваемость краев трикотажа— одно из отрицательных его свойств. Степень закручиваемое зависит от вида переплетения, плотности вязания и рода волокна. Наиболее высокая закручиваемость краев наблюдается в одинарных полотнах переплетения гладь, цепочка, трико, атлас, 2-й и 3-й групп растяжимости. Поэтому вдоль свободных краев деталей (бортов, отлета воротника и др.) вывязывают несколько рядов другим более стабильным переплетением или притачивают дополнительные планки и тесьму.
Распусканиетрикотажных полотен происходит при обрыве петли или по срезу. Наибольшей распускаемостью обладает переплетение гладь. Практически не распускаются основовязаные переплетения. В изделиях из сильно распускаемых полотен перед раскроем необходимо вдоль контура детали проложить строчку цепного стежка. Модель должна иметь минимум членений.
Формообразование трикотажной одежды.При производстве трикотажной одежды наряду с традиционными способами формообразования используют и оригинальные, обусловленные свойствами пряжи, переплетением и др.
Конструктивный способ, предполагающий раскрой полотна на детали определенного размера и конфигурации, используют при проектировании одежды из трикотажных полотен 1-й группы растяжимости. При производстве цельновязаных изделий заданную конфигурацию контура детали получают путем изменения числа петельных столбиков на некотором расстоянии от края детали или путем вывязывания неполных петельных рядов. Но конструктивный способ не всегда учитывает особенности структуры и свойства трикотажа, в частности его формовочной способности.
Формообразование с использованием физико-механических свойств трикотажных полотен применяют при изготовлении трикотажных изделий, полученных регулярным и полурегулярным способами.
Например, в результате чередования переплетений с полным и неполным ластиком добиваются устойчивого прилегания (или уменьшения) детали на заданном участке (рис. 17).
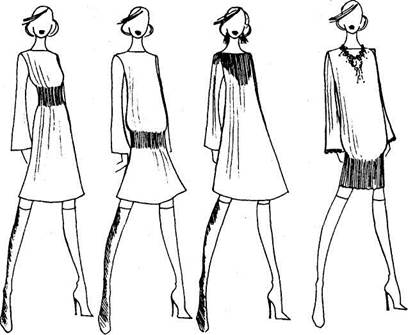
Рисунок 17. Формообразование трикотажного изделия за счет смены переплетений
Петельный шаг прессовых, ажурных и т.п. переплетений, изменение их плотности вязания позволяют добиться расширяющего эффекта (рис. 18).
Формообразование возможно за счет изменения длины нити в петлях, их толщины или введения эластичных нитей или нитей спандекс.
Технологические приемы вязания также позволяют решать задачу формообразования деталей и пластики поверхности.
Например, четкий перегиб складки или детали по линии борта можно обеспечить выключением иглы из работы при вязании на плоскофанговых машинах. Этот прием позволяет добиться своеобразного эффекта, заключающегося в том, что по всей длине неработающей иглы трикотажное полотно как бы переламывается. Точного перегиба плотна поперек детали можно добиться провязыванием по линии перегиба одного петельного ряда меньшей плотности или нитью меньшей толщины.
Чередование лицевой и изнаночной вязки вдоль или поперек полотна создает впечатление продольных или поперечных трубчатых складок и др. (рисунок 19).
Высокая эластичность полотен 2-й и 3-й групп растяжимости позволяет уменьшить раствор вытачки и распределить его между несколькими участками (горловины, плечевого среза, проймы и др.) и исключить плечевую вытачку на спинке и нагрудную — на полочке.


Рисунок 18. Формообразование трикотажного изделия за счет изменения плотности вязания прессовых или ажурных переплетений
Зоны размещения растворов вытачек должны быть закреплены кромкой, тесьмой или клеевой прокладкой вдоль срезов.
Физико-химический способ формообразования нашел применение при производстве одежды из трубчатых полотен, выполненных из высокоэластичных волокон. Формообразование осуществляется в процессе термообработки.
Особенности расчета и построения чертежей деталей кроеной одежды из трикотажного полотна.Способы построения чертежей деталей трикотажной одежды зависят от растяжимости полотна и способа производства трикотажных изделий.
В книге рассмотрены способы построения чертежей для раскройного способа получения одежды из трикотажных полотен 1-й и 2-й групп растяжимости. В литературе для этих целей предлагается использовать расчетно-графические способы. Одним из лучших, позволяющим строить чертежи на типовые и индивидуальные фигуры, является способ, разработанный в Рос-ЗИТЛП.

Рисунок 19. Формообразование трикотажного изделия за счет комбинирования различных переплетений
Выполнение базовой конструкции (БК) трикотажного изделия так же, как и одежды из тканей, включает построение базисной сетки чертежа и нанесение на нее контуров основных деталей.
При построении чертежей деталей одежды из полотен 1-й группы растяжимости может быть использован способ Рос-ЗИТЛП без изменений и дополнений. При проектировании одежды из полотен 2-й группы растяжимости построение выполняется, как и в первом случае. Прибавки выбираются равные 2—5 см. В готовом чертеже плечевую вытачку на спинке делят на три части, которые распределяют между горловиной спинки (0,5—0,75 см), плечевым срезом (1 — 1,5 см) и проймой спинки (1—1,5 см). Посадки материала на указанных участках закрепляется кромкой.
На полочке в распашных изделиях нагрудную вытачку распределяют в следующих пропорциях по линиям борта — до 15% раствора нагрудной вытачки, по линии горловины — до 10%, по пройме — до 25—30%, по боковому срезу — до 40—50% раствора вытачки. Посадка полотна на этих участках фиксируется кромкой.
Особенностью построения конструкции плотно облегающего трикотажного изделия из полотна 3-й группы растяжимости является расчет конструкции с учетом процента заужения (рис. 21).
Сначала производят построение чертежа базовой конструкции с общей прибавкой по линии груди По6щ = 0. Затем нагрудную вытачку распределяют в посадку по боковому срезу и срезу проймы, как было рассмотрено выше.
Следующим этапом является выбор процента заужения в зависимости от вида переплетения, плотности, заправки и класса машины. Рекомендуются следующие ориентировочные величины процента заужения: для переплетения ластик 2:2 — 30—40%, 3:3 — до 50%, 4:4 — более 50%. В зависимости от объема по плечевому поясу часть конструкции выше проймы рассчитывается по основному проценту заужения или на 5% меньше основному.

Рисунок 20. Перераспределение нагрудной вытачки в трикотажном изделии
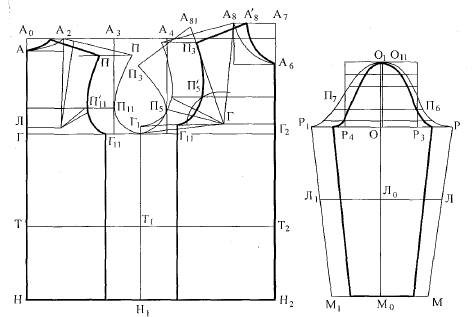
Рисунок 21. Чертеж базовой конструкции трикотажного изделия из полотна 3-й группы растяжимости
Основной процент заужения рукава — на 5—10% меньше основного процента заужения изделия. Окат рукава рассчитывается на 5% меньше основного процента заужения рукава. Далее производят пересчет наиболее характерных конструктивных точек на чертеже с учетом выбранного процента заужения. Для окончательного построения конструкции трикотажного изделия с учетом процента заужения в полученный чертеж вносятся следующие коррективы: конец плечевого среза на спинке и переде поднимают на 1,0—2,0 см, вследствие этого для сохранения длины проймы ее глубину поднимают соответственно на такую же величину.
Библиографический список
— Бескоровайная Г.П. Конструирование одежды для индивидуального потребителя: учебное пособие / Г.П.Бескоровайная – М., 2001.
— Братчик И.М. Конструирование женской верхней одежды сложных форм и покроев: учебное пособие / И.М. Братчик — М., 1984.
— Единая методика конструирования одежды СЭВ (ЕМКО СЭВ): справочник в 7-и томах.– М., 1990.
— Коблякова Е.Б. Конструирование одежды с элементами САПР: учебное пособие / Е.Б. Коблякова – М., 1988.
— Коблякова Е.Б. Основы проектирования рациональных размеров и формы одежды: учебное пособие / Е.Б. Коблякова – М.: Легкая и пищ. пром-сть, 1984. – 208 c.
— Мартынова А.И.Конструктивное моделирование одежды: учебное пособие / А.И.Мартынова, Е.Г. Андреева– М.: МГАЛП, 2002.
— Павлова С.В. Расчетно-аналитические методы в конструировании швейных изделий: учебное пособие / С.В. Павлова – Улан-Удэ: изд-во ВСГТУ, 1999.
— Размерная типология населения с основами анатомии и морфологии: учебное пособие / под ред. Кобляковой Е.Б. – М., 2001.
— Рахманов Н.А.Устранение дефектов одежды: учебное пособие / Н.А. Рахманов, С.И. Стаханова – М., 1985.
— Рогова А.П. Основы конструирования мужской и детской верхней одежды: учебное пособие / А.П. Рогова, С.М. Саламатова – М., 1984.
— Справочник по конструированию одежды: справочник / В. М. Медведков, Л. П. Боронина, Т.Ф. Дурыгина и др., под ред. П.П. Кокеткина — М, 1982.
— Стебельский М.В. Макетно-модельный метод проектирования одежды : учебное пособие / М.В. Стебельский – М., 1989.
— Сухарев М.И. Принципы инженерного проектирования одежды : учебное пособие / М.И. Сухарев, А.М. Бойцова – М., 1981.
— Шершнева Л.П. Качество одежды : учебное пособие / Л.П. Шершнева – М.: Легпромбытиздат, 1985.
Источник



