
- Pereosnastka.ru
- Обработка дерева и металла
- Классификация способов сварки
- Обзор основных методов сварки
- Путем плавления
- Под давлением
- Сварка сопротивлением
- Фронтальное электрическое сопротивление
- Точечное электрическое сопротивление
- Роликовое электрическое сопротивление
- Электрическая дуга имеет наибольшую практическую долю среди всех методов сварки.
- Дуговая сварка открытой дугой
- Плазменная сварка
- Электрошлаковая сварка
- Индукционная сварка
- Методы химической сварки
- Газопламенная сварка
- Термитная или алюминий-термитная сварка
- Механическая сварка
- Сварка трением
- Холодная сварка
- Ультразвуковая сварка
- Методы лучевой сварки
- Электронно-лучевая сварка
- Фотон (свет) — лазерная сварка
Pereosnastka.ru
Обработка дерева и металла
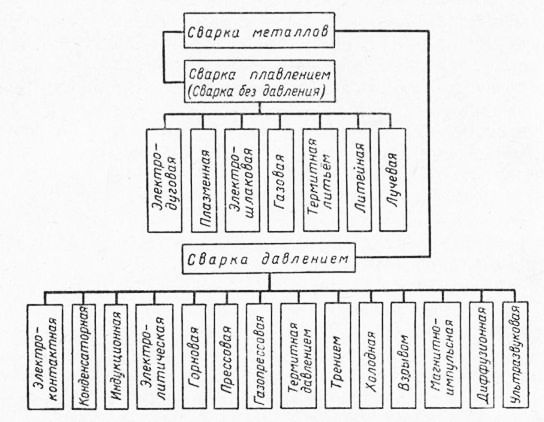
Способы сварки можно классифицировать, например, по виду энергии, используемой при сварке, степени механизации процесса сварки, виду свариваемого металла и т. п. Вполне совершенной системы классификации, охватывающей все способы сварки, не существует. Достаточно совершенную систему классификации можно создать, взяв за основу давление, производящее так называемую осадку при сварке. По этому признаку все существующие способы сварки можно разделить на две большие группы: 1) сварка давлением; 2) сварка без давления или сварка плавлением.
Первая группа характеризуется применением давления для осадки металла, остальные признаки, в том числе состояние металла не принимаются во внимание.
Во второй группе самопроизвольное (спонтанное) объединение металла соединяемых частей в монолитное целое без приложения давления возможно лишь при жидком состоянии металла, т. е. металл в зоне сварки должен быть обязательно расплавлен.
Приложение давления хотя бы и при наличии расплавления в зоне сварки заставляет отнести способ к группе сварки давлением, как например, при электрической контактной сварке.
К сварке плавлением примыкает пайка, отличающаяся тем, что расплавляется лишь присадочный металл (припой), а основной свариваемый металл остается нерасплавленным, в то время как при сварке частично расплавляется и основной металл.
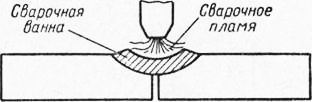
В предлагаемой классификации, показанной на рис. 1, каждый из методов сварки разделен на несколько способов. Простейшие виды сварки плавлением известны с глубокой древности, например литейная сварка. Современная схема сварки плавлением показана на рис. 2.
К соединяемым деталям в месте сварки подводят сварочное пламя; производят местное расплавление деталей до образования общей сварочной ванны жидкого металла. После удаления сварочного пламени металл ванны быстро охлаждается и затвердевает, в результате детали оказываются соединенными в одно целое. Перемещая пламя по линии сварки, можно получить сварной шов любой длины. Сварочное пламя должно иметь достаточную тепловую мощность и температуру; сварочную ванну нужно образовывать на сравнительно холодном металле: теплопроводность металлов высока и быстро образовать ванну может только очень горячее пламя. Опыт показывает, что для сварки стали толщиной несколько миллиметров температура сварочного пламени должна быть не ниже 2700— 3000 °С. Пламя с меньшей температурой или совсем не образует ванны или образует ее слишком медленно, что дает низкую производительность сварки и делает ее экономически невыгодной. Источники тепла, развивающие столь высокие температуры, появились относительно недавно.
Сварочное пламя расплавляет как металл, так и загрязнения на его поверхности, образующиеся шлаки всплывают на поверхность ванны. Горячее пламя сильно нагревает металл на поверхности значительно выше точки плавления; в результате меняется химический состав металла и его структура после затвердевания; изменяются и механические свойства. Затвердевший металл ванны, так называемый металл сварного шва обычно по своим свойствам отличается от основного металла, незатронутого сваркой. Сварка плавлением отличается значительной универсальностью; современными сварочными источниками нагрева легко могут быть расплавлены почти все металлы, возможно соединение разнородных металлов.
Характерный признак сварки плавлением; выполнение ее за один этап — нагрев сварочным пламенем, в отличие от сварки давлением, где необходимы нагрев и давление.
Автогенная сварка примерно эквивалентна понятию «газовая» или «газоплавильная сварка», отсюда постепенно развился своеобразный технический жаргон с безграмотными выражениями вроде «он варит автогеном», «автогенная резка», и т, п., засоряющими язык. Термин «автогенная сварка» не рекомендуется употреблять в технической литературе.
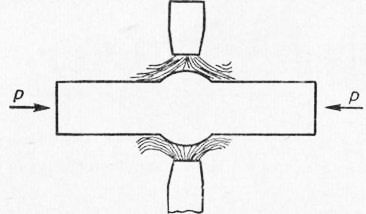
В процессе сварки давлением собранные детали сдавливают усилием Р (рис. 4). Операция сдавливания называется осадкой, а прилагаемое давление — осадочным давлением. Осадочное давление должно создавать значительную пластическую деформацию в зоне сварки с перемещением выдавливаемого металла вдоль поверхности раздела. Для облегчения осадки и снижения осадочного давления весьма часто применяется подогрев металла, преимущественно в зоне сварки. Подогрев может и отсутствовать, в некоторых случаях возможна сварка давлением холодного металла. Обычно подогрев ведется до температуры так называемого «сварочного жара», под которым подразумевается температура, благоприятная для сварки давлением; для углеродистой стали это 1100—1200 °С. Во всяком случае температура стали должна быть выше точки Ас3 превращения а — у, так как гране-центрированная решетка Y-железа — аустенита благоприятна для сварки давлением, а объемно-центрированная а-железа — феррита неблагоприятна.
При осадке выдавливаемый металл образует утолщение у сварного стыка, в которое уходит металл с поверхностей сварки со всеми загрязнениями, адсорбированными газами, на поверхность выходят свежие, так называемые ювенильные слои металла, которые участвуют в образовании сварного соединения. Нагрев в зоне сварки можно вести не только до сварочного жара, когда металл остается в твердом состоянии, но и до полного расплавления металла поверхностных слоев. При последующей осадке расплавленный металл в разных случаях может выдавливаться наружу или же оставаться в сварном соединении. Сварка давлением не требует особенно высоких температур нагрева и он может проводиться в обычных печах и горнах. При сварке давлением затруднительно удаление загрязнений с поверхности металла, поэтому здесь обычно повышены требования к очистке поверхности металла.
Сравнительно невысокий нагрев металла и затрудненный доступ воздуха в зону сварки позволяют сохранить почти неизменными химический состав и структуру, а следовательно, и механические свойства металла в сварном соединении.
При сварке давлением иногда возможно получить тождественность и металлографическую неотличимость зоны сварки с остальным металлом. Способы сварки давлением также достаточно универсальны, охватывают большинство технически важных металлов, возможно соединение разнородных металлов.
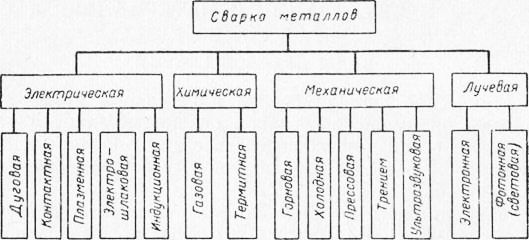
Достаточно интересна и в некоторых случаях удобна система классификации, основанная на виде энергии, преимущественно используемой при сварке.
По этому признаку все способы сварки можно разделить на четыре большие группы по преобладающему виду энергии:
1) электрические способы;
2) химические;
3) механические;
4) лучевые (радиационные).
По объему применений и промышленному значению первое место занимает электросварка, использующая электрическую энергию для нагрева металла. В химических способах для нагрева металла используется энергия экзотермических химических реакций, из них наибольшее значение имеют газовая сварка и термитная сварка. В механических способах преобладающее значение имеет механическая энергия; сюда относятся, например, такие способы сварки, как прессовая, кузнечная (горновая), холодная, сварка трением. Сварка лучевая или радиационная обеспечивает высокую чистоту и стерильность процесса, источник энергии может быть расположен весьма далеко от объекта сварки. К лучевым способам относятся такие способы сварки как электроннолучевая, фотонная (световая), гелиосварка (солнечная).
Для способов, в которых существенное значение имеют два вида энергии, можно образовать промежуточные группы, например электромеханическую для контактной сварки, электрохимическую для дуговой сварки в активном защитном газе, химико-механическую для газопрессовой сварки и т. д. Особого распространения подобная классификация не получила.
Источник
Классификация способов сварки

Обзор основных методов сварки
 Развитие технологий, изобретение новых металлических сплавов, повышение требований к прочности и долговечности конструкции — причины появления различных способов сварки. Различные методы сварки также обусловлены все более высокими требованиями к стыкам неразъемных конструкций, высокими требованиями к увеличению скорости, производительности и эффективности производственных процессов. Хотя некоторые методы сварки кажутся чисто теоретическими и редко используются на практике, они также заслуживают внимания. Не исключено, что на каком-то этапе развития материалов или технологий они более широко войдут в промышленное производство. Это касается лазерной или плазменной сварки. Давайте посмотрим на критерии классификации различных методов сварки.
Развитие технологий, изобретение новых металлических сплавов, повышение требований к прочности и долговечности конструкции — причины появления различных способов сварки. Различные методы сварки также обусловлены все более высокими требованиями к стыкам неразъемных конструкций, высокими требованиями к увеличению скорости, производительности и эффективности производственных процессов. Хотя некоторые методы сварки кажутся чисто теоретическими и редко используются на практике, они также заслуживают внимания. Не исключено, что на каком-то этапе развития материалов или технологий они более широко войдут в промышленное производство. Это касается лазерной или плазменной сварки. Давайте посмотрим на критерии классификации различных методов сварки.
В современной промышленности используются различные методы сварки металлов. Чаще всего металлы классифицируют по энергии, используемой для сварки . Исходя из этого, все способы сварки делятся на четыре основные группы:
Чтобы сделать сварное соединение двух частей, нужна дополнительная энергия, которую нужно подводить в зону сварки. Внешняя энергия для процесса может быть введена в виде тепла и / или силы. В зависимости от вида энергии мы различаем две основные группы методов сварки и соответствующие им разновидности.
Путем плавления
- Электрическая дуга
- Газ-кислород
- Электрошлак
- Электронный луч
- Лазерный
- Термит
Под давлением
- Электрическое сопротивление
- Высокая частота
- Электродуговая сварка шпилек
- Диффузия
- УЗИ
- Сварка трением
- Сварка взрывом
Сварка сопротивлением
Это делается тремя способами:
Фронтальное электрическое сопротивление
Свариваемые детали фиксируются в губках сварочного аппарата. Затем через челюсти трансформатора пропускается электрический ток и концы деталей сближаются. В точке соприкосновения концы быстро нагреваются до высокой температуры, после чего отключается электрический ток, детали прижимаются и свариваются. Этот метод в основном используется для сварки арматуры и инструментов.
Точечное электрическое сопротивление
 Сварные металлические листы 1 кладут друг на друга и прижимают между двумя медными электродами. От источника тока через электроды подается электрический ток, который сильно нагревает металл в месте соприкосновения соединяемых частей. Затем отключают ток, электроды прижимают сильнее и металл в этом месте сваривают. Сварной шов представляет собой несколько сварных точек. Этот метод применяется в массовом производстве бытовых электроприборов и в автомобильной промышленности.
Сварные металлические листы 1 кладут друг на друга и прижимают между двумя медными электродами. От источника тока через электроды подается электрический ток, который сильно нагревает металл в месте соприкосновения соединяемых частей. Затем отключают ток, электроды прижимают сильнее и металл в этом месте сваривают. Сварной шов представляет собой несколько сварных точек. Этот метод применяется в массовом производстве бытовых электроприборов и в автомобильной промышленности.
Роликовое электрическое сопротивление
Выполняется на аппарате с тем же устройством, что и на аппарате точечной сварки. Отличие в том, что вместо электродов для прижатия металлических листов используются ролики, через счетчик пропускается электрический ток от источника тока. В результате получается полный непрерывный сварной шов. Он состоит из нескольких точек сварки, частично перекрывающих друг друга.
Электрическая дуга имеет наибольшую практическую долю среди всех методов сварки.
В зависимости от положения электрическая дуга делится на два типа:
Дуговая сварка открытой дугой
 В этом методе электрическая дуга горит в атмосфере. По типу электродов мы различаем два отдельных метода сварки открытой дугой: метод Славянова и метод Бенардоса.
В этом методе электрическая дуга горит в атмосфере. По типу электродов мы различаем два отдельных метода сварки открытой дугой: метод Славянова и метод Бенардоса.
В методе Славянова электрический ток по одному из проводников подводится к свариваемому металлу, а по другому — к электрододержателю, в котором зажат металлический электрод. В процессе сварки кончик металлического электрода плавится от сварочной дуги между металлом сварного шва и электродом и образует жидкий металл, заполняющий зазор между свариваемыми частями.
В методе Бенардоса в электрододержатель помещают неплавкий электрод. Этот электрод не плавится в сварочной дуге, а только служит для ее формирования и поддержания. Изделие сваривают путем плавления дополнительного металлического стержня, который кладут сбоку в области дуги. Этот метод сейчас малопригоден.
Плазменная сварка
 Плазма представляет собой смесь электрически нейтральных молекул газа ( аргон , водород, азот и их смеси) и электрически заряженных частиц — электронов и положительных ионов, а иногда и тяжелых отрицательных ионов.
Плазма представляет собой смесь электрически нейтральных молекул газа ( аргон , водород, азот и их смеси) и электрически заряженных частиц — электронов и положительных ионов, а иногда и тяжелых отрицательных ионов.  Если сечение плазменной струи уменьшить по сравнению со свободной струей под действием магнитных полей за счет продувки газовой струей или распыляемой жидкостью, подаваемой через сопло, ее температура может повыситься до 20000-30000 ° C. Полученный плазменный поток используется для сварки как тугоплавких, так и легко окисляемых металлов. Помимо использования плазменного флюса для сварки, он также используется для резки алюминия, меди, сплавов, углерода, жаропрочных сталей и тугоплавких металлов.
Если сечение плазменной струи уменьшить по сравнению со свободной струей под действием магнитных полей за счет продувки газовой струей или распыляемой жидкостью, подаваемой через сопло, ее температура может повыситься до 20000-30000 ° C. Полученный плазменный поток используется для сварки как тугоплавких, так и легко окисляемых металлов. Помимо использования плазменного флюса для сварки, он также используется для резки алюминия, меди, сплавов, углерода, жаропрочных сталей и тугоплавких металлов.
Электрошлаковая сварка
 В этом методе сначала обнаруживается дуга между электродной проволокой и свариваемыми листами. Затем вручную подается флюс, который плавится от дуги, образуя жидкую ванну. Таким образом, радуга горит только в начале процесса. Дальнейшее плавление электродной проволоки и основного металла происходит из жидкого флюса. Его температура плавления всегда должна быть выше, чем у основного металла и электродной проволоки.Для охлаждения сварного шва используются охлаждаемые водой медные пластины. При автоматическом перемещении подушки охлаждаются и образуют сварочную ванну с этим сварным швом.
В этом методе сначала обнаруживается дуга между электродной проволокой и свариваемыми листами. Затем вручную подается флюс, который плавится от дуги, образуя жидкую ванну. Таким образом, радуга горит только в начале процесса. Дальнейшее плавление электродной проволоки и основного металла происходит из жидкого флюса. Его температура плавления всегда должна быть выше, чем у основного металла и электродной проволоки.Для охлаждения сварного шва используются охлаждаемые водой медные пластины. При автоматическом перемещении подушки охлаждаются и образуют сварочную ванну с этим сварным швом.
Этот метод используется для сварки толстых деталей в судостроении.
Индукционная сварка

 Этот метод особенно удобен для сварки труб. Похож на фронтальный метод. Две трубы расположены друг напротив друга на определенном расстоянии. На их концах расположены катушки с противоположной магнитной движущей силой. Когда между концами трубок обнаруживается дуга и к катушкам подается ток, в последних создается магнитный радиальный поток. Этот поток действует на дугу, и она начинает быстро вращаться, и через короткое время концы трубок оплавляются. Затем ток прекращается и трубы прижимаются друг к другу.
Этот метод особенно удобен для сварки труб. Похож на фронтальный метод. Две трубы расположены друг напротив друга на определенном расстоянии. На их концах расположены катушки с противоположной магнитной движущей силой. Когда между концами трубок обнаруживается дуга и к катушкам подается ток, в последних создается магнитный радиальный поток. Этот поток действует на дугу, и она начинает быстро вращаться, и через короткое время концы трубок оплавляются. Затем ток прекращается и трубы прижимаются друг к другу.
Методы химической сварки
К химическим методам относятся:
Газопламенная сварка
 В прошлом этот метод сварки широко применялся. Сейчас он используется в основном в цветных металлах и тонких стальных деталях.
В прошлом этот метод сварки широко применялся. Сейчас он используется в основном в цветных металлах и тонких стальных деталях.
При газовой сварке в качестве источника тепла используется топливный газ (ацетилен, пропан, природный газ, водород и др.), Смешанный с кислородом в специальной горелке. Свариваемые детали нагреваются в месте сварки пламенем газовой смеси, подаваемой горелкой. Тепло пламени топлива плавит основной металл, а вместе с ним и присадочный металл. После застывания расплавленного металла получается сварной шов.
Газопламенная сварка также применяется для соединения труб. Для этого используются специальные кольцевые горелки с множеством форсунок. Горелка состоит из двух полуколец, которые опираются на трубу.
Термитная или алюминий-термитная сварка
 Известно, что при горении смеси порошкового алюминия и порошкового оксида металла возникает высокая температура. Эта порошковая смесь называется термитом, отсюда и название этого метода сварки. При сжигании термитов образуется жидкая термитная смесь с температурой около 3500 ° C. Сварные части помещают в виде огнеупорной почвы. В эту форму заливается жидкая термитная смесь, высокой температуры которой достаточно для расплавления свариваемых деталей. Термитная смесь является не только теплоносителем, но и связующим металлом.
Известно, что при горении смеси порошкового алюминия и порошкового оксида металла возникает высокая температура. Эта порошковая смесь называется термитом, отсюда и название этого метода сварки. При сжигании термитов образуется жидкая термитная смесь с температурой около 3500 ° C. Сварные части помещают в виде огнеупорной почвы. В эту форму заливается жидкая термитная смесь, высокой температуры которой достаточно для расплавления свариваемых деталей. Термитная смесь является не только теплоносителем, но и связующим металлом.
Механическая сварка
При механической сварке соединение выполняется за счет механической работы, которая достигается приложением трения или сильного давления. В эту группу входят:
Сварка трением
 Этим методом свариваются детали круглого сечения из стали, меди, латуни, алюминия. Для этого две части помещаются на сварочный аппарат. Деталь 2 затягивается в патроне и получает вращательное движение. Деталь 2 закреплена в губках станка. Две части слегка прижимаются друг к другу. Вращательное движение передается части 2. Из-за трения в месте соприкосновения двух частей температура достигает 1200 ° С. Когда материал приводится в пластичное состояние, вращение детали прекращается и две части прижимаются друг к другу с определенной силой, в результате чего они свариваются.
Этим методом свариваются детали круглого сечения из стали, меди, латуни, алюминия. Для этого две части помещаются на сварочный аппарат. Деталь 2 затягивается в патроне и получает вращательное движение. Деталь 2 закреплена в губках станка. Две части слегка прижимаются друг к другу. Вращательное движение передается части 2. Из-за трения в месте соприкосновения двух частей температура достигает 1200 ° С. Когда материал приводится в пластичное состояние, вращение детали прекращается и две части прижимаются друг к другу с определенной силой, в результате чего они свариваются.
Холодная сварка
 В этом методе они подвергаются сварке с металлическими соединениями, которые обладают достаточной пластичностью (например, медь, алюминий, цинк , титан, свинец). Сварка производится на специальном прессе следующим образом. Поверхности деталей идеально выровнены и очищены. Сваренные детали помещают между пуансонами и прижимают с определенным усилием. Затем с помощью штампов и в точке соединения прикладывается сила, достаточная для сближения молекул двух частей и достижения сварного соединения.
В этом методе они подвергаются сварке с металлическими соединениями, которые обладают достаточной пластичностью (например, медь, алюминий, цинк , титан, свинец). Сварка производится на специальном прессе следующим образом. Поверхности деталей идеально выровнены и очищены. Сваренные детали помещают между пуансонами и прижимают с определенным усилием. Затем с помощью штампов и в точке соединения прикладывается сила, достаточная для сближения молекул двух частей и достижения сварного соединения.
Ультразвуковая сварка
Этот метод основан на использовании механических ультразвуковых колебаний металла. Это дает возможность сваривать детали небольшой толщиной от нескольких микрометров до 1,5 мм.
Сварочный аппарат с магнитострикционными преобразователями используется для преобразования электрической энергии в механическую ультразвуковую. Вибрационный вращающийся сердечник, изготовленный из специальных сплавов. У них есть возможность изменять свой размер, увеличивать или уменьшать их при намагничивании. На сердечник помещена катушка, на которую подается высокочастотный переменный ток, и при изменении тока длина сердечника изменяется синхронно — механические ультразвуковые колебания происходят с той же частотой. Через концентратор эти колебания передаются на свариваемый материал от верхнего и нижнего электрода. Поверхность очищается от грязи от вибраций. С другой стороны,за счет механических колебаний (за счет трения) поверхностный слой металла под электродом и в зоне соприкосновения деталей нагревается, а электроды прижимаются.
Методы лучевой сварки
В третью основную группу входят:
Электронно-лучевая сварка
Благодаря высокой температуре, достигаемой этим методом сварки, можно сваривать легкие металлы, такие как молибден-титан. Во время сварки металл в зоне стыка подвергается интенсивному воздействию электронного луча. Когда они падают на поверхность продукта, электроны выделяют свою кинетическую энергию, преобразуют ее в тепло и нагревают металл. Это тепло плавит металл, в результате чего образуется сварное соединение.
Фотон (свет) — лазерная сварка
 Открытие оптических квантовых генераторов — лазеров — имеет большое значение для фотонной сварки. Это новый тип источника света. Лазерное излучение фокусируется оптической линзой в пятно очень маленького размера диаметром несколько микрометров (от 80 до 500 мкм). Сегодня лазерная сварка становится все более распространенной технологией в промышленном производстве.
Открытие оптических квантовых генераторов — лазеров — имеет большое значение для фотонной сварки. Это новый тип источника света. Лазерное излучение фокусируется оптической линзой в пятно очень маленького размера диаметром несколько микрометров (от 80 до 500 мкм). Сегодня лазерная сварка становится все более распространенной технологией в промышленном производстве.
Источник



