
Окраска электро- и пневмоэлектростатическим распылением
Сущность метода окраски в электрическом поле, как известно, заключается в том, что частицы краски, попадая в зону электрического поля высокого потенциала, приобретают заряд и осаждаются на подлежащей окраске поверхности, имеющей противоположный заряд. В электрическом поле можно осуществлять окраску сжатым воздухом низкого давления или под действием центробежной и электростатической силы. При этом методе исключается возможность туманообразования, что способствует повышению культуры производства и значительному улучшению санитарно-гигиенических условий труда.
При пневматическом распылении в электрическом поле все же имеют место некоторые потери краски, поскольку краскораспылитель расположен на некотором расстоянии от коронирующей зоны и не вся распиливаемая краска доходит до этой зоны. Другими словами, по пути следования от краскораспылителя к детали часть краски, не получившая электрический заряд, теряется.
Чтобы получить почти 100%-ное осаждение на окрашиваемую поверхность, сообщают заряд высокого напряжения непосредственно краске и распыляют ее без помощи сжатого воздуха. По этой схеме краска самотеком поступает через полый вал воздушной турбинки внутри чашки центробежного электрораслылителя и под действием центробежной силы тонким слоем растекается по ее краям. Ток высокого напряжения подведен непосредственно к головке распылителя, вследствие чего острые края начинают ко-ронировать. Электрические силы поля коронного заряда распыляют краску, мелкие заряженные частицы которой устремляются к окрашиваемой детали.
Однако одним из основных недостатков окраски в стационарных электрокрасочных установках является трудность окраски изделий сложной конфигурации и разных габаритов, обрабатываемых на одном и том же технологическом конвейере (кабины, детали, оперения, кузова и т. п.)- Кроме того, при окраске в электрическом поле осаждение лакокрасочного материала происходит успешно на выпуклых поверхностях изделий и менее успешно на местах углублений.
Поэтому для окраски таких изделий, а также углублений, труднодоступных и внутренних поверхностей приходится применять подкраску ручными пневматическими распылителями.
Стационарные электроокрасочные установки наиболее экономичны при непрерывной окраске большого количества однотипных деталей (в крупносерийном и массовом производстве). При небольшом количестве автомобилей, подлежащих окраске, целесообразно применять ручную окраску в электрическом поле высокого напряжения. Основным преимуществом ручной окраски в электрическом поле перед автоматической является маневренность, т. е. возможность поместить распылитель в любое требуемое положение относительно окрашиваемого изделия. Окраска в электрическом поле совершенствуется путем комбинирования этого метода с пневмо- и безвоздушным распылением. Для ручной окраски в электрическом поле на авторемонтных и автотранспортных предприятиях чаще всего применяют установки УЭРЦ-4 или УЭРЦ-5 для ручной электроокраски, созданные Минским конст-рукторско-технологическим экспериментальным институтом автомобильной промышленности, которые позволяют работать одновременно чашечным электрораспылителем и пневмоэлектрораспы-лителем,. Наличие распылителей двух типов дает возможность применять установку для окраски изделий сложной конфигурации.
В последнее время получает распространение комбинированный способ окраски, сочетающий холодное безвоздушное распыление лакокрасочного материала в электрическом поле высокого напряжения. Дли окраски в электрическом поле высокого напряжения с применением безвоздушного распыления НПО «Лакокраспокрытие» разработана установка, снабженная ручным гидроэлектростатическим распылителем УГЭР-3. Применение этой установки для окраски плоских поверхностей значительно повышает производительность окрасочных работ.
Широкое применение за рубежом получили ручные электростатические распылители фирмы «Ransburg (США), которые выпускаются трех видов: с вращающейся чашей, с пневматическим распылением лакокрасочного материала (пневмоэлектроста-тический) и с безвоздушным распылением (гндроэлектростатнче-ский).
Ручной электростатический распылитель с вращающейся чашей имеет небольшую частоту вращения чаши (525 об/мин). Вследствие этого распыление и осаждение лакокрасочного материала на изделиях осуществляется только под действием сил электрического поля; потери при окраске минимальные.
В качестве источника высокого напряжения в ручных электрораспылителях фирмы «Ransburg» используются трансформаторно-выпрямительные устройства, смонтированные по схеме удвоения напряжения. Лакокрасочный материал подается на чашу из пневмобачка при давлении воздуха от 0,3 до 2,1 кгс/см2. Пневмоэлектростатический распылитель снабжается тремя видами сопел для воздуха. Одно из них применяется при массовом производстве, другое для тонкого распыления при высоком качестве окраски и третье при малопроизводительных работах. Расход воздуха при давлении 3,5 кгс/см2 не превышает 12 м3/кг.
Гидроэлектростатический распылитель имеет широкий диапазон изменения производительности. Однако наибольший электростатический эффект достигается при производительности до 600 см3/мин. Требуемые производительность и форма факела обеспечиваются набором сопел с ограничителями расхода воздуха и изменения давления, под которым находится лакокрасочный материал,
По сравнению с обычным безвоздушным распылением при окраске различных по сложности деталей достигается экономия лакокрасочного материала 15—35 %. Наиболее экономично распылитель работает при давлении на краску от 35 до 105 кгс/см2. Оптимальное расстояние от распылителя до окрашиваемой поверхности 200—300 мм.
Для окраски вагонов в электрическом поле широкое распространение получила установка УЭРЦ-4 ( 88), которая монтируется на раме 3 четырехколесной малогабаритной тележки. Эта установка имеет генератор 2 высокого напряжения, дозирующее устройство 4, позволяющее подавать .краску к распылителям в требуемом количестве, и электрнзатор На передней панели располагаются гнезда: 18 — для присоединения магистрального воздухопровода, 19 — для трубопровода для подачи краски к пневматическому распределителю 5, 20 — для подачи краски к электрораспылителю 6, 21 — воздуховода 16 для подключения проводов ко второму электризатору, 17 — заземлению и 8 — электросети.
На панели установлены также приборы управления установкой и регулирования, переключатель 22 регулятора воздуха, поступающего к пневмораспылителю, манометры 10 и 12, тумблер 9 для подключения к сети напряжением 220 В, переключатель 23 воздуха, вольтметр // высокого напряжения, переключатель чМ стоты вращения чашечного краскораспылителя 15, переключатель 24 регулятора давления воздуха в дозаторе, тумблеры 13 с сигнальными лампами 7 для включения установки и 14 — для включения высокого напряжения. Такая установка может быть использована для окрашивания автобусов.
Для наружной окраски вагонов применяют также установки для безвоздушного распыления краски под давлением 45— 60 кгс/см2, подогретой до температуры 70—180°С.
Двусторонняя проходная окрасочная камера. В существующих конструкциях проходных окрасочных камер применяется ручной труд для очистки от краски стен и дна камеры и осадочной ванны, С целью облегчения и механизации процесса удаления осадков краски предложена конструкция камеры (изобретение 403447), отличающаяся тем, что окрасочная камера снабжена дополнительными наклонными водяными экранами, расположенными в нижней части камеры и соединенными наклонными лотками с осадочной панной, вынесенной за пределы камеры в приямок, а и ванне установлены ящики для сбора осадков краски. Двусторонняя проходная окрасочная камера выполнена в виде двух одинаковых, но развернутых на 18° секций.
Источник
8.3. Электростатическое распыление
По значению и распространению в промышленности электростатическое распыление занимает одно из ведущих мест. Этот способ экономичен, обеспечивает хорошее качество покрытий, возможность автоматизации процесса и высокую производительность. Путем воздействия электрического поля на аэродинамичные частицы достигается практически полное осаждение распыляемого лакокрасочного материала на изделия (потери не >10%).
В электрическом поле можно окрашивать изделия I и II групп сложности, изготовленные из различных материалов, с применением стационарных и ручных установок. Особенно приемлем этот способ при окрашивании мелких изделий не очень сложной формы: деталей приборов, авто-, вело — и мотодеталей, электротехнических изделий, фурнитуры, бытовой техники, мебели, обуви и др. Его используют и при окрашивании средне — и крупногабаритных изделий, таких как кузова и кабины автомобилей, железнодорожные и трамвайные вагоны, автобусы. Хорошие результаты получены как при массовом, серийном производстве, так и при окрашивании единичных изделий. При применении стационарных установок существенно улучшаются санитарно-гигиенические условия труда, и повышается общая культура производства.
Недостатки: сложность и повышенная стоимость окрасочной аппаратуры, некоторые ограничения в использовании лакокрасочных материалов.
Основы способа. Сущность электростатического способа заключается в распылении лакокрасочного материала с одновременным сообщением образующимся аэрозольным частицам электрического заряда, благодаря чему они равномерно осаждаются на противоположно заряженном изделии.
При электростатическом нанесении приемлем любой способ образования аэрозолей, однако наиболее распространены механическое (центробежное), пневматическое и гидравлическое (безвоздушное) распыление. Возникновение заряда на частицах связано с наложением постоянного электрического поля высокого напряжения (50-140 кВ), при этом изделие, как правило, заземляется.
Существует несколько способов зарядки аэрозольных частиц, определяющих различный подход к аппаратурному оформлению процессов. Практическое использование нашли два из них: ионный и контактный.
Ионная зарядка. Ионная зарядка (зарядка ионной адсорбцией) широко используется во многих аппаратах электронно-ионной технологии благодаря высокой эффективности и простоте процесса. Источником ионов обычно является коронный разряд, возникающий в пространстве между двумя электродами, например, между электродной сеткой, соединенной с источником высокого напряжения, и заземленным изделием. Одним из важных свойств коронного разряда является его способность сообщать заряд аэрозолю, находящемуся на некотором расстоянии от электрода.
Заряд возникает в результате адсорбции частицами аэрозоля ионов, возникающих при ионизации воздуха. Адсорбция происходит до тех пор, пока силы отталкивания между ионами, осевшими на частице, и силы притяжения ионов частицей не уравняются. Адсорбция ионов вызывает направленное движение аэрозольных частиц (капель) по силовым линиям поля в сторону окрашиваемого изделия (рис. 8.4).
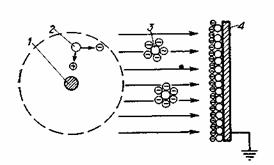
Рис. 8.4. Схема ионной зарядки частиц:
1 – коронирующий электрод; 2 – молекулы газа; 3 – частица краски; 4 – изделие
Максимальный заряд qмакс, который приобретает капля лакокрасочного материала, может быть вычислен по уравнению Потенье:
где e — диэлектрическая проницаемость лакокрасочного материала; Е – напряженность поля в данной точке; r — радиус капли.
При этом напряженность поля для точечного заряда Q равна:
 (8.6)
(8.6)
где  — диэлектрическая проницаемость среды (воздуха); l — расстояние от заряда до заземленного предмета.
— диэлектрическая проницаемость среды (воздуха); l — расстояние от заряда до заземленного предмета.
Контактная зарядка. Контактная зарядка (или зарядка путем электростатической индукции) происходит в результате контакта лакокрасочного материала с острой кромкой распылителя, восполняющего одновременно роль коронирующего электрода. Для лучшей зарядки материала обычно выбирают электрод вытянутой формы, образующий кромку в виде острия. Чем меньше радиус распылителя, тем больше напряженность электрического поля в этом месте и легче возникает коронный заряд, вызывающий распыление и зарядку материала. Коронный разряд образуется на острие кромки электрода, если напряженность поля достигает 3 МВ/м. При этом электрические заряды интенсивно стекают в воздух, вызывая его ионизацию в прилегающем к электроду пространстве.
При подключении высокого напряжения к коронирующему электроду на острие его кромки создается поверхностный заряд большой плотности. Если на такую кромку подать тонкий слой лакокрасочного материала, то он будет заряжаться и под влиянием сил электрического поля вытягиваться и стекать с поверхности в направлении заземленного изделия (рис. 8.5).
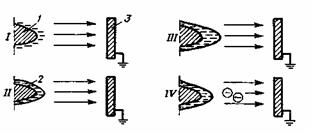
Рис. 8.5. Схема электростатического распыления и контактной зарядки частиц:
1 – коронирующий электрод; 2 – слой лакокрасочного материала; 3 – изделие
Образуются направленный движущийся аэрозоль заряженных частиц (капель) лакокрасочного материала.
Заряд капли аэрозоля, полученный при контактной зарядке, определяется из уравнения:
 (8.7)
(8.7)
где U – напряжение, подаваемое на электрод; Uк — напряжение тока, составляющее появлению тока коронного разряда;  — радиус закругления кромки распылителя; l — расстояние от распылителя до изделия; А – расчетная постоянная;
— радиус закругления кромки распылителя; l — расстояние от распылителя до изделия; А – расчетная постоянная;  — диэлектрическая проницаемость лакокрасочного материала;
— диэлектрическая проницаемость лакокрасочного материала;  — удельное объемное электрическое сопротивление лакокрасочного материала.
— удельное объемное электрическое сопротивление лакокрасочного материала.
Как следует из формулы (8.7), заряд возрастает с повышением приложенного напряжения и уменьшается при увеличении l,  , , . Заряд растет так же пропорционально квадрату радиуса капли. Однако масса капли, определяющая кинетическую устойчивость аэрозоля, увеличивается еще быстрее – пропорционально кубу радиуса.
, , . Заряд растет так же пропорционально квадрату радиуса капли. Однако масса капли, определяющая кинетическую устойчивость аэрозоля, увеличивается еще быстрее – пропорционально кубу радиуса.
Поэтому высокая степень диспергирования лакокрасочного материала благоприятно сказывается на распылении.
При контактной зарядке лакокрасочного материала заряд аэрозольных частиц в 10–30 раз больше, чем при ионной, поэтому промышленные электроокрасочные установки работают преимущественно с использованием контактного способа зарядки.
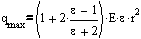
Зарядка капель способствует не только их дроблению и направленному движению, но и образованию частиц. В отличие от пневматического при электростатическом распылении факел образуется в результате взаимного отталкивания одноименно заряженных капель. Угол  между образующими факела являются функцией напряженности поля Е, радиуса r и заряда Q капли:
между образующими факела являются функцией напряженности поля Е, радиуса r и заряда Q капли:

Большой угол факела не всегда желателен, т.к. возрастают потери лакокрасочного материала за счет уноса вентиляцией. Поэтому на практике используют различные способы фокусирования материалов с учетом габарита и формы покрываемых изделий.
Заряженные частицы, образующиеся при распылении в электрическом поле, двигаются к поверхности окрашиваемого изделия по определенной траектории. Она формируется под влиянием действующих на частицу сил:
 (8.8)
(8.8)
где Fq — сила тяжести; Fk — сила, обусловленная действием электрического поля, Fk =
Eq max; FE — сила, обусловленная неравномерным распределением напряженности электрического поля; Fc — сила взаимодействия частицы с другими, близко находящимися частицами.
Противодействующей движению является сила, обусловленная сопротивлением воздуха перемещению частицы. Скорость движения падает пропорционально логарифму радиуса частицы. Так, при максимальной напряженности поля 0,5 МВ/м скорость перемещения частицы радиусом 100 мкм не превышает 1 м/с. Крупные частицы с большой массой, получившие небольшой заряд, при движении могут отклониться настолько, что выпадут из-под влияния электрического поля и будут унесены вентиляцией, не достигнув поверхности изделия.
Разрядка частиц завершает цикл процессов, связанных с переносом вещества в поле коронного разряда, и является одновременно процессом астабилизации дисперсии. Наряду с переходом капель в нейтральное состояние (в результате стекания зарядов на заземленное изделие) происходит их слияние; вязкость образующейся жидкой пленки непрерывно увеличивается вследствие испарения растворителя, соответственно изменяются и электрические параметры слоя.
При прямом контакте капель с поверхностью скорость их разрядки определяется собственной проводимостью материала: чем больше (или чем меньше ), тем быстрее и полнее происходит стекание зарядов. Таким образом, удельное объемное сопротивление на разных стадиях нанесения лакокрасочных материалов играет двоякую роль: с его ростом облегчается зарядка аэрозольных частиц и одновременно затрудняется их разрядка.
Если краска осаждается на уже осевший слой лакокрасочного материала или на предварительно окрашенную (загрунтованную) поверхность, то определяющее влияние на разрядку оказывает сопротивление этого слоя. При большом сопротивлении происходит накопление зарядов на поверхности, осаждения лакокрасочного материала при этом заключается или полностью прекращается.
Поэтому на практике в зависимости от электрического сопротивления пленки наносят 1–3 слоя лакокрасочных материалов. Часто предусматривается нанесение сдвоенных слоев: последующий слой наносят на предыдущий, имеющий относительно низкое значение .
Нанесение лакокрасочных материалов в автоматизированных установках.Положительные качества электростатического распыления наиболее полно проявляются при использовании стационарных установок, работающих в автоматическом режиме.
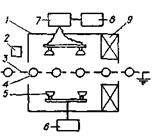
Рис. 8.6. Принципиальная схема стационарной электроокрасочной установки:
1 — окрасочная камера; 2 – пульт дистанционного управления; 3 – конвейер; 4 – изделие; 5 — электростатический распылитель; 6 — дозирующее устройство; 7 — кенотронный выпрямитель тока; 8 — электростатический генератор; 9 – вытяжная вентиляция
Конструкции таких установок весьма разнообразны, однако все они содержат следующие основные узлы: электростатический распылитель, дозирующее устройство, источник высокого напряжения постоянного тока, включающий электростатический генератор и кенотронный выпрямитель, искропредупреждающее (или предохранительное) устройство, окрасочную камеру (рис.8.6).
Электростатический распылитель – один из важных элементов установок. В зависимости от способа распыления лакокрасочных материалов находят применение распылители электростатические: с неподвижной коронирующей кромкой (чашечные ЭР–7, ЭР–8, ЭРВ–1, грибковые дисковые), пневмоэлектростатические (марки КЭП–2, АРЭГ–1), электроультразвуковые (тип УУЭ-1), гидроэлектростатические (тип КРГЭ–1).
Электромеханические распылители. Наибольшее распространение при окрашивании изделий в электрическом поле получили электромеханические распылители, в первую очередь чашечные (рис. 8.7). Они компактны, просты по устройству и надежны в эксплуатации. Рабочим органом таких распылителей служит коронирующая насадка в виде чаши диаметром 50–150 мм.
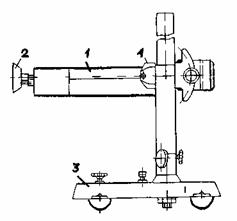
Рис. 8.7. Электростатический распылитель (чашечный) ЭР–8:
1 – корпус распылителя; 2 – чаша; 3 – подставка; 4 – кронштейн
Вращение коронирующей насадки осуществляется с помощью электрического привода обычно с частотой 1200–1400 об/мин. В последнее время разработаны высокооборотные чашечные и дисковые распылители, имеющие частоту вращения 30–60 тыс. об/мин. В частности, к ним относится распылитель ЭРВ–1. Лакокрасочный материал, поступающий в электромеханический распылитель, обычно приобретает заряд в зарядном устройстве, куда подается высокое напряжение (80-120кв); далее он поступает на чашу, на кромке которой диспергируется. Производительность электромеханических распылителей 1,5-2,5 г/мин на 1см длины коронирующей кромки. Для распылителей ЭР-8 в зависимости от диаметра чаши (применяют чаши с диаметром 60-10 см) это составляет 1,8-4,5 кг/ч по краске, или 60-150м2/ч по окрашиваемой поверхности.
При больших объемах окрасочных работ установки комплектуют несколькими распылителями (от 2 до 6), которые спаривают механизмами, обеспечивающими их качание или возвратно-поступательное перемещение в вертикальной плоскости (устройства типа «Качалка», «Робот» и др.). Расстояние от коронирующей кромки до изделия обычно 200-300 мм.
Пневмоэлектростатические распылители. Пневмоэлектростатические распылители создают более направленное перемещение аэрозоля лакокрасочного материала, чем электромеханические и тем самым позволяют лучше прокрашивать углубления в изделиях.
Распыление красок в них осуществляется с помощью струи сжатого воздуха, подаваемого под давлением 0,05-0,4 МПа. Производительность по окраске распылителей разных типов колеблется от 30 до 300 г/мин.
Щелевые электростатические распылители. Весьма производительны щелевые электростатические распылители ЩЭР-1 и ЩЭР-2. Длина их коронирующей кромки равна соответственно 500 и 700 мм, а производительность по краске достигает до – 120 г/мин. Они особенно хорошо зарекомендовали себя при окраске крупногабаритных изделий и объектов с несложным профилем поверхности: железнодорожных и трамвайных вагонов, тепловозов, вагонов метро и др.
Источниками постоянного тока высокого напряжения в автоматизированных установках обычно служат высоковольтная выпрямительная установка УВ-160-2,5, каскадный или роторный генераторы. (Распылитель АРЭГ-1 имеет встроенный в корпус электрогазодинамический генератор, повышающий напряжение с 6 до 45 кВ).
Питание электростатических и электродинамических распылителей жидкими лакокрасочными материалами обеспечивается с помощью дозирующего устройства ДКХ-3.
Способом электростатического распыления можно наносить различные виды лакокрасочных материалов: грунтовки, лаки и эмали алкидные, мочевиноформальдегидные, меламиноалкидные, масляно-стирольные, эпоксидные (одноупаковочные) и др. Хорошо наносятся лакокрасочные материалы, у которых  ,
,
 Ом×м, а вязкость 25-70 мПа×с (по реостату), или 14-25 с по В3-4. Для разведения этих материалов применяют разбавители марки РЭ. Толщина однослойных покрытий при нанесении составляет 18-25 мкм. При использовании распылителей с высокой частотой вращения чаши можно применять лакокрасочные материалы с вязкостью 60-80 с по В3-4, при этом на 25-30% возрастает толщина получаемых однослойных покрытий (рис. 8.8).
Ом×м, а вязкость 25-70 мПа×с (по реостату), или 14-25 с по В3-4. Для разведения этих материалов применяют разбавители марки РЭ. Толщина однослойных покрытий при нанесении составляет 18-25 мкм. При использовании распылителей с высокой частотой вращения чаши можно применять лакокрасочные материалы с вязкостью 60-80 с по В3-4, при этом на 25-30% возрастает толщина получаемых однослойных покрытий (рис. 8.8).

Рис. 8.8. Зависимость предельных значений вязкости h эмали МЛ-12 при нанесении и толщины слоя покрытия  от частоты вращения чаши электростатического распылителя
от частоты вращения чаши электростатического распылителя
Нанесение лакокрасочных материалов, содержащих высоколетучие растворители, (нитратцеллюлозных, виниловых, акриловых), применяется ограниченно из-за резкого увеличения вязкости на кромке распылителя и повышенной пожаро — и взрывоопасности. Их нанесение допускается только на установках, снабженных искропредупреждающими устройствами. Определенные трудности представляет также нанесение водоразбавляемых лакокрасочных материалов и красок, содержащих металлические пигменты: вследствие высокой электрической проводимости происходит утечка зарядов по слою краски. Это исключает ее зарядку и делает небезопасной работу на установках. Для автоматического пневмоэлектростатического нанесения водорастворимых лакокрасочных материалов с  Ом×м разработан распылитель РВЛМ-1.
Ом×м разработан распылитель РВЛМ-1.
Способом электростатического распыления, как правило, окрашивают изделия из металла. Возможно нанесение красок и на неметаллические материалы, обладающие поверхностной электрической проводимостью не менее 10-8 см. Так, хорошо наносятся лакокрасочные материалы на древесину с влажностью 10-12%, у которой  см. При окрашивании древесины с меньшей влажностью применяют специальные меры для повышения ее электрической проводимости: поверхностное увлажнение, обработку растворами ПАВ (например, 5-10% раствором алкамона ДС-М или КМ в уайт-спирите) или кислот (в частности, фосфорной), нанесение специальных токопроводящих грунтовок.
см. При окрашивании древесины с меньшей влажностью применяют специальные меры для повышения ее электрической проводимости: поверхностное увлажнение, обработку растворами ПАВ (например, 5-10% раствором алкамона ДС-М или КМ в уайт-спирите) или кислот (в частности, фосфорной), нанесение специальных токопроводящих грунтовок.
При окрашивании изделий из пластмасс и резины устанавливают с внутренней стороны изделия металлические экраны или вставки, подводят ток от внешнего источника (способ нейтрализации потенциалов), обрабатывают наружную поверхность растворами ПАВ. Например, осаждение лаков на резиновых сапожках удовлетворительно идет, если на конвейере они навешены на заземленные металлические колодки; полнее осаждаются лакокрасочные материалы на деревянных корпусах радиоприемников и телевизоров с внутренними металлическими вставками.
Большое влияние на равномерность и качество покрытий, получаемых в электрическом поле, оказывает форма окрашиваемых изделий и комплектование их на подвесках. На изделиях сложной конфигурации создается неравномерное электрическое поле: заряды концентрируются на кромках и выступающих частях поверхности, напротив, в углублениях, пазах, они отсутствуют или их плотность ниже. Поэтому лакокрасочный материал осаждается в первую очередь на выпуклых и ровных поверхностях, внутренние углы, полости сосудов, и различные пазы и узкие щели, как правило, не прокрашиваются в электрическом поле. На конвейере экранирование одних изделий другими вызывает неравномерное распределение лакокрасочного материала на поверхности. Для улучшения равномерности часто устанавливают дополнительные не коронирующие электроды или сочетают электростатическое распыление с другими способами нанесения лакокрасочных материалов.
Стационарные электроокрасочные установки снабжены вентиляцией. Скорость движения воздуха внутри камеры небольшая. Обычно не превышает 0,2-0,3 м/с, в открытых проемах 0,4-0,5 м/с. В отличие от камер пневматического распыления электроокрасочные камеры не имеют гидрофильтров. Для обеспечения безопасности обслуживания установки снабжены автоблокировочными и сигнальными устройствами.
Нанесение лакокрасочных материалов с применением ручных установок. Ручные электроокрасочные установки применяют тогда, когда объем окрасочных работ невелик и использование стационарных установок становится нерентабельным. Они удобны при окрашивании единичных и крупногабаритных изделий в условиях бесконвейерного производства, а также при ремонтных работах. Особенно эффективно применение ручных установок при окрашивании сеток, решеток, длинномерных и некоторых других изделий.
Их достоинства: портативность, маневренность, сочетающиеся с более экономным (по сравнению с пневматическим распылением) расходованием материалов.
Получили распространение электроокрасочные установки с механическим (центробежным), пневматическим и гидравлическим распылением лакокрасочных материалов: УЭРЦ-1, УЭРЦ-4, УРЭЦ-4, УРЭГ-4, УРЭГ-2, Ореол-100. Все установки передвижные. УРЭГ-2 – переносная.
Основные их узлы:
1) электрораспылитель с кабелем высокого напряжения и краскораспыляющим шлангом;
2) высоковольтный генератор;
3) краскоподающее дозирующее устройство.
Установка УЭРЦ-4 имеет по два сменных распылителя, один из которых электромеханического, другой пневмоэлектростатического типа. Электромеханический распылитель с вращающейся коронирующей насадкой обеспечивает полноту осаждения красок 94-96%. Его удобно применять при окрашивании изделий и объектов с гладкими поверхностями: железнодорожных вагонов, пультов и щитов управления, станков, корпусов сварочных аппаратов, труб и др. Полнота осаждения красок при использовании пневмоэлектростатического распыления меньше (70-80%), однако он обеспечивает лучшее прокрашивание изделий сложной формы: частей металлорежущих станков, стоек подшипников, деталей турбин и др. Более высокой производительностью (300-600 г/мин по краске) отличаются гидроэлектростатические установки типа УГЭР, наиболее совершенной из них является установка УГЭР-4, укомплектованная распылителем КЭВ-3; краска распыляется в ней под давлением 6-8 МПа.
Электроокрасочная установка УРЭГ-2, используемая для нанесения лакокрасочных материалов на изделия небольших и средних размеров разной сложности (трубы, решетки, сетки и др.), укомплектована пневмоэлектростатическим распылителем со встроенным электрогазодинамическим генератором. Распыление лакокрасочного материала осуществляется под давлением воздуха 0,45-0,60 МПа и напряжением не более 45 кВ; производительности по краске 250-500 г/мин. С помощью ручных электроокрасочных установок обычно наносят мочевиноформальдегидные, глифталевые и пентафталевые лакокрасочные материалы. Оптимальная их вязкость при нанесении электомеханическими распылителями 15-20 с, пневмоэлектростатическими 20-25 с по ВЗ-4. Нанесение нитратцеллюлозных, перхлорвиниловых, водоразбавляемых лакокрасочных материалов, а так же красок, содержащих алюминиевую пудру (молотковые и др.), способом ручного электростатического распыления в целях безопасности обслуживающего персонала не допускается.
Окрашивание ручными электрораспылителями обычно производится в специальных камерах, оборудованных системой вытяжной вентиляции. Внутренние размеры камер выбираются с таким расчетом, чтобы изделия можно было свободно поворачивать в камере в любом положении до стен и пола камеры не менее 0,8 м. В противном случае краска может осаждаться на стены камеры. Объем воздуха, удаляемого из окрасочных камер, определяется по скорости его движения в открытых проемах, которая при использовании электромеханических распылителей принимается равной 0,3-0,4 м/с, пневмоэлектростатических 0,4-0,5 м/с.
При соблюдении необходимых правил пользования ручные электроокрасочные установки не опасны в работе. Конструкции установок исключают искрообразование. Ток короткого замыкания мал и не вызывает опасности для человека. В частности, на установке УРЭГ-2 он не превышает 40 мкА, в то время как в автоматических стационарных установках достигает 0,1 А. Предусмотрено тщательное заземление аппаратуры.
Источник



