
Различные методы сшивания полиэтилена

Различные методы сшивания полиэтилена первоначально разрабатывались с целью повышения рабочей температуры изделий из полимеров. Однако, процессы сшивания позволяют улучшить и другие характеристики полимеров, такие как:
— уменьшение деформации под нагрузкой дает улучшенные характеристики на разрыв/излом при механическом напряжении в пленках и кабелях;
— увеличение химической стойкости (в т. ч. к воздействию растворителей);
— увеличенное абразивное сопротивление в кабельных оболочках и трубах;
— эффект памяти для усадочных трубных обвязок, пленок и упаковочных пленок;
— улучшенные характеристики динамической нагрузки для прессованных изделий и вспененного материала;
— повышенная стойкость к старению;
— повышенный модуль упругости;
— повышенная ударопрочность при низких температурах;
— пониженное каплеобразование (при горении).
Известно три основных промышленных способов сшивки полиэтилена, в зависимости от которых сшитый полиэтилен индексируется соответствующей литерой. Это пероксидный, силановый и радиационный процессы сшивания. В европейских стандартах приняты обозначения соответственно: PEX-A, PEX-B, PEX-C.
1. Технология пероксидной сшивки.
Представляет собой свободно-радикальный процесс, приводящий к образованию углерод-углеродных связей
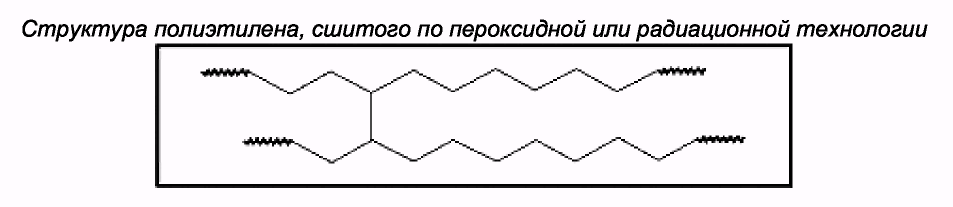
между полимерными цепочками (см. Рисунок 1). Для получения сшитого полимера по способу А полиэтилен перед экструдированием расплавляется вместе с антиокислителями и пероксидами. С повышением температуры пероксиды распадаются, образуя радикалы (молекулы со свободной связью). Радикалы пероксидов отрывают у звеньев полиэтилена по одному атому водорода, что приводит к появлению свободной связи у атома углерода. В соседних макромолекулах атомы углерода объединяются. Количество межмолекулярных связей составляет 2-3 на 1000 атомов углерода. Образуется трехмерная сетка, которая исключает возможность образования кристаллитов при охлаждении полимера. Процесс требует жесткого контроля за температурным режимом в процессе экструзии, и когда происходит предварительная сшивка, и в ходе дальнейшего нагревания трубы для завершения образования связей.
Структура полиэтилена, сшитого по пероксидной или радиационной технологии

Разложение пероксидов происходит после экструзии с помощью протяженных линий непрерывной вулканизации, соляной бани или азотной системы. Пероксидносшитые изделия требуют продолжительного замедленного цикла термообработки (часто при повышенном давлении) для завершения процесса вулканизации.
Пероксидная технология применяется для производства низко — и средневольтных кабелей, а также для производства труб.
2. Технология радиационной сшивки.
При облучении полимеров электронами, бета — или гамма-лучами образуются свободные радикалы, что приводит к появлению структур, схожих с полученными в результате пероксидной сшивки (см. Рисунок 1). Изделия облучаются после процесса экструзии, для этого часто приходится использовать отдельные производства. Процесс достаточно дорогой и продолжительный. Другим недостатком данного метода можно считать неизбежную неравномерность сшивки по толщине полиэтиленового слоя.
Радиационная сшивка полиэтилена применяется при производстве пленок, термоусадочных труб и кабельной изоляции.
2. Технология Силановой сшивки.
Применение силанов позволяет получить более гибкий и экономичный процесс сшивания. Технология влажной вулканизации Silquest® применяется в промышленности свыше 30 лет. Силано-сшитые полиолефины связаны Si-O-Si мостиками, (см. Рисунок 2) в отличие от C—C связей, образующихся в результате пероксидного или радиационного метода.
Структура полиэтилена, сшитого по силановой технологии

A: сшитый винилсилан (например, Sioplas®, Monosil®),
B: винилсилан сополимеризации (например,, Silink®, Visico®)
Sioplas, зарегистрированная торговая марка Dow Corning Corp.
Monosil, зарегистрированная торговая марка Maillefer SA
Silink, зарегистрированная торговая марка Dow Corp.
Visico, зарегистрированная торговая марка Borealis A. S.
Силановая технология состоит из двух этапов:
Этап 1): внедрение силана в полимер, либо привитием винилсилана на полимерную цепочку (см. Рисунок 3), либо сополимеризацией винилсилана с этиленом в реакторе полимеризации.
Этап 2): сшивка в присутствии воды (см. Рисунок 4), обычно ускоряемая оловянным или другими подходящими
Прививка винилсиланов на полиэтилен
 Рис. 3
Рис. 3
Сшивка Силанопривитого полиэтилена в присутствии влаги
 Рис. 4
Рис. 4
Силановое сшивание (СС) расширяет рамки производственного процесса, поскольку отпадает необходимость поддерживать температуру ниже температуры разложения перекиси. При использовании силана экструдат может быть быстро охлажден и подготовлен для чистовой обработки.
Скорость полимеризации определяется скоростью диффузии влаги, поэтому для ускорения реакции часто применяется горячая водяная баня, паровая сауна или автоклав низкого давления.
Силановая технология сшивания обладает следующми преимуществами, по сравнению с пероксидным и радиационным методами:
• снижение эксплуатационных затрат (стоимости энергии и труда)
• широкий спектр рецептур и применений
• возможность производства изделий различной толщины
• возможность производства изделий сложных форм
• повышение процента наполнения пластиков
• возможность применения со всеми типами полиэтиленов и сополимеров.
Данная технология применяется для производства кабелей низкого/среднего напряжения (до 35 КВ), полимерных труб для подогрева полов и питьевой воды. Не так давно силановое сшивание стали использовать при производстве листовых, пленочных и вспененных материалов.
Готовые химические комплексы были разработаны для оптимизации различных процессов и типов конечных продуктов.
В настоящее время существует несколько промышленных, хорошо отработанных методов нанесения силанов на сшиваемые полиолефины:
— Двухстадийный процесс, оригинально разработанный как Sioplas® в 1972 году Midland Silicones (Dow Corning)
— Одностадийный процесс Monosil® (1978, Maillefer SA и BICC Ltd.)
— Технология сополимеризации (1986, Mitsubishi)
— XL-PEarl® (1992, Union Carbide, в настоящее время GE Advanced Materials.
Описания этих методов приведены ниже.
 2-Х СТАДИЙНЫЙ ПРОЦЕСС Sioplas®
2-Х СТАДИЙНЫЙ ПРОЦЕСС Sioplas®
При использовании этого метода силановая смесь (содержащая какой-либо пероксид, но без катализатора конденсации) расплавляется вместе с полиэтиленом. Как правило, для этого используется оборудование смешения, например, двухвинтовые экструдеры, Ko-Kneader (Buss) и специальные одновинтовые экструдеры. Для разложения пероксида температура должна быть достаточно высокой (при помощи пероксида образуется место для привития силана к полиэтиленовой цепочке), а время достаточно продолжительным для завершения процесса привитой сополимеризации. При этом добавляются или привносятся с тем или другим ингредиентом некоторые совместимые добавки (например, антиоксиданты, наполнители и армирующие агенты). Этот материал обычно гранулируется, высушивается и хранится в сухом прохладном месте сроком до шести месяцев в мешках с внутренней прокладкой из
алюминиевой фольги. Также готовится маточная смесь катализатора, она состоит из полиэтилена и катализатора конденсации, который обычно представляет собой производное олова. В большинстве случаев, первая стадия разделена по времени и месту со второй. На второй стадии маточная смесь привитого полимера и катализатора соединяются непосредственно перед подачей в экструдер. После соединения срок хранения полученной смеси очень краток, особенно если она подвергается воздействию влаги.
Примечание: указанные материалы не следует перевозить и хранить вместе без надлежащей упаковки и физического разделения.
Полученное изделие обычно охлаждается в ванне, подвергаясь необходимому для полимеризации воздействию влаги. Скорость полимеризации определяется скоростью диффузии влаги, поэтому для ускорения реакции часто применяется горячая водяная баня, паровая сауна или автоклав низкого давления.
Оборудование, необходимое для производства полиэтилена, сшитого силаном, предлагается такими компаниями, как Werner & Pfleider (Германия) и BUSS (Швейцария).

Метод Sioplas® применяется прежде всего для оценки возможности применения силанового сшивания для нового продукта. Он предоставляет производителям привитых полимеров максимальную гибкость в производстве подходящих материалов малыми партиями. Имеется возможность проведения испытаний различных материалов при незначительных или нулевых капиталовложениях. Большинство новых продуктов для производства пленок, кабелей и труб было получено именно этим методом.

Таблица1. Продукты для двухстадийного процесса Sioplas®
Источник
Пероксидный метод сшивки (Метод а).
Пероксидная сшивка полиэтилена (метод «А», ещё одно название метод Энджела) – химический способ «сшивки» модификации полиэтилена с использованием органических пероксидов или гидропероксидов.
Из химии: органические пероксиды – производные перекиси водорода (НООН). В них или один (гидропероксид, ROOH), или два (пероксид, ROOR) атома водорода замещены органическими радикалами. По ГОСТ 19433-88 пероксиды являются особо опасными веществами. Из-за того, что получение пероксидов является сложным и дорогостоящим процессом, масса добавляемого в расплав пероксида только около 1-2 кг на 1 т полиэтилена.
При сшивке по методу Энджела полиэтилен расплавляют вместе с антиокислителями и пероксидами перед экструдированием. При увеличении температуры пероксиды разлагаются с образованием радикалов (молекулы со свободной связью). Радиакалы пероксидов «забирают» у звеньев полиэтилена по одному атому водорода. Из-за этого у атома углерода появляется свободная связь. Атомы углерода из соседних макромолекул объединяются между собой. Количество межмолекулярных связей составляет 2-3 на 1000 атомов углерода. После этого идёт образование трехмёрной сетки. Она не даёт возможности образования кристаллитов при охлаждении полимера. При экструзии нужно строго следить за соблюдением температуры (особенно в процессе предварительной сшивки и в ходе дальнейшего нагревания трубы до прекращения образования связей). В ходе охлаждения полученного продукта может происходить снижение плотности полиэтилена.
Разложение пероксидов происходит после экструзии с помощью протяженных линий непрерывной вулканизации, соляной бани или азотной системы. Пероксидно-сшитые изделия требуют продолжительного замедленного цикла термообработки (часто при повышенном давлении) для завершения процесса вулканизации. Пероксидная технология применяется для производства низко- и средневольтных кабелей, а также для производства труб.
Метод А — самый дорогой. Он гарантирует полный объемный охват массы материала воздействием пероксидов, так как они добавляются в исходный расплав. Однако, этот метод требует , чтобы степень сшивки РЕХ не была ниже 75%, что делает трубы из этого материала более жесткими по сравнению с изделиями, полученными способами В и С.

Технологический процесс изготовления сшитой изоляции из композиций ПЭ, содержащих пероксиды, осуществляют на ЛКНВ, совмещающих процесс наложения изоляции и процесс сшивания (вулканизации). По этой причине такой полиэтилен иногда называют вулканизующимся, а процесс сшивания – вулканизацией. На стадии изготовления композиции (а иногда в процессе
Рис 2. Зависимость периода полураспада т пероксида дикумила от температуры Т.
экструдирования изоляции) в ПЭ вводят пероксид дикумила, период полураспада которого в зависимости от температуры показан на рис. 1.2.1; за время, равное трем периодам полураспада, происходит разложение 87,5% введенного количества пероксида дикумила, т. е. при +200° С это составляет примерно 35 с. При сшивании идут следующие реакции: во-первых, под воздействием теплоты происходит распад пероксида с образованием двух радикалов:
 :
:

Затем идет отщепление атома водорода от молекулы ПЭ с образованием макрорадикала и кумилалкоголя:
Рекомбинация двух макрорадикалов приводит к образованию поперечной связи:
Кроме этих полезных реакций следует рассмотреть и побочные реакции. Образовавшийся на второй стадии кумилалкоголь ROH при определенных условиях может выделять воду и образовывать а-метилстирол:

а образующийся на первой стадии радикал RO может превращаться в ацетофенон с выделением метилового радикала:

Метиловый радикал, отщепляя водород в основной цепи, образует реакционноспособный макрорадикал и метан как побочный продукт. Таким образом, наличие в изоляции а-метилстирола будет ухудшать диэлектрические параметры tgδ, а вода и метан будут способствовать образованию в ней микропустот. Следует также отметить, что на процесс сшивания заметное влияние оказывает структура основной цепи, так как способность атома водорода отщепляться от главной цепи зависит от его положения в ней, а наличие полярных групп в основной цепи ведет к захвату радикалов и уменьшает способность полимера к сшиванию.
Источник
Мифы о трубах из сшитого полиэтилена
На сегодняшний день, к сожалению, маркетинговые ходы и рекламные уловки всё чаще влияют на различные технические решения и выбор в проект того или иного материала и оборудования. Всё чаще у проектировщиков вместо полноценного технического паспорта или каталога на оборудование на столе оказывается рекламные буклеты и брошюры, по которым он и производит подбор. То, что недопустимо писать в серьёзной технической литературе, перекочевывает на страницы таких буклетов. Зачастую маркетологи присваивают своему товару завышенные или вовсе несуществующие показатели, вводя инженеров в заблуждение. Как правило, незаурядные технические особенности оборудования в буклетах представляются как неоспоримые преимущества. И наоборот, любая техническая информация о конкурентной продукции представляется в виде существенных и неисправимых недостатков.
Все эти факторы в конечном cчете приводят к неверному выбору материалов и оборудования, что в итоге может привести к аварийной ситуации. Вина в этом случае ложится на плечи инженера-проектировщика, так как у любого производителя наряду с красочной рекламой, триумфально описывающей все прелести товара, имеются либо сноски мелким шрифтом, либо тщательно скрываемый от людского глаза технический паспорт с реальными данными. Чаще всего в рекламных брошюрах приводится информация, не противоречащая паспортным данным, но преподнесенная таким образом, что у людей создается ложное представление о реальных технических особенностях товара. Например, фразы «труба выдерживает температуру 95 ºС и давление 10 бар» и «труба выдерживает температуру теплоносителя 95 ºС при его давлении 10 бар в течение 50 лет» кардинально отличаются друг от друга. В первом случае загадана загадка: труба способна выдержать 95 ºС температуру теплоносителя и 10 бар одновременно, либо это две критические точки применения данной трубы? А самое главное – отсутствует временной показатель, то есть неизвестно, в течение какого времени трубопровод выдерживает данные параметры – пять минут, час или 50 лет?
В этой статье приведены основные маркетинговые уловки и мифы, распространяемые производителями труб из сшитого полиэтилена (PEX).
1-я группа мифов – о превосходстве одного способа сшивки над другим
Практически любой производитель труб из PEX утверждает, что именно способ сшивки их труб самый лучший, а прочие никуда не годятся. Только полиэтилен, сшитый по их методике, будет обладать повышенными прочностными характеристиками и показателями надёжности.
Для начала хотелось бы напомнить некоторые сведения о сшивке полиэтилена. Под сшивкой подразумевается создание пространственной решётки в полиэтилене высокой плотности за счёт образования объёмных поперечных связей между макромолекулами полимера. Относительное количество образующихся поперечных связей в единице объёма полиэтилена определяется показателем «степени сшивки». Степень сшивки – это отношение массы полиэтилена, охваченного трёхмерными связями к общей массе полиэтилена. Всего известно четыре промышленных способа сшивки полиэтилена, в зависимости от которых сшитый полиэтилен индексируется соответствующей литерой.
Таблица 1. Виды сшивки полиэтилена
Минимальная степень сшивки рабочего слоя
Вид способа по методу воздействия
Сшивка органическими пероксидами или гидропероксидами
Сшивка органическими силанидами (силанами)
Сшивка потоком элементарных частиц
Пероксидная сшивка (метод «a»)
Метод «a» является химическим способом сшивки полиэтилена при помощи органических пероксидов и гидропероксидов.
Органические пероксиды представляют из себя производные перекиси водорода (HOOH), в которых один или два атома водорода заменены органическими радикалами (HOOR или ROOR). Самый популярный пероксид, применяемый при производстве труб – dimethyl-2.5-di-(bytylperoxy)hexane. Пероксиды относятся к особо опасным веществам. Их получение – технологически сложный и дорогостоящий процесс.
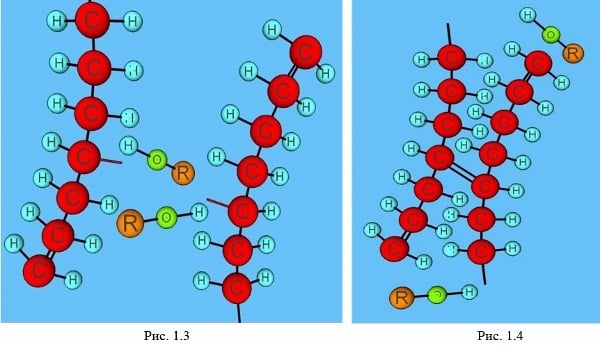
Для получения PEX по методу «а» полиэтилен перед экструдированием расплавляется вместе с антиокислителями и пероксидами (процесс Томаса Энгеля), рис. 1.1. С повышением температуры до 180–220 ºС пероксид разлагается, образуя свободные радикалы (молекулы со свободной связью), рис. 1.2. Радикалы пероксидов забирают у атомов полиэтилена по одному атому водорода, что приводит к образованию свободной связи у атома углерода (рис. 1.3). В соседних макромолекулах полиэтилена атомы углерода, имеющие свободные связи, объединяются (рис. 1.4). Количество межмолекулярных связей составляет 2–3 на 1000 атомов углерода. Процесс требует жесткого контроля за температурным режимом в процессе экструзии, когда происходит предварительная сшивка, и в ходе дальнейшего нагревания трубы.
Метод «а» самый дорогой. Он гарантирует полный объёмный охват массы материала воздействием пероксидов, так как они добавляются в исходный расплав. Однако этот метод требует того, чтобы сшивка была не ниже 75 % (по российским нормам – не ниже 70 %), что делает трубы из данного материала более жёсткими по сравнению с другими способами сшивки.
Силановая сшивка (метод «b»)
Метод «b» является химическим способом сшивки полиэтилена при помощи органосиланидов. Органосиланиды представляют соединения кремния с органическими радикалами. Силаниды – ядовитые вещества.
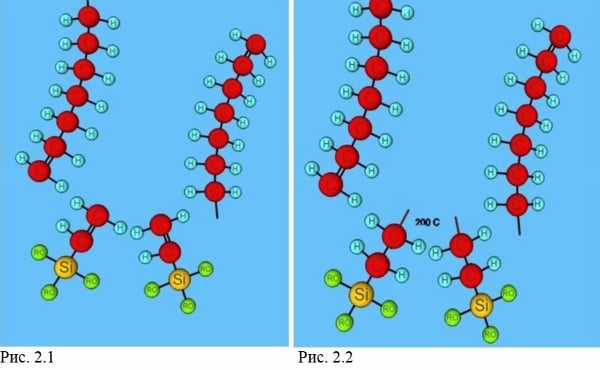
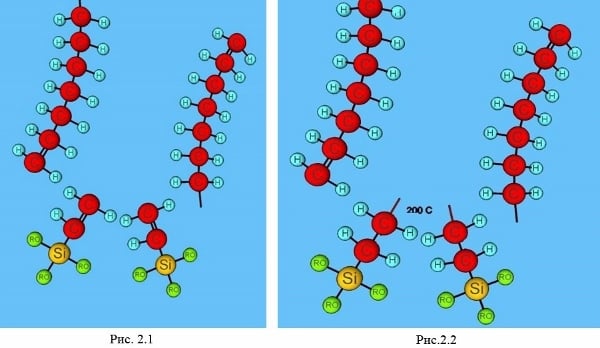
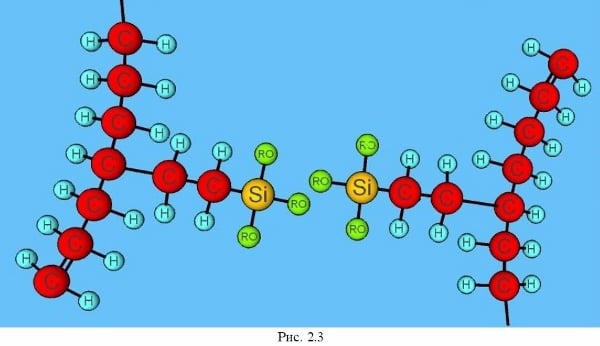
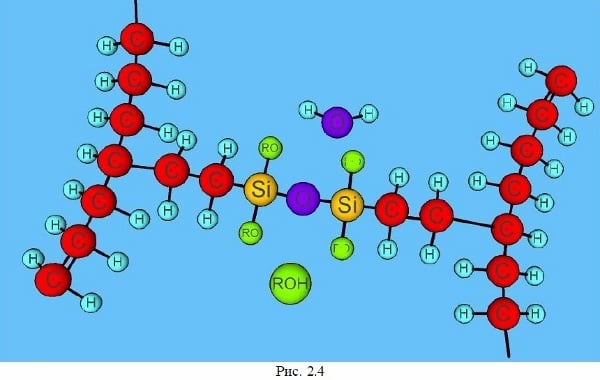
В настоящее время для производства PEX-труб по методу «b» в основном используется винилтриметаксилоксан (H2C=CH)Si(OR)3 (рис. 2.1). При нагревании связи винильной группы разрушаются, превращая его молекулы в активные радикалы (рис. 2.2). Эти радикалы замещают атом водорода в макромолекулах полиэтилена (рис. 2.3). Затем полиэтилен обрабатывают водой либо водяным паром, органические радикалы при этом присоединяют молекулу водорода из воды и образуют стабильную гидроокись (органический спирт). Соседние радикалы полимера замыкаются через связь Si-O, формируя пространственную решётку (рис. 2.4). Вытеснение воды из PEX ускоряется при помощи оловянного катализатора. Процесс окончательной сшивки происходит уже в твёрдой стадии изделия.
Радиационная сшивка (метод «c»)
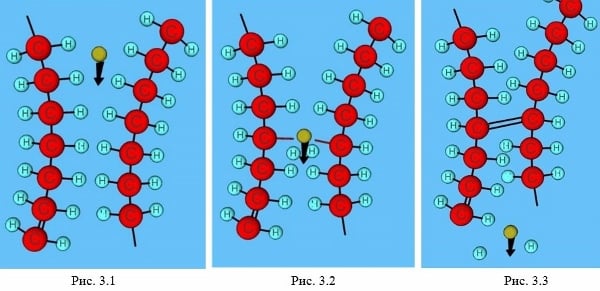
Метод «c» заключается в воздействии на группу C-H потоком заряженных частиц (рис. 3.1). Это может быть поток электронов или гамма-лучей. При таком воздействии часть связей C-H разрушается. Атомы углерода соседних макромолекул, у которых был выбит атом водорода, объединяются друг с другом (рис. 3.3). Облучение полиэтилена потоком частиц происходит уже после его формования, то есть в твёрдом состоянии. К недостаткам данного метода можно отнести неизбежную неравномерность сшивки.
Невозможно расположить электрод так, чтобы он был равноудалён ото всех участков облучаемого изделия. Поэтому полученная труба будет иметь неравномерную сшивку по длине и по толщине.
В качестве источника облучения чаще всего используется циклический ускоритель электронов (бетатрон), который относительно безопасен как в производстве, так и в применении готовой трубы.
Несмотря на это во многих европейских странах производство труб сшитых методом «с» запрещено.
Для удешевления процесса сшивки иногда используют в качестве источника излучения радиоактивный кобальт (Co60). Данный метод безусловно дешевле, так как труба просто помещается в камеру с кобальтом, однако безопасность использования таких труб весьма сомнительна.
Заблуждение № 1: «Сшивка перекидным способом (PEX-a) по прочности получаемого материала лучше прочих, потому что регламентированная минимальная степень сшивки для данного метода больше, нежели для остальных метолов. А чем больше степень сшивки PEX, тем прочнее материал»
Действительно, ГОСТ Р 52134 регламентирует различную минимальную допустимую степень сшивки труб из PEX для разных способов изготовления (табл. 1), и правда то, что при увеличении степени сшивки увеличивается прочность труб.
Однако сравнивать степени сшивки PEX-a, PEX-b и PEX-c недопустимо, так как образованные в результате сшивки молекулярные связи данных материалов имеют различную прочность, а следовательно даже сшитые до одной и той же степени данные виды полиэтилена будут иметь различную прочность. Энергия связи типа С-С, которая образуется в полиэтилене, сшитом методом «a» и «c» составляет порядка 630 Дж/моль, в то время как энергия связи типа Si-C, которая образуется в полиэтилене, сшитом методом «b» составляет 780 Дж/моль. На физико-химические и технические свойства влияет и взаимодействие макромолекул за счет водородных связей, возникающих в полимере вследствие наличия полярных групп и активных атомов, а также образование ассоциатов в результате взаимодействия самих поперечных связей. Это в первую очередь характерно для силанольносшитого полимера, где имеется большое число силанольных групп, способных образовывать дополнительные узлы зацепления в аморфных областях, повышающие плотность структурной сетки (которая на 30 % больше, чем при пероксидом, и в 2,5 раза – чем при радиационном сшивании) и уменьшающие деформируемость при высоких температурах.
Стендовые испытания труб из сшитых полиэтиленов показывают некоторое прочностное преимущество силановой сшивки. Так, при температуре испытания 90 °C для труб диаметром 25 мм и длиной 400 мм давление разрушения труб из РЕХ-а, PEX-b и РЕХ-с составило соответственно 1,72, 2,28 и 1,55 МПа (В.С. Осипчик, Е.Д. Лебедева, «Сравнительный анализ эксплуатационных свойств сшитых различными методами полиолефинов и улучшение физико-химических характеристик силанольносшитого полиэтилена», 24 мая 2011 г.).
Таким образом, заявления о том, что PEX-a является самым прочным материалом из-за большей степени сшивки, не соответствуют действительности. Данный фактор является скорее недостатком, нежели достоинством этого метода сшивки.
Метод сшивки – это не самый важный показатель трубы при её выборе. В первую очередь следует убедиться, что полиэтилен, из которого сделана труба, действительно сшит. Некоторые производители недосшивают или вовсе не сшивают трубу, при этом указывают на ней те же характеристики что и на качественные PEX трубы.
Например, в мае 2013 г. на территории Украины были выведены из оборота трубы фирмы GROSS. Под этой маркой распространялись трубы из сшитого полиэтилена, на самих трубах была маркировка PEX (рис. 4), но по факту эти трубы состояли из обычного несшитого полиэтилена, стоит ли говорить об их эксплуатационных характеристиках? Есть несложный способ определить, что перед вами – сшитый полиэтилен или подделка из обычного полиэтилена. Для этого кусочек трубы нужно нагреть до температуры 150–180 ºС, обычный полиэтилен при такой температуре теряет свою форму, а сшитый за счёт межмолекулярных связей сохраняет свою форму даже при таких высоких температурах (рис. 5).
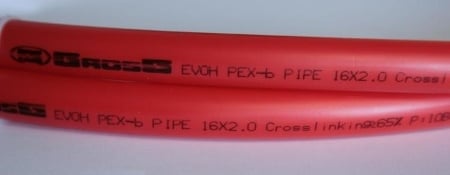
Рис. 4. Маркировка на трубе Gross

Рис. 5. Трубы Gross (образец 7) и VALTEC PEX-EVOH (образец 6) поле прогрева в печи в течение 30 мин при температуре 180 ºС
Заблуждение № 2: «Только полиэтилен, сшитый по методу «a», обладает свойствами температурной памяти, полиэтилены сшитые другими способами данным свойством не обладают».
Что в данном случае подразумевается под «эффектом температурной памяти»? Суть данного эффекта заключается в том, что предварительно деформированная труба после прогрева восстанавливает свою исходную форму, которую она имела до деформации. Это свойство проявляется из-за того, что при изгибе и деформации молекулярно-связанные участки сжимаются или растягиваются, при этом накапливая внутреннее напряжение. После прогрева в местах деформации упругость материала снижается. Внутренние напряжения, накопленные в процессе деформации, создают в толще «размягшего» материала усилия, направленные в сторону исходной формы трубы. Под воздействием этих усилий трубы стремится восстановиться.

Рис. 6.1. Излом трубы VALTEC PEX—EVOH (способ сшивки – PEX-b) и ее восстановление после прогрева до 100 °С

Рис. 6.2. Излом трубы из PEX-а с антидиффузионным слоем и ее восстановление после прогрева до 100 °С

Рис. 6.3. Излом трубы из PEX—c без антидиффузионного слоя и ее восстановление после прогрева до 100 °С (неокрашенный сшитый полиэтилен при высоких температурах становиться прозрачным)
На рисунках 6.1–6.3 показано восстановление труб с различными способами сшивки после залома. При всех способах сшивки трубы восстановили свою первоначальную форму. На трубах, покрытых антидиффузионным слоем, после восстановления образовались складки. В этих местах антидиффузионный слой отслоился от слоя PEX. Это не влияет на характеристики трубы, так как рабочим слоем является слой PEX, который полностью восстановился.
Эффект памяти присущ любому сшитому полиэтилену. Отличие PEX-a в технике восстановления заключается лишь в том, что PEX-a сшивается во время экструзии, и первоначальная форма, которую стремится вернуть трубопровод, – прямая. PEX-b и PEX-с, как правило, сшиваются уже после формирования в бухты, и, соответственно, форма, к которой будут стремиться трубопроводы, – круг с радиусом, равным радиусу бухты.
Заблуждение № 3: «Сшивка методом «b» не обеспечивает требуемую гигиеничность труб, так как силаниды, применяемые при производстве данных труб, токсичны».
Действительно, кремневодороды (SiH4 – Si8H18), применяемые для получения PEX-b, крайне ядовиты. Однако кремневодороды для сшивки полиэтилена применяют только в кабельной промышленности. Для производства труб используется органосиланиды, которые тоже ядовиты, но их отличительной особенностью является то, что при сшивке они либо полностью переходят в химически связанное состояние, либо превращаются в химически нейтральный органический спирт, который вымывается при гидратации трубопроводов. На сегодняшний день самым распространённым реагентом для сшивки полиэтилена методом «b» является винилтриметаксилан (упрощенная формула: С2Н4Si (OR)3).
Основным показателем безопасности трубопровода и фитингов является гигиенический сертификат. Только трубы и фитинги, на которые есть данный сертификат, допустимы к установке в системах питьевого водоснабжения.
Заблуждение № 4: «Только у труб PEX-a степень сшивки равномерна по всему сечению, в то время как у других труб сшивка не равномерна».
Основным преимуществом сшивки методом «а» является то, что пероксиды добавляются в расплавленный полиэтилен до его экструзии в трубу, и сшивка трубы при должном внимании к температурам и дозировкам пероксидов будет равномерна.
Когда трубопроводы из сшитого полиэтилена массово не применялись, у сшивок методом «b» и «c» действительно существовал недостаток, заключающийся в неравномерности сшивки по длине и ширине трубопровода. Однако, когда объём производства труб достиг нескольких километров в неделю, возник вопрос о повышении качества и автоматизации данных видов сшивки. Силановым методом можно равномерно сшить трубопровод, подобрав правильную дозировку реактивов, точно поддерживая температурные и временные параметры обработки трубы, а также используя катализаторы (олово).
К тому же современный метод ввода силана отличается от первоначального, если раньше силан добавлялся в расплав полиэтилена при экструзии (метод В-SIOPLAST), то сейчас, как правило, силан предварительно смешивается с пероксидом и некоторым количеством полиэтилена и только потом добавляется в экструдер (метод В-MONOSIL).
Заводы, производящие большие объёмы труб, давно методом проб и ошибок вышли на идеальную технологию сшивки, а автоматизация производства позволила получать трубы со стабильными характеристиками. Таким образом, проблема неравномерной сшивки трубопровода остаётся только у мелких, неавтоматизированных производств.
Заблуждение № 5: «PERT является одним из видов сшитого полиэтилена, и не уступает ему по характеристикам».
Термостойкий полиэтилен PERT является сравнительно новым материалом, применяемым для производства труб. В отличие от обычного полиэтилена, у которого в качестве сополимера используется бутен, в PERT сополимером является октен (октилен С8H16). Молекула октена имеет протяжённую и разветвленную пространственную структуру. Образуя боковые ветви основного полимера, сополимер создаёт вокруг главной цепи область взаимопереплетённых цепочек сополимера. Эти ветви соседних макромолекул образуют пространственное сцепление не за счёт образования межатомных связей как у PEX, а за счёт сцепления и переплетения своих «ветвей»
Термоустойчивый полиэтилен обладает рядом свойств сшитого полиэтилена: стойкость к высоким температурам и ультрафиолетовым лучам. Однако данный материал не обладает долговременной стойкостью к высоким температурам и давлению, а также является менее кислотостойким, чем PEX. На рис. 7 представлены графики длительной прочности сшитого полиэтилена PEX и высокотемпературного полиэтилена PERT, взятые из ГОСТ Р 52134-2003 с изменением № 1. Как видно из графиков, сшитый полиэтилен со временем мало теряет в своей прочности, даже при высоких температурах. При этом график падения прочности прямой и легкопрогнозируемый. У PERT график имеет излом, причём при высоких температурах этот излом наступает уже через два года эксплуатации. Точка излома называется критической, при достижении этой точки материал начинает активно ускорять потерю прочности. Всё это приводит к тому, что труба, которая достигла критической точки, очень быстро выходит из строя.
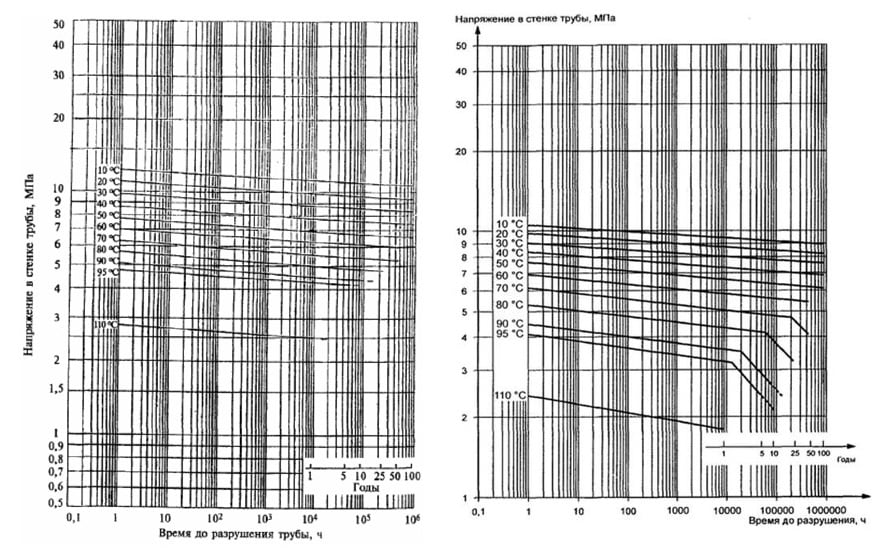
Рис. 7. Эталонные кривые длительной прочности труб из PEX (слева) и PERT (справа)
К тому же из-за отсутствия связей между макромолекулами PERT не обладает свойствами температурной памяти.
Заблуждение № 6: «PEX-трубы безоговорочно можно использовать для систем радиаторного отопления».
Условия применимости пластиковых и металлопластиковых трубопроводов на территории Российской Федерации регламентируются ГОСТ 52134-2003. Так как на прочность пластиковых трубопроводов довольно ощутимо влияет время воздействия на них теплоносителя с определённой температурой, то для них установлены классы эксплуатации (табл. 2), которые отражают характер воздействия определённых температур на трубу в течение всего срока эксплуатации.
Таблица 2. Классы эксплуатации полимерных трубопроводов
Источник



